t
Изобретение относится к литейному производству в частности к устройствам для обрезки литья.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является пресс, содержащий связанные колоннами траверсы, на которых размещены ползун, пуансон и матрицы 1 I .
Недостатком описанной констуркции пресса является невозможность применения его для отделения отливок от литниковой системы при литье в безопочные формы с вертикальньм разъемом в автоматическом цикле.
Цель изобретения - автоматизация процесса отделения отливок от литниковой системы при литье в безопочные формы с вертикальным разъемом.
Поставленная цель достигается тем, что пресс содержащий траверсы, колонны, ползун, пуансон,.матрицу и пульт управления, снабжен извлекателем отливок с размещенным на подвижном ползуне приводом BepTHKajibHOго перемещения и регулятором остановки, а также снабжен регулируемым по высоте рыхлителем с плз жкамн и вибратором, при этом пресс размещен .горизонтально на подвижной тележке. К ползуну крепятся горизонтальные штанги, на которых подвижно размещен подпружиненный корпус из 1влекателя. На корпусе извлекателя разtoмещен пневмоцилицдр с вертикальными штангами, на концах которых крепится коромысло с подвижными губками и пневмоцилиндрами перемещения губок. К передней траверсе пресса снизу
15 щарнирно крепится торец рамы рыхлителя с плужками. Другой торец рамы, рыхлителя также щарнирно крепится к задней траверсе с помощью винтового Привода вертикального перемещения.
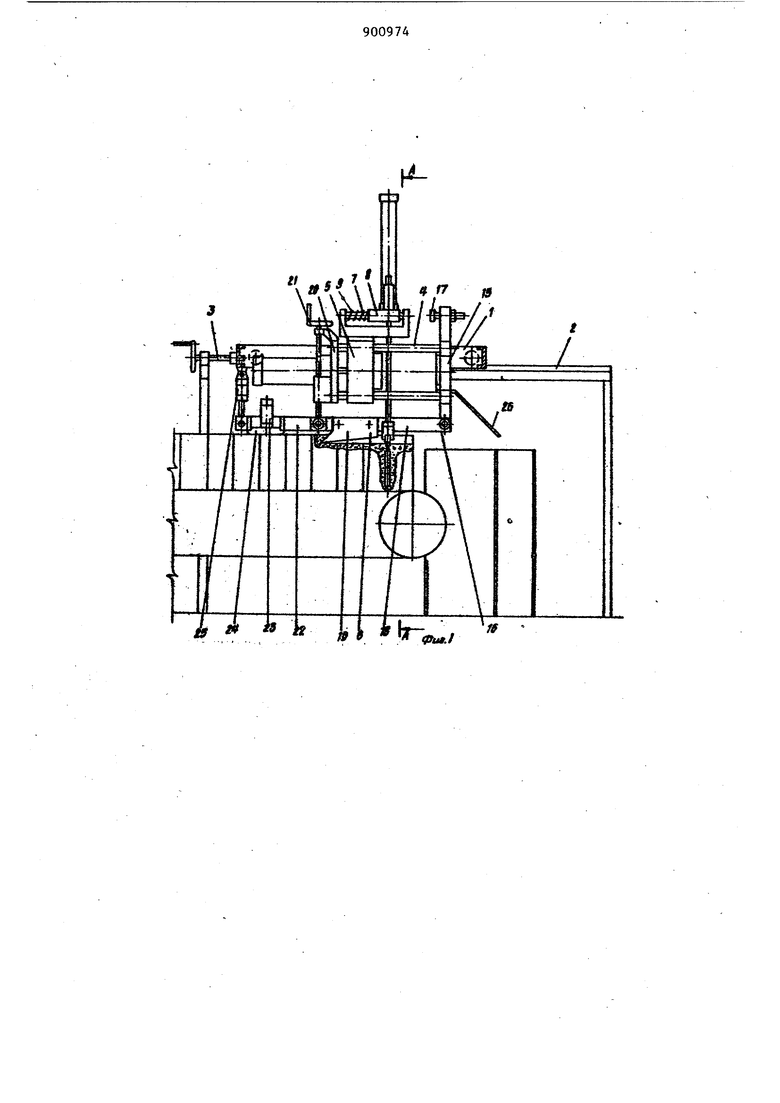
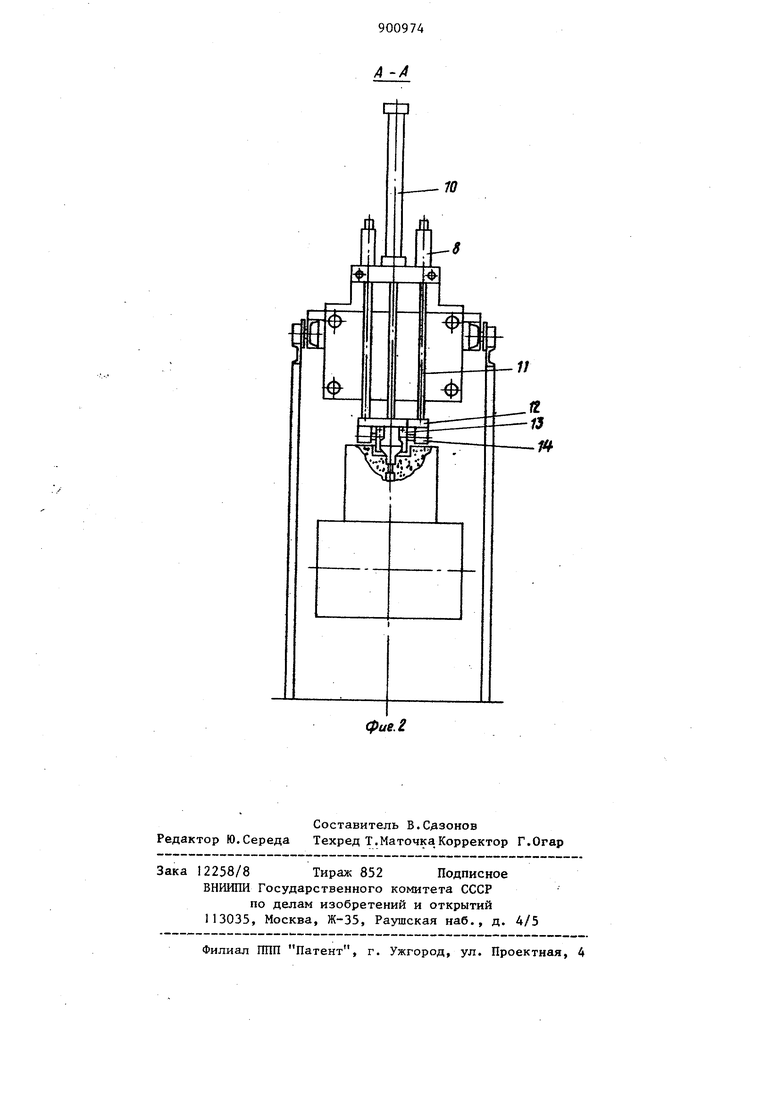
20 К раме рыхлителя шарнирно крепится , рама вибратора с вибровозбудителем. Другой конец рамы вибратора шарнирно подвешен к тележке, К передне траверее пресса сверху крепится регулятор остановки извлекателя. На фиг.1 показано устройство, ви сбоку; на фиг.2 - поперечный разрез А-А на фиг.1. Пресс для обрезки отливок включает в себя тележку 1, поставленную на рельсы 2 и снабженную приводом 3 горизонтального перемещения. К тё лёжке горизонтально крепится пресс 4. К ползуну 5 крепится пуансон 6 и горизонтальные штанги 7, на которых подвижно размещен извлекатель 8,поджатый пружинами 9, Извлекатель вклю чает в себя пневмоцилиндр 10 и вертикальные штанги П, к которым снизу крепится коромысло 12 с губками 13, приводигшми в движение пневмоцилиндрами 1А. К передней траверсе 15 крепится матрица 16, регулятор 17 остановки и рама рыхлителя 18 с Штужками 19. Другой конец рамы рыхпителя шарнирно крепится к задней траверсе 20 с помощью винтового привода 21 вертикального перемещения. К раме.рыхлителя шарнирно присоедине на рама вибратора 22 с вибровозбудителем 23 и опорной плитой 24. Другим концом рама вибратора шарнирно подве шена с помощью пневмоцилиндра 25 к тележке 1. К внешнему торцу передней траверсы i 3 крепится лоток 26 для подачи отли1зок. Пресс для обрезки работает следующим образом. Работа пресса описана в цикле работы линии стопочной безопочной формовки с вертикальным разъемом. Цикл работы формовочной линии на.чинается с тоге, когда формовочная ЛИНИЯ выталкивает заформованный брикет и перемещает формы с отливками по охладительному конвейеру. При этом опущенные плужки 19 рыхлителя 18,разрыхляют формовочную смесь по бокам заливочной воронки и отгребают ее в стороны. Как только брикеты остановились, срабатывает вибратор 22, опускаясь на заливочную воронку. Происходит расшатывание куста отлиБОК в форме и отделение от заливочной воронки скрапа боковыми выступа.ми опорной плиты 24. Одновременно .срабатывает извлекатель 8. Губки 13 .зажимают заливочную воронку, выдерямвают куст отливок из формы и поднимают его. После этого начинает перемещаться ползун 5 с извлекателеи 8 и отливками. ДойДя до соприкосновения с матрицей 16 куст отливок останавливается, а ползун 5 продолжает двигаться. При этом пуансон 6 отрезает отливки от литниковой системы и продавливает их через фигурные от- верстия матрицы 16. Так происходит отделение отливок от литниковой системы. Затем отливки падают на лоток 26, из которого отливки падаютна выбивные решетки и в тару. Литниковая система все это время удерживается извлекателем 8, который останавливается с кустом отливок, соприкасаясь с регулятором 17 остановки и скользя по горизонтальным штангам 7. Когда ползун 5 начинает оёратное движение, извлекатель 8 остается на месте под действием пружин 9 до тех пор, пока хватит хода на горизонтальных штангах 7. После чего извлекатель 8 вместе с литниковой системой отходит от матрицы 16. При этом губки 13 разжимаются и литниковая система попадает через выбивные решетки в тару. Ползун 5 дохо- дит до левого крайнего положения и останавливается, губки 13 опускаются и пресс готов для повторения следующего цикла. Преддагае&а1й пресс для обрезки отливок позволит сэкономить заводу 15000 руб. за счет сокращения обслуживающего персонала. Формула изобретения Пресс для обрезки отливок, содержащий связанные колонками траверсы, на которых размещены ползун, пуансон и матрицы, отличающийся тем, что, с целью автоматизащш процесса отделения отливок от литниковой системы при стопочной безопочной формовке с вертикальным разъемом, он снабжен размещеншлм на ползуне извлекателем отливок с регулятором остановки и peгyлиpye alJM по высоте рь1гшителем с плужками и вибратором, при этом пресс выполнен подвижным в горизонтальной плоскости . Источники информации, принятые во внимание при экспертизе 1. Паспорт пресса Ц1ВКМ. М., 1968..
/;
фае. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для отделения литниковых систем от отливок, полученных при горизонтальной безопосной формовке | 1987 |
|
SU1493382A1 |
| Автоматическая литейная линия | 1974 |
|
SU743784A1 |
| Автоматическая линия для безопочной горизонтально-стопочной формовки | 1978 |
|
SU738766A1 |
| Установка для выбивки безопочныхСТОпОчНыХ фОРМ | 1979 |
|
SU846095A1 |
| Установка для выбивки безопочных стопочных форм | 1981 |
|
SU980956A1 |
| Штамп для многоместной обрезки и зачистки отливок | 1982 |
|
SU1044425A1 |
| Установка выбивки стопочных безопочных форм | 1981 |
|
SU982843A1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Устройство для отделения отливок от горизонтальной стопки безопочных форм | 1980 |
|
SU1101175A3 |
| Автоматическая формовочная линия | 1975 |
|
SU531655A1 |