Изобретение относится к литейному производству, а именно к получению отливок из высокопрочного чугуна в кокилях.
Известен охлаждаемый кокиль,содержащий две полуформы, рабочие части которых жестко соединены с охлаждающими коробками (1J.
Недостатком указанного кокиля является неравномерный прогрев рабочей части при заливке металла, что приводит к трещинам и разгарам. При выполнении рабочей части тонкостенной происходит ее коробление вследствие температурных напряжений.
Наиболее близким к предлагаемому является металлическая литейная форма, включающая корпус, тонкостенную оболочку, закрепленную стяжками в корпусе, и промежуточный кожух. Между тонкостенной оболочкой и промежуточным кожухом выполнена охлаждающая полость, заполненн-ая металлическим песком. Для обеспечения свободного расширения формы при нагревании кожух выполнен гофрированным. При такой конструкции компенсируется объемное расщирение тонкостенной оболочки 2.
Недостатком указанной формы заключается в том, что она не обеспечивает компенсации деформации линейных размеров тонкостенной оболочки вследствие температурного расширения.
Цель изобретения - увеличение срока службы кокиля и повышение качества отливок.
Указанная цель достигается тем, что в кокиле для получения отливок, преимущественно из высокопрочного чугуна, содержащем корпус и закрепленную на корпусе сменную формообразующую оболочку, между которыми выполнена охлаждающая полость, заполненная гранулированным материалом, сменная формообразующая оболочка закреплена на корпусе посредством гофрированных пластин с контурными фланцами.
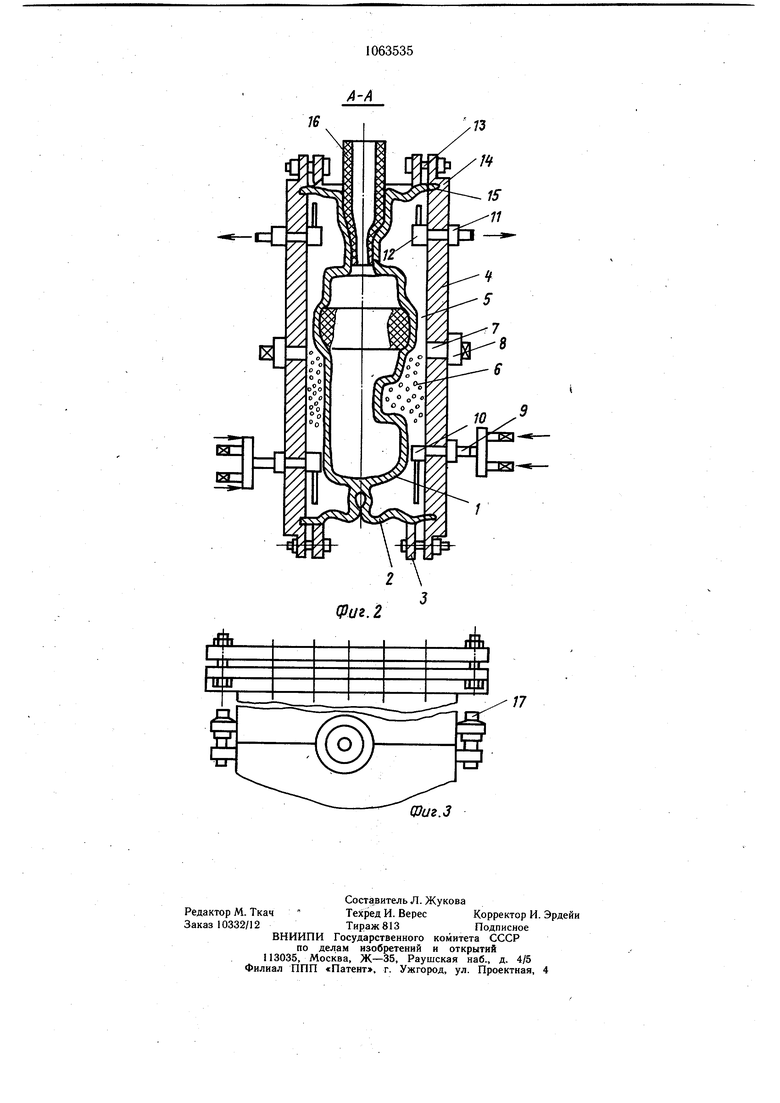
На фиг. 1 показан кокиль, вид спереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 -- кокиль, вид сверху.
Кокиль выполнен разъемным из двух полуформ. Каждая полуформа содержит сменную формообразующую оболочку 1 с упругим элементом в виде гофрированной пластины 2 с контурным фланцем 3, корпус 4, образующий совместно со смен«ой
формообразующей оболочкой 1 охлаждающую полость 5, заполненную гранулированным материалом 6, например дробью. В корпусе 4 выполнено отверстие 7 для засыпки гранулированного материала 6, закрывающееся пробкой 8, и встроен штуцер 9 для подвода охлаждающей или подогревающей среды с распределительным фильтрующим устройством 10, и штуцер 11 для отвода отработанной охлаждающей или подогревающей среды с распределительным филь рующим устройством 12. Сменная формообразующая оболочка 1 своим контурным фланцем 3 крепится с помощью винтов 13 к корпусу 4 после предварительной центровки в пазах 14 с прокладкой 15, чем обеспечивается герметизация охлаждающей полости 5. В верхней части кокиля размещена литниковая чаща 16 для заливки металла. Собранные полуформы центрируются щтырями 17.
Работа кокиля осуществляется следующим образом.
При заливке под воздействием температуры расплава формообразующая оболочка испытывает расширение. Изменение линейных размеров рабочей-части кокиля компенсируется упругими элементами в виде гофрированных пластин, а ее объемное расширение компенсируется гранулированным материалом, находящимся в охлаждающей полости. Восстановление размеров формообразующей оболочки до ее исходного значения производится за счет изменения плотности гранулированного материала и упругих свойств гофрированных пластин.
При-такой конструкции кокиля рабочая часть в момент заливки его металлом работает как мембрана, компенсируя возникающие термические напряжения в кокиле без остаточной деформации.
Для стабилизации температурного режима кристаллизации отливок охлаждающая полость 5 через штуцер 9 заполняется охлаждающей средой, циркулирующей в промежутках между гранулами с заданной температурой, и выходит через штуцер 11.
Изобретение позволяет повысить стойкость кокиля, повысить качество отливок за счет крепления формообразующих оболочек с помощью упругих элементов и сохранения первоначальных размеров формообразующей оболочки при последующих отливках.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения износостойких и упругих структур сменных органов почвообрабатывающего оборудования | 2020 |
|
RU2769338C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| Способ изготовления кокилей | 1980 |
|
SU910342A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Кокиль для литья с подпрессовкой | 1988 |
|
SU1646671A1 |
| Способ литья в кокиль для получения плоских отливок из алюминиевых и магниевых сплавов | 2019 |
|
RU2720331C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| Способ получения износостойких и упругих структур рабочих органов почвообрабатывающих машин | 2019 |
|
RU2743682C2 |
| Способ получения неотбеленных чугунных отливок | 1982 |
|
SU1052322A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТЕЙНЕРА ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2014 |
|
RU2582083C2 |
КОКИЛЬ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК преимущественно из высокопрочного чугуна, содержащий корпус и сменную формообразующую оболочку, закрепле11ную на-корпусе, между которыми образована полость, заполненная гранулированным материалом, отличающийся тем, что, с-целью увеличения срока службы кокиля и повышения качества отливок, сменная формообразующая оболочка закреплена на корпусе посредством гофрированных пластин с контурными фланцами. (Л Од СА9 01 со СП сЬ 4J ь ф1/г. f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дубинин Н | |||
| П | |||
| и др | |||
| Кокильное литье | |||
| Справочное пособие | |||
| М., «Машиностроение, 1967, с | |||
| Спускная труба при плотине | 0 |
|
SU77A1 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU376162A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
