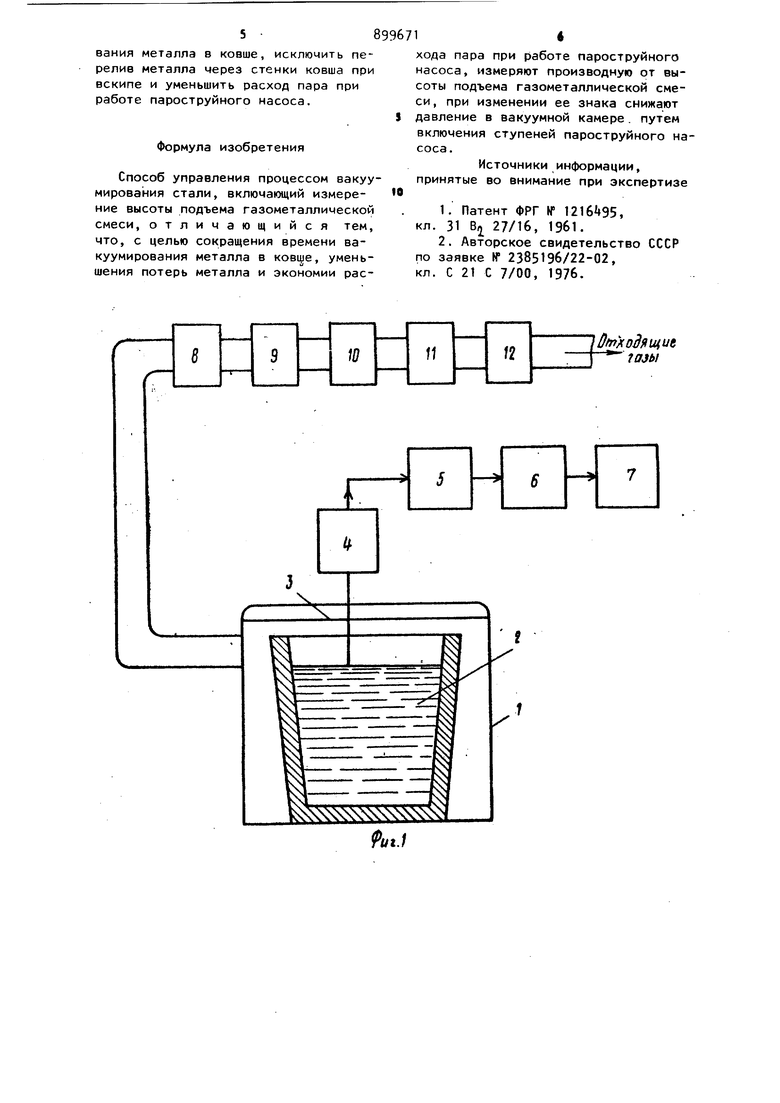
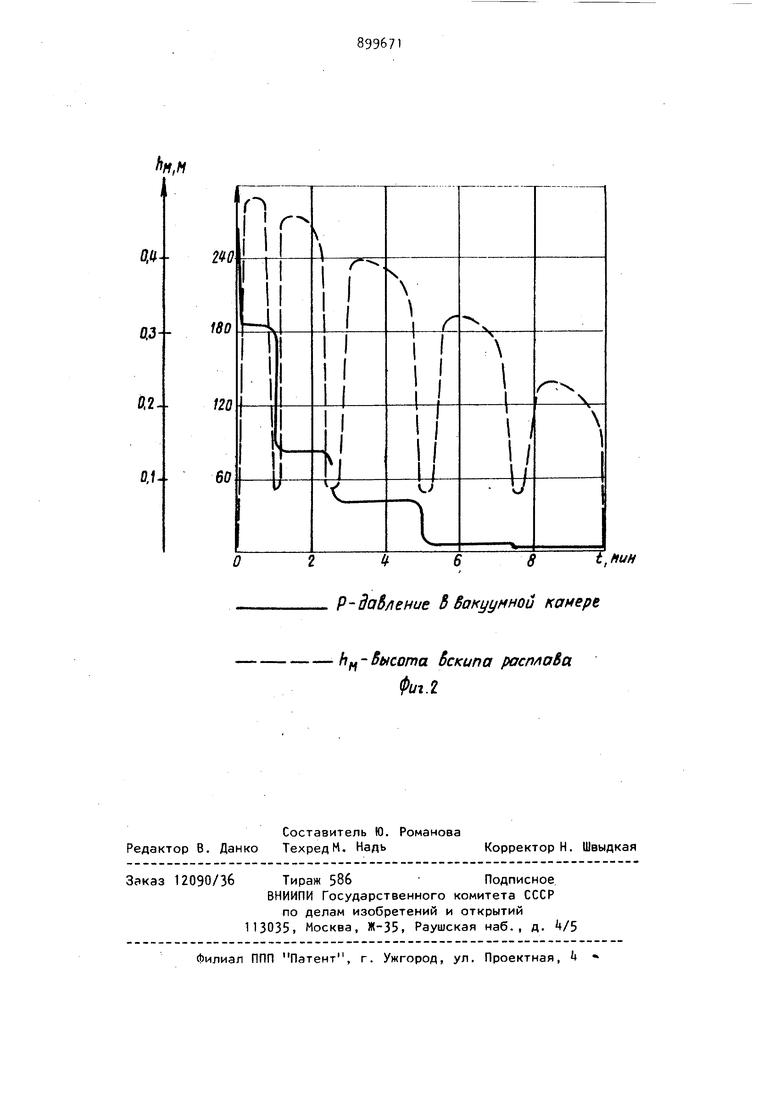
Изобретение относится к области внепечной обработки стали и может быть использовано для проведения про цесса вакуумирования стали в ковше. Известен способ, включающий вакуу ную обработку кипящей стали в изложнице, при которой осуществляется контроль по изменению давления в рабочем пространстве и химическому составу откачиваемых газов, а указанием об окончании процесса является приближение соотношения СО и Hij в откачиваемых газах к величине Недостатком способа является то, что он применим лишь к методу струйной дегазации при отливке слитков. При использовании его требуется масб спектрометр со счетно-решающим устройством, который в процессе дегазации непрерывно осуществляет измерение соотношений СО и HfL для задания ho значению их величии скорости., изме нения давления в рабочем пространстве изложницы. Наиболее близкий к изобретению явпяется способ контроля процесса циркуляционного вакуумирования стали, при котором, используя емкостной датчик, измеряют высоту подъема газометаллической смеси в вакуумной камере установки циркуляционного вакуумирования стали, используя тензометрическую аппаратуру определяют массу металла и по значению производной находят максимум от произведения высоты подъема газометаллической смеси на массу металла, по которому определяют и поддерживают требуемый расход инертного газа, соответствующий оптимальному режиму дегазации 21. Однако использовать такой способ контроля мох(но тогда и только тогда, когда вакуумируемый металл продувается инертным газом, так как максимум от произведения высоты подъема газометаллической массы на массу металла является функцией от расхода инертного газа. Кроме того, использовать ем:костнои датчик при ковшевом ваууми.рования нельзя, так как в ковше 8090 объема занято металлом, а 10-20 объема остается под вскип, что, соо BBjCTseHHo, снижает чувствительност емкостного датчика по высоте вскипа расплава, (При циркуляционном вакуум ровании как раз наоборот, 5-10 объ ма занято металлом, а 90-95 объема остается на вскип металла). Цель изобретения - сокращение вре мени вакуумирования металла в ковше уменьшение потерь металла и экономия расхода пара при работе пароструйного насоса. Поставленная цель достигается согласно способу управления процессом вакуумирования стали, включающем изменение высоты подъема газометаллической смеси, при этом измеряют производную от высоты подъема газоме;таллической смеси и при изменении ее знака снижают давление в вакуумной камере путем включения ступеней пароструйного насоса. На Фиг. 1 представлена схема управления процессом ковшевого вакууми рования стали; на фиг. 2 - диаграмма измерительного прибора. В вакуумной камере 1 находится ковш 2 с металлом, на крышке вакуумной камеры 3 установлена контактная система , следящая за уровнем метал ла в ковше, с реостата дистанционной передачи показаний контактной системы k сигнал поступает на измерительный прибор 5, а с него - на блок 6 дифференцирования, с блока 6 дифференцирования сигнал поступает на измерительный прибор 7, У которого ноль измерения расположен на средине шкалы прибора. Вентили 8-12 предназначены для от крытия трубопроводов с паром, которь1й поступает в сопла ступеней пароструйного насоса. Управление процессом вакуумирования стали в ковше производится следующим образом. В вакуумную камеру 1 устанавливаю
ковш с расплавом 2. Вакуумную камеру 1 закрывают крышкой 3. Включается контактная следящая система уровня расплава в ковше, после того, как контактная система 4 начинает отслеживать уровень расплава, ее реостат дистанционной передачи показаний устанавливают на нуль, который опредережение в вакуумной камере снижается до 1-2 мм рт.ст., и после окончания последнего вскипа расплава вакуумирование заканчивается. Таким образом, использование предлагаемого способа управления процессом вакуумирования стали в ковше позволяет сократить время вакуумиро14ляют по шкале измерительного прибора 5. Открывают вентиль 8, в сопло первой ступени пароструйного насоса поступает пар, в вакуумной камере 1 создается разрежение, равное 200l80 мм рт.ст. В верхних слоях расплава в ковше образуются газовые пузырьки, которые поднимаются на поверхность. В результате появления пузырьков уровень расплава в ковше поднимается до 0,4-0,5 м, контактная система отслеживает изменение уровня, и через измерительный прибор 5 и блок 6 дифференцирования производная от изменения уровня расплава фиксируется на приборе 7. Первоначально, в результате вскипа расплава, производная резко увеличивается, а затем монотонно приближается к нулю. Как только производная поменяет знак, что соответствует снижению уровня расплава в ковше и окончанию дегазации верхнего слоя расплава, оператор открывает вентиль 9 и включает вторую ступень пароструйного насоса, при этом в вакуумной камере создается разрежение 80-1000 мм рт.ст. Начинается дегазация следующего слоя металла, вновь увеличивается уровень расплава до 0,,5 м, контактная система отслеживает уровень, оператор по величине и знаку производной, которая фиксируется на приборе 7, оп ределяет, когда закончится дегазация металла. При изменении знака производной оператор, открывая вентиль 10, включает третью ступень пароструйного насоса. В камере создается разрежение kQ-kS мм рт.ст. Вновь происходит вскип расплава, и оператор по величине и знаку производной определяет время включения следующей ступени пароструйного насоса. После включения четвертой ступени ароструйного насоса разрежение в вауумной камере составляет 510 мм рт.ст. После окончания вскипа, остигающего величины 0,2-0,3 м раслава, включается последняя (пятая) тупень пароструйного насоса, развания металла в ковше, исключить перелив металла через стенки ковша при вскипе и уменьшить расход пара при работе пароструйного насоса. Формула изобретения Способ управления процессом вакуумирования стали, включающий измерение высоты подъема газометаллической смеси, отличающийся тем, что, с целью сокращения времени вакуумирования металла в ковше, уменьшения потерь металла и экономии рас814 хода пара при работе пароструйного насоса, измеряют производную от высоты подъема газометаллической смеси, при изменении ее знака снижают давление в вакуумной камере, путем включения ступеней пароструйного насоса. Источники информации, принятые во внимание при экспертизе 1.Патент ФРГ № 121б 95, кл. 31 В, 27/16, 1961. 2.Авторское свидетельство СССР по заявке If 2385196/22-02, кл. С 21 С 7/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления процессом вакуумирования стали | 1980 |
|
SU899670A1 |
| Способ управления процессом вакуумирования стали | 1980 |
|
SU899669A1 |
| Способ управления процессом дегазации жидкой стали в струе | 1984 |
|
SU1154344A1 |
| Система автоматического управления процессом вакуумирования стали | 1980 |
|
SU899668A1 |
| Способ управления процессом вакуумирования стали | 1980 |
|
SU899667A1 |
| Способ управления дегазацией жидкой стали | 1983 |
|
SU1122710A1 |
| СПОСОБ ВАКУУМИРОВАНИЯ СТАЛИ | 2010 |
|
RU2430974C1 |
| Способ контроля процесса вакуумирования стали циркуляционным способом | 1976 |
|
SU590343A1 |
| Способ управления дегазацией жидкой стали в струе | 1988 |
|
SU1557175A1 |
| Устройство автоматическогоупРАВлЕНия пРОцЕССОМ ВАКууМиРОВАНияМЕТАллА | 1979 |
|
SU798184A1 |
I}fn)lo3flli4ue
аа-.
0.3-«2o,tР-да тление S Вакуумной камере
hfj -Высота Вскипа расплаВа fe.2
