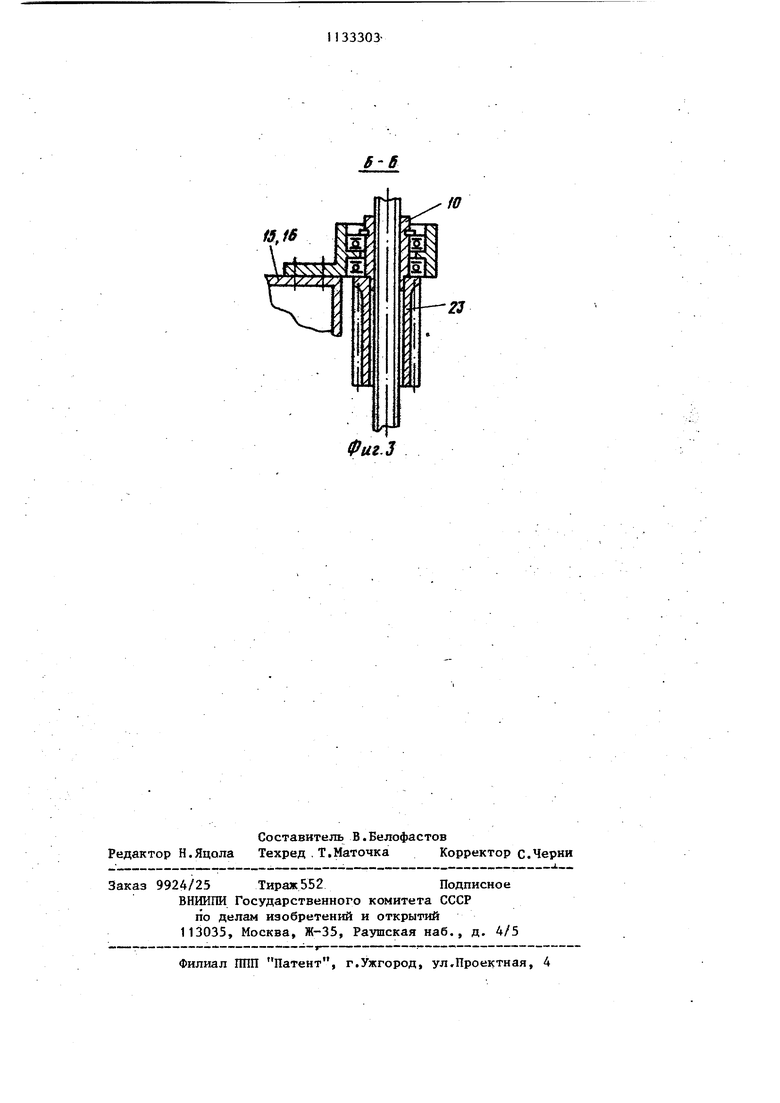
1 Изобретение относится к устройст вам для т.ермической обработки деталей с индукционного нагрева. Известен станок для закалки валов, содержащий колонну с вертикаль ными направляющими, верхний и нижний центры, /тонеты, привод вращения детали и привод перемещения индуктора В станке верхний центр при настройк перемещается по направляющим колонн от электропривода и фиксируется вручную, а перемещение люнетов при настройке и их фиксация на направляюг их осуществляется вручную ij . Недостатком указанного станка являются значительные затраты вспо могательного времени на настройку его Под закалку деталей, различных по длине, что ограничивает возможность использования станка при большой номенклатуре закаливаемых изде- Наиболее близким к изобретению по технической сущности является станок для закалки деталей, содержащий закалочный контур, колонну, каретку с вертикальными направляющими и нижним центром, расположенные на направляющих каретки верхнрй центр и люнет с гaйкa.и, приводы вращения нижнего центра, приводы перемещения каретки, верхнего центра и люнеты {2. Применение в известном станке приводов независимого перемещения по направляющим каретки верхнего центра и люнета, включаюш 1х каждый ходовой винт, редуктор и электродвигатель, увеличивает металлоемкость станка, а отсутствие механизмов фиксации верхнего центра и люнета на направлшощих каретки вызывает их вибрацию и приводит к нестабильности закалки деталей. Цель изобретения - снижение металлоемкости и повьппение стабильности закалки. Поставленная цель достигается тем, что станок для закалки деталей содержащий индуктор, колонну, каретку с вертикальными направляющими и нижним центром, расположенные на нап равляющих каретки верхний центр и люнет с гайками, привод вращения нкж него центра, приводы перемещения каретки, верхнего центра и люнета, сна жен установленными на верхнем центре и люнете механизмами фиксации их по03ложения на направляющих каретки, выполненными каждый в виде рычагов с закрепленными на их концах рейками и с фасками на поверхности шестерни, серег, клинового ползуна, ролика и привода разворота рычагов, при этом шестерня закреплена- на гййке и зацеплена с рейками, серьги шарнирно соединены концами между собой и с рычагами, ролик установлен на соединенных между собой концах серег и подпружинен относительно ползуна для постоянного контакта с его клиновой поверхностью, ползун соединен с приводом разворота рычагов, а фаски последних взаимодействуют с направляющими каретки. , На фиг, 1 изображен станок, общий вид; на фиг. 2 - механизм фиксации, разрез А-Д на фиг. 1 на фиг. 3 гайка привода перемещения, разрез Б-Б на фиг. 1. Станок состоит из колонны 1 с направляющими 2, на которых смонтированакаретка 3 с верхним 4 и нижним 5 центрами и люнетом б. Верхний центр 4 и люнет 6 установлены на вертикальных направляющих 7 каретки 3 с воз- . можностью перемещения по ним от приводи 8, винта 9 и вращающихся гаек 10, В Н11жней части каретки 3 расположены привод 11 вращения нижнего центра 5. В верхней части колонны 1 установлен привод 12 перемещения каретки 3. Верхний центр А и люнет 6 снабжен механизмами 13 фиксации их на направляющих 7 каретки 3. Каждый механизм 13 фиксации содержит рычаги 14, шарнирно установленные на корпусе 15 верхнего центра 4 и корпусе 16 люнета 6. Рычаги 14 соединены между собой посредством серег 17, шарнирно связанных с рычагами и между собой и несущих ролик 18, который контактирует с клиновым ползуном 19. Силовое замыкание ролика 18 и ползуна 19 осуществляется пружиной 20. Ползун 19 перемещается от привода 21, выполненного, например в виде пневмоцилиндра. С внутренней стороны каждого рычага 14 закреплены рейки 22, а на каждой Гайке 10 закреплена шестерня 23, зацепляющаяся с рейками 22. Гайки 10 установлены в корпусах 15 и 16 верхнего центра 4 и люнета 6 с возможностью свободного вращения относительно них. Наружные поверхности рычагов 14 имеют фаски 24, являющиеся тормозными колодками при фиксации на направляю щих 7 каретки 3 корпусов 15 и 16 верхнего центра 4 и люнета 6. Станок работает следующим образом В начале цикла каретка 3 находится в исходном положении. Верхний центр 4 и люнет 6 зафиксированы на к ретке. При этом рычаги 14 разведены и своими фасками 24 упираются в направляющие 7 каретки 3, а рейки 22 рычагов t4 выведены из зацепления с шестерней 23, и ползун 19 находится в крайнем левом положении. На губках высокочастотного трансформатора закалочного контура станка устанавливаются индуктор и спейер (не показаны), соответствующие разме ру закаливаемой детали, Закаливаемая деталь устанавливает ся оператором на нижний центр 5. Затем по команде с пульта управления включается привод 8 перемещения люне та -и верхнего центра. При этом гайки 10 свободно вращаются в корпусах 1 5 н 16 вместе с винтом 9. Включается привод 21, установленный на корпусе 15 верхнего центра 4, ползун 19 перемещается в крайнее правое положение, рычаги 14 сводятся, и рейки 22 рычагов 14 входят в зацепление с шестерней 23. Гайка 10 стопорится, и начинается перемещение верхнего центра 4 вположение, соответствующее длине закаливаемой детали. Деталь фиксируется между нижним центром 5 и. верхним центром 4о После этого по команде с пульта управления ползун 19 перемещается приводом 21 в крайнее левое положение, рычаги 14 разводятся и упираются своими фасками 24 в ;направляющие 7. Верхний центр 4 фиксируется на направляющих. Затем включается привод 21, установленный на корпусе 16 люнета-6, происходит расфиксация люнета перемещение его на требуемую высоту и фиксация его в этом положении. После этого приводом 12 каретка 3 устанавливается в положение Начало закалки. Включается привод 11 вращения нижнего центра, подача закалочной и охлаждающей жидкости, нагрев и привод 12 перемещения каретки 3. Начинается процесс закалки. После окончания закалки выключаются нагрев, подача закалочной и охлаждающей жидкости и вращение детали. Каретка 3 перемещается в исходное положение. Закаленная деталь снимается со станка. Станок готов к следующему циклу работы. При закалке деталей большой длины и малой жесткости на направляющих каретки 3 при необходимости может быть установлено, 2 и более люнетов. При закалке внутренних конусов шпинделей и торцовых поверхностей детали устанавливаютсяна нижний центр и фиксируются с помощью люнетов. В предлагаемом станке верхний центр и люнет имеют возможность перемещаться по направляющим независимо друг от друга от одного привода, каждый из них снабжен механизмом, который сочетает в себе две функции: фиксирует гайку привода в момент перемещения верхнего центра или люнета по направляющим каретки при наст- рой-ке станка и осуществляет фиксацию их на направляющих при расфиксировании гайки привода. Использование предлагаемого технического решения позволяет снизить металлоемкость станка за счет упрощения конструкции привода перемещения верхнего центра и люнетэ вследствие исклочения привода перемещения, а также повысить жесткость станка за счет использования механизмов фиксации верхнего центра и люнета на направляющих каретки и тем самым обеспечить стабильное качество закалки. Изобретение использовано при разработке станка для закалки деталей для Ивановского станкозавода. Ожидаемый экономический эффект от внедре ния изобретения составит 102 тыс.руб. 7 22 огз LlA
/4/ /
0
фиг. f
/ Фиг.г
i5.H
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| Станок для индукционной закалки изделий | 1981 |
|
SU1033553A1 |
| Станок для закалки крупногабаритных деталей | 1985 |
|
SU1397503A1 |
| Станок для закалки деталей | 1981 |
|
SU1032028A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1973 |
|
SU382698A1 |
| Станок для термообработки цилиндрических изделий | 1990 |
|
SU1835431A1 |
| Станок для индукционного нагрева | 1981 |
|
SU994570A1 |
| Станок для высокочастотной обработки осесимметричных цилиндрических деталей | 1988 |
|
SU1640172A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ С НАГРЕВОЛ\ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 1970 |
|
SU432206A1 |
| Станок для закалки зубчатых венцов | 1978 |
|
SU732396A1 |

СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ, .содержащий индуктдр, колонну, каретку с вертикальными направляющими и нижним центром, расположенные на направляюпщх каретки верхний центр и люнет с гайками, привод вращения нижнего центра, приводы перемещения каретки, верхнего центра и люнета. отличающийся тем, что, с целью снижения металлоемкости и повыоения стабильности закалки, он снабжен установленными на верхнем центре и люнете механизмами фиксации их положения на направляющих каретки, вьтолненньми каждый в виде рычагоа с закрепленными на их концах рейками и с фасками на наружной поверхности шестерни, серег, клинового ползуна, ролика и привода разворота рычагов, при зтом шестерня закреплена на гайке и зацеплена с рейками, серьги шарннрно соединены концами между собой и с- 1 1чагами, ролик установлен на соединенных между собой концах серег и подпружинен относительно ползуна для постоянного контакта с его клиновой поверхностью, ползун соединен с приводом разворота рычагов, а фаски последних взаимодействуют с направляющими каретки. СО со со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Каталог фирмы Elphiac, Бельгия - Elphiac S.A | |||
| Electrothermie industrielle, №0724, 1973 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Станок для закЗлки валов | |||
| Складная решетчатая мачта | 1919 |
|
SU198A1 |
