I
Изобретение относится к прокати У производству и может быть использовано при производстве листов с односторонним рифлением.
Известен комплект валков для прокатки рифленых листов, включающий валок с рифленой рабочей поверхностью и взаимодействующий с ним валок с гладкой бочкой 1 J.
Однако в связи с недостаточной протяженностью длины очага деформации, обусловленной указанной профилировкой валков, и значительными обжатиями, возникающими при рифлении полосы после прокатки на листах, не выполняется требуемая высота рифлении.
Наиболее близким по технической сущности к предлагаемому является валковый комплект, включающий рифленый и гладкий валки, в котором прокатка проводится через промежуточную полосу, вводимую между гладким валком и полосой-изделием (рифленым листом) Г 2.
Наличие промежуточной полосы увеличивает протяженность очага деформации, что благоприятствует затеканию металла во впадины между ромбическими выступами и получению листов с требуемой высотой рифления, однако производство листов при таких условиях малопроизводительно.
Цель изобретения - улучшение условий заполнения впадин валка.
Поставленная цель достигается за счет того, что в валковом комплекте, содержащем рифленый ромбическими выступами и впадинами валок и смежный ему другой валок, рабочая поверхность смежного валка снабжена сплошной насечкой, включающей конические углубления с глубиной, равной 0,10,15 глубины впадин рифленого валка, при этом диаметр основания конического углубления составляет 0,2-0,3 ширины впадин рифленого валка.
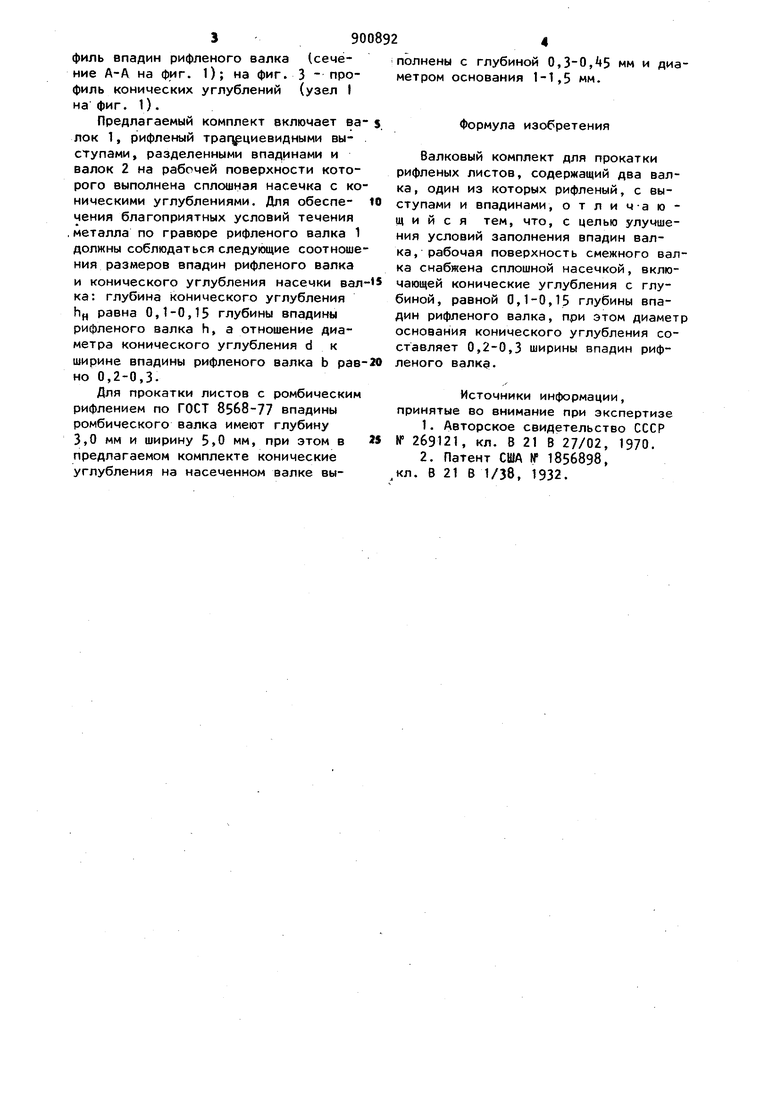
На фиг. I представлен валковый комплект, общий вид; на фиг. 2 - про390филь впадин рифленого валка (сечение А-А на фиг. 1); на фиг. 3 - профиль конических углублений (узел I на фиг. 1). Предлагаемый комплект включает ва лок 1, рифленый траг рциевидными выступами , разделенными впадинами и валок 2 на рабочей поверхности которого выполнена сплошная насечка с ко ническими углублениями. Для обеспечения благоприятных условий течения ,металла по гравюре рифленого валка 1 должны соблюдаться следующие соотноше ния размеров впадин рифленого валка и конического углубления насечки вал ка: глубина конического углубления hfi равна 0,1-0,15 глубины впадины рифленого валка h, а отношение диаметра конического углубления d к ширине впадины рифленого валка b рав но 0,2-0,3. Для прокатки листов с ромбическим рифлением по ГОСТ 8568-77 впадины ромбического валка имеют глубину 3,0 мм и ширину 5,0 мм, при этом в предлагаемом комплекте конические углубления на насеченном валке выполнены с глубиной 0,3-0,45 мм и диаметром основания 1-1,5 мм. Формула изобретения Валковый комплект для прокатки рифленых листов, содержащий два валка , один из которых рифленый, с выступами и впадинами, отлич-аю1д и и с я тем, что, с целью улучшения условий заполнения впадин валка, рабочая поверхность смежного валка снабжена сплошной насечкой, включающей конические углубления с глубиной, равной 0,1-0,15 глубины впадин рифленого валка, при этом диаметр основания конического углубления составляет 0,2-0,3 ширины впадин рифленого валка. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 269121, кл. В 21 В 27/02, 1970. 2.Патент США If 1856898, кл. В 21 В 1/38, 1932.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплекты рабочих валков чистовой группы листового стана кварто и способ подготовки и эксплуатации комплектов рабочих валков чистовой группы листового стана кварто в течение кампании | 1989 |
|
SU1678473A1 |
| ВАЛКОВЫЙ УЗЕЛ | 1997 |
|
RU2121402C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2427434C1 |
| Способ прокатки упрочненных полос | 1988 |
|
SU1657244A1 |
| Валок для периодической прокатки | 1981 |
|
SU984521A1 |
| Прокатный валок | 1981 |
|
SU986526A1 |
| Способ прокатки | 1980 |
|
SU1009541A1 |
| Прокатный валок полосового прокатного стана | 1986 |
|
SU1398938A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС С ОДНОСТОРОННИМ РИФЛЕНИЕМ | 2010 |
|
RU2445179C2 |
| Прокатный валок | 1983 |
|
SU1189524A2 |

