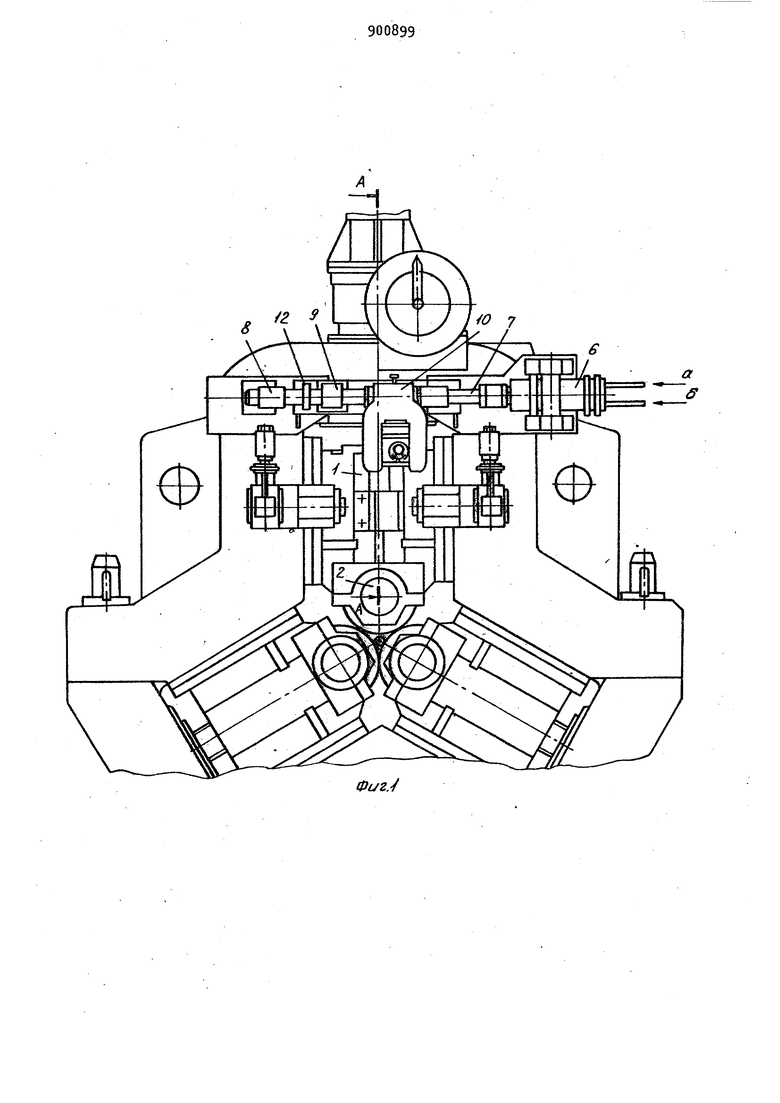
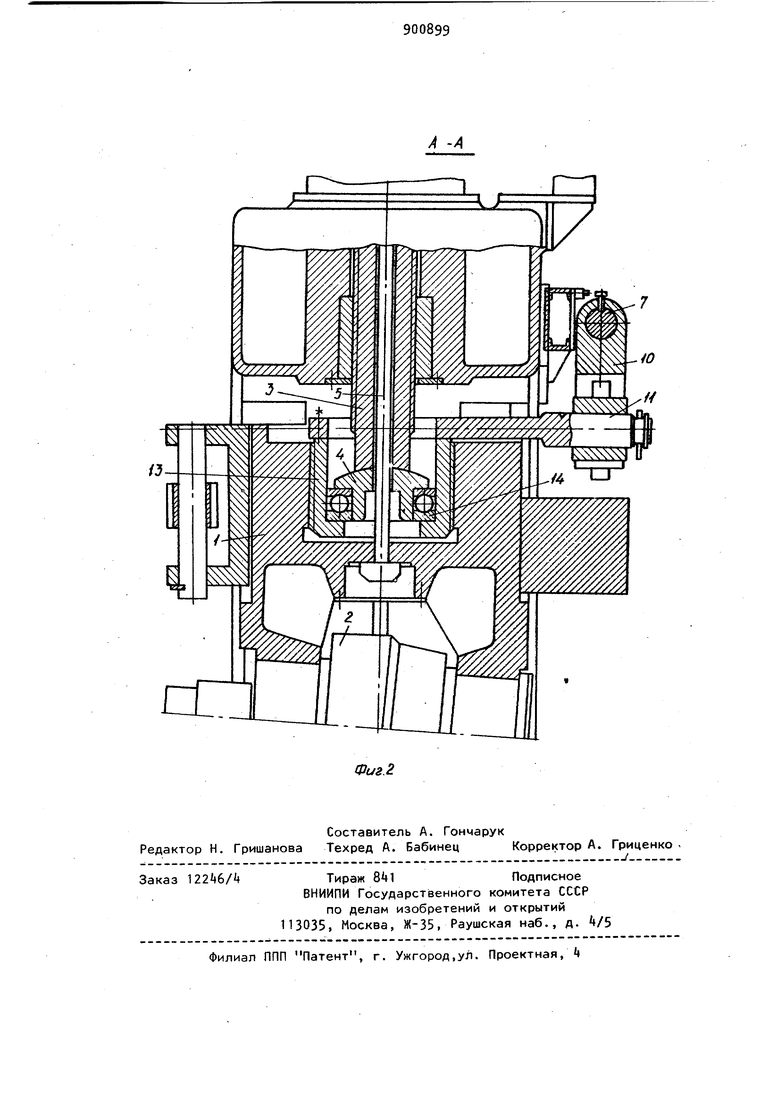
Изобретение относится к производству труб и касается усовершенствования трехвалковой рабочей клети ста на поперечно-винтовой прокатки, и может быть использовано для производ ства горячекатаных бесшовных труб.. Известно нажимное устройство станов поперечно-винтовой прокатки для точного сведения валков на заданную величину калибра, включаюй)ее нажимной винт, перемещающийся в нажимной гайке, которая в свою очередь также установлена в нажимной гайке большего диаметра. Винт и нажимная гайка соединены с электроприводом l j. Однако это устройство не позволяет осуществить тонкую регулировку размера калибра, т.е. обеспечить перемещение валков на 2-3 порядка мень ше, чем диаметральный размер прокаты ваемого изделия. Это обусловлено тем что геометрические параметры нажимного винта и гайки (шаг резьбы, ее наклон, межвитковые зазоры и др.) не обеспечивают указанных величин перемещения с высокой точностью, гарантируя, между тем, достаточную работоспособность в качестве силового элемента. Наиболее близким по технической сущности к предлагаемому является гидромеханическое устройство, включающее нажимной винт с электроприводом, опорную пяту, пропущенную сквозь них тягу и гидроцилиндр с регулятором величины хода. Гидроцилиндр связан через муфту с нажимным винтом . Недостатком этого устройства является то, что связь гидроцилиндра с нажимным винтом не обеспечивает точную регулировку малых перемещений, соизмеримых с величиной упругой деформации клети или частью поля допуска на толщину стенки прокатываемой трубы. Это связано с тем, что нажимной винт в рабочем состоянии находится под значительной осевой нагрузкой и выполнен с резьбой, геометрические параметры которой выполняют эту функцию. Однако такая резьба (например, трапециевидная упорная и другие силовые резьбы), имея большой шаг, не обеспечивает точную осевую установку. Цель изобретения - повышение точности Неремещения валка под нагрузко и удобства изменения пределов регули рования. Поставленная цель достигается созданием гидромеханического устройств барабана с рабочим валком, включающе го нажимной винт с электроприводом, опорную пяту, пропущенную сквозь них тягу и гидроцилиндр с регулятором величины хода, которое снабжено стаканом с наружной резьбой под резьбу барабана, имеющим отверстие в дне по тягу, и подшипником, размещенным на дне стакана, на который установлена опорная пята, а верх стакана шарнирн связан со штоком гидроцилиндра. Такое устройство позволяет перемещать барабан с валком в процессе прокатки на необходимую величину. На фиг. 1 изображено гидромеханическое, нажимное устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1. Нажимное устройство для перемещения барабана 1 с валком 2 включает нажимной винт 3, опорную пяту k, тягу 5, гидроцилиндр 6 со штоком 7, опоры-ограничители 8 и 9, закрепленную на штоке шарнирную вилку 10, сочлененную с рычагом 11, и регулировочную гайку 12. Рычаг 11 закреплен на верху стакана 13 с резьбой под барабан, а на дне стакана установлен подшипник 14. Величина Л перемещения валка под нагрузкой определяется установкой за зора между торцом гайки 12 и боковой поверхностью опоры-ограничителя 8 (при перемещении валка к оси прокатки) или 9 (при перемещении валка от оси прокатки). Стакан 13 выполнен с резьбой, гео метрические характеристики которой обеспечивают его вращение в процессе прокатки и, соответственно, перемеще ние валка 2 на величину Лд. Размещение исполнительного механизма (гидроцилиндра) с регулятором величины хода на входной стороне кле ти обеспечивает удобство изменения пределов регулирования, что особенно технологично при прокатке широкого диапазона типоразмер труб. Гайка 12 расположена в легкодоступном месте, что позволяет осуществлять тонкую регулировку величины перемещения валка при прокатке каждой трубы. Точность перемещения валка 2 в процессе прокатки обеспечивается использованием длинного передаточного органа , выполненного в виде рычага 11, длина которого обеспечивает требуемую точность. Например, при длине рычага равной 1 м, величина перемещения валка составляет Д2 0,01 &.. Гидромеханическое нажимное устройство работает следующим образом. Перед прокаткой калибр клети настраивают на нужный размер, между торцом регулировочной гайки 12 и ограничителем 8 (9) устанавливают необходимый зазор Д.. Для перемещения валка 2 под нагрузкой в процессе прокатки поступает сигнал (например, с АСУ, в полость гидроцилиндра по трубопроводу а (при перемещении валка к оси прокатки) или б (при перемещении валка от оси прокатки) поступает жидкость под давлением, которая перемещает шток до упора регулировочной в ограничитель. При этом шарнирная вилка 10 также перемещается на величину и поворачивает вокруг оси /барабана рычаг 11. Вращение передается стакану и обеспечивает радиальное перемещение барабана 1 и, следовательно, валка 2 на величинуД,. После прекращения действия сигнала шток 7 перемещается в обратном направлении на величину Д, что обеспечивает в той же последовательности вращение рычага с поворотом стакана 13 и перемещение валка 2 на величину Л/ в обратном направлении. После установки первоначального размера калибра, образованного валками, работа гидромеханического нажимного устройства осуществляется в той же последовательности. Пример. Гидромеханическое йажимное устройство для трехвалкового раскатного стана включает гидроцилиндр с ходом поршня 200 мм, который обеспечивает поворот рычага на IS Стакан, ввинченный в барабан, выполнен с трехзаходной резьбой с шагом 16 мм. Длина рычага выбрана из условия передаточного отношения, равного 100, что обеспечивает при перемещении штока гидроцилиндра на 200 мм ремещение валка на 2 мм. При этом вы сокая точность перемещения штока гид роцилиндра гарантируется параметрами резьбы регулировочной гайки с шагом 1 мм. Гидромеханическое нажимное устройство трехвалкового раскатного ст на по сравнению с базовым позволяет снизить допуск на толщину стенки в средней части трубы на 2,5-10, что в абсолютных величинах составляет 0,05-0,2 мм. Кроме того, устройство обеспечивает простоту эксплуатации в промышленных условиях,в том числе удобство настройки калибра при переходе на но вый размер прокатываемых труб, ввиду существенного сокращения времени на фиксацию регулировочной гайки ЕР заданном положении. Экономическая эффективность для тонкостенного сортамента (O/S 11-12,5) одной установки составит более 66000 руб. в год. пе 9 Формула изобретения Гидромеханическое нажимное устройство барабана с рабочим валком, включающее нажимной винт с электроприводом, опорную пяту, пропущенную сквозь них тягу и гидроцилиндр с регулятором величины хода, отличающееся тем, что, с целью повышения точности перемещения валка под нагрузкой и удобства изменения пределов регулирования, оно снаб жено стаканом с наружной резьбой ( резьбу барабана, имеющим отверстие в дне под тягу, и подшипником, размещенным на дне стакана,.на который устаноплена опорная пята, а верх стакана шарнирно связан со штоком гидроцилиндра . Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № Ц2862, кл. В 21 В 31/2t, 1977. 2.Авторское свидетельство СССР If 172705, кл. В 21 В 31/32, 1965.
г
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1988 |
|
SU1540882A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2040348C1 |
| Рабочая клеть стана поперечновинтовой прокатки | 1976 |
|
SU655440A1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2343024C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2362640C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ РАССТОЯНИЯ МЕЖДУ ВАЛКАМИ ПРОКАТНОГО СТАНА | 2007 |
|
RU2359766C2 |
| Трехвалковая клеть винтовой про-КАТКи | 1979 |
|
SU852393A1 |