В известных прессах для формовки кирпича применяют формы, соединенные в бесконечную цепь, движущуюся под бункером с материалом. При этом вальцы, уплотняющие подвижную массу, расположены по длине пресса и под толкателем для извлечения изделий из форм.
в описываемом прессе для формования кирпича и строительных изделий, с целью осуществления двухстороннего прессования, формы выполнены бездонными, а уплотняющие вальцы расположены и под формами,
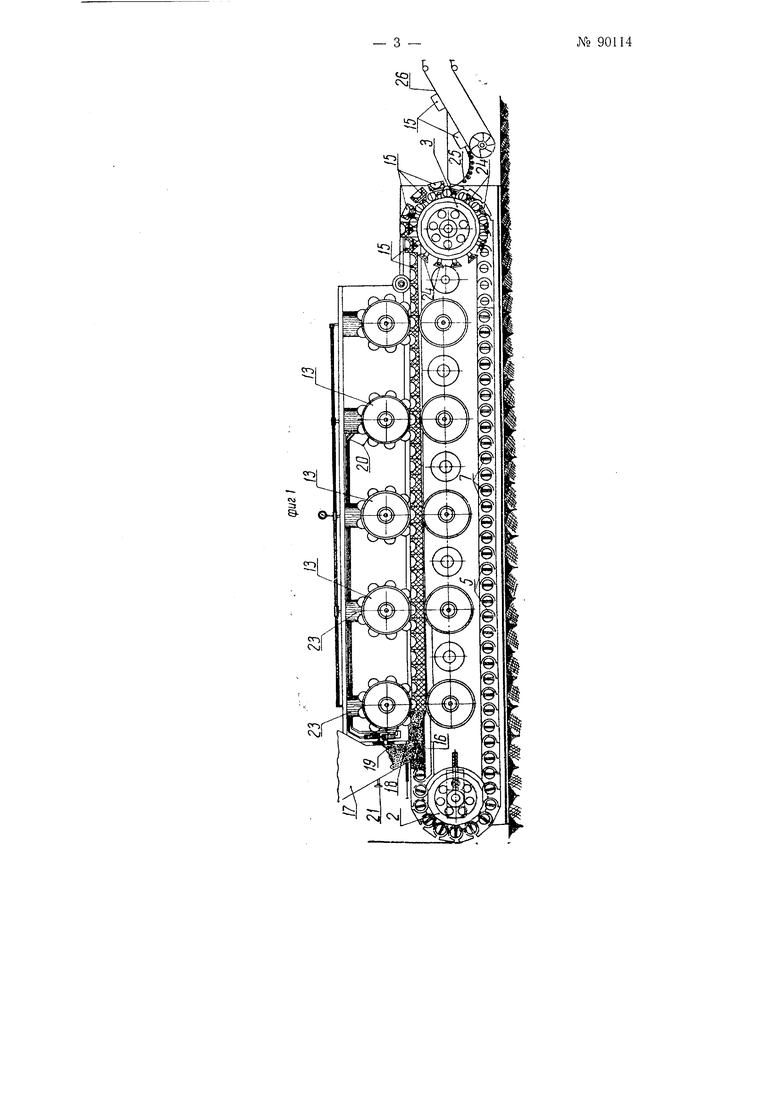
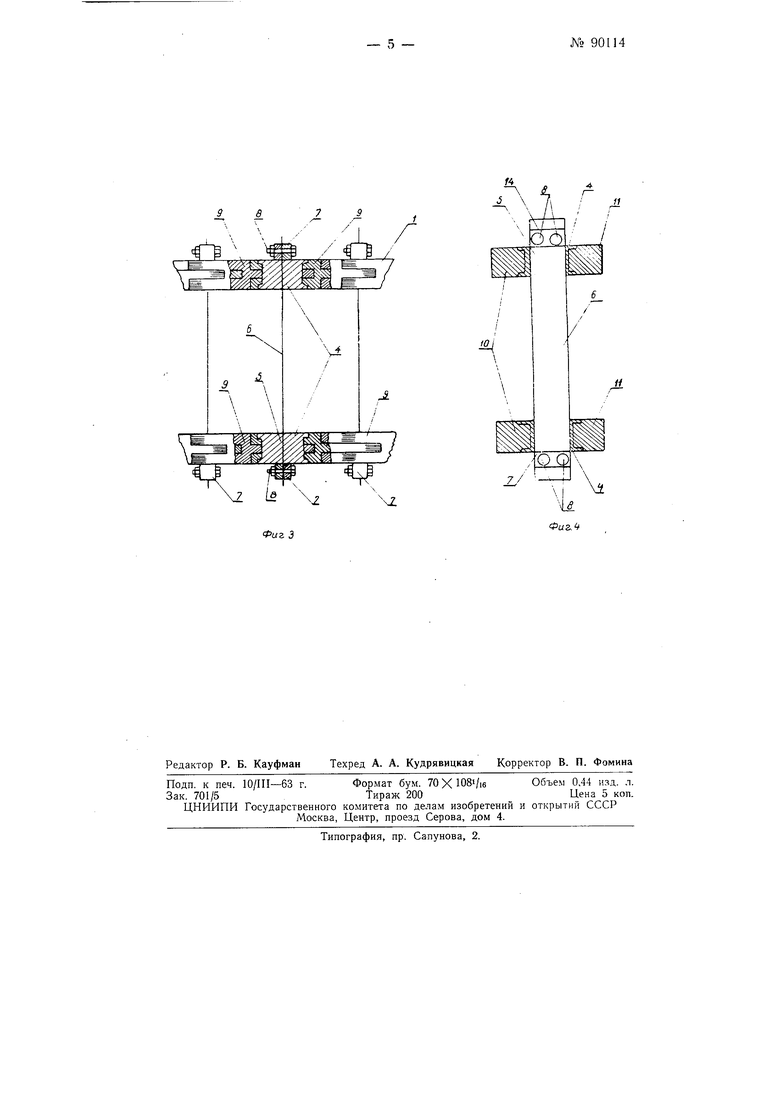
На фиг. 1 изображен пресс, вид сбоку; на фиг. 2 - поперечное сечение пресса; на фиг. 3 и 4 - детали форм.
Формы для изделий соединены в бесконечную цепь, представляющую собою цепной конвейер. Цепные конвейерные формы являются параллельно расположенными щарнирными цепями 1, натянутыми на звездочки 2 и 3.
Оси 4 шарниров формовочных цепей / имеют диаметры несколько больше толщины формуемых изделий. В осях 4 через их центры делаются прорези 5 высотой, равной высоте прессуемых изделий, и шириной до 2 мм.
Через прорези 5 вставляются стальные полосы 6 шириной, соответствующей высоте прорезей, и толщиной, равной ширине их, т. е. до 2мм.
Параллельно идущие бесконечные шарнирные цепи / раздвигаются на ширину или длину формуемых изделий, и в таком положении фиксируются перегородками 6 с помощью внешних зажимов 7 и стяжных болтов 8.
Высота формовочных звеньев 9 конвейерных цепей делается в 2-3 раза выще толщины формуемых изделий. В соответствии с этим
№ 90114
формовочные звенья выступают за перегородки 6 в виде бортов 10 nil, причем впиз меньше чем вверх.
Борты 10 и // формовочных цепей входят в прорези 12 каждой пары вальцев 13 и 14, чел жестко фиксируются параллельность формовочных цепей 1, а следовательно, и требуемый размер длины или ширины форрлуемых изделий (в данном случае кирпича 15). Вальцы расположены сверху и снизу форм для двухстороннего прессования.
Верхние борта 10 формовочных цепей образуют лотки, в которые поступает глиняный порошок - шихта 16 из бункера 17 через течки 18.
Толщина.слоя засыпки в цепные формы зависит от уплотняемости засыпаемого глиняного порошка - шихты и регулируется подъемом и опусканием шиберов 19, которые блокируются и соединяются с электромагнитными рычагами 20.
Регулировка засыпки в каждой нитке возможна на ходу пресса как ручная штурвалом 21, так и автоматическая.
Для равномерной загрузки каждой пары вальцов и равностуненчатой прессовки изделий верхние вальцы 13, подвижные по вертикали, подъем и опускание которых регулируются винтами 22.
На оси верхних вальцов 13 упираются гидравлические поршни 23, включенные в общий гидравлический активный аккумулятор. Степень гидравлического давления устанавливается расчетными диал-гетрами гидравлических поршней, которые определяются заданными давлениями для каждой пары вальцов, чем и достигаются многоступенчатые прессования изделий, и в то же время каждая пара гидравлических поршней служит предохранителями от перенапряжения каждых двух пар вальцов, чем исключается заедание и поломки пресса.
Все вальцы верхние 13 и нижние 14, а также приводные конвейерные звездочки 3 сцеплены общей шестеренчатой системой.
Приводные и передаточные шестерни всей кинематической системы пресса работают в общей масляной ванне; пресс работает от электропривода через редуктор. Пресс имеет два формовочных цепных конвейера в одну нитку каждый. Количество формовочных конвейеров зависит от требуемой производительности пресса.
Выталкивание кирпича 15 из цепных форм осуществляется с помощью выталкивателей 24. Вытолкнутый кирпич при дальнейшем движении звездочки 3 сползает по рольному столу 25 на ленточный транспортер 26, которым и транспортируется либо к месту садки в обжиг, либо на промежуточный склад.
Для предохранения от налипания глины вальцы оборудуются электрообогревом.
Предмет изобретения
Пресс для формования кирпича и других аналогичных строительных изделий, в котором применены формы, соединенные в бесконечную цепь, движущуюся под бункером с материалом для засыпки, под вальцами, расположенными по длине пресса для уплотнения массы в формах, и под толкателем для извлечения изделий из форм, отличающийся тем, что формы в нем выполнены бездонными, а уплотняющие вальцы расположены также и под формами, с целью осуществления двухстороннего прессования.
1
Фиг.2
Л 11
Э6
Ц
101
//
uip
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для сухого прессования кирпича и т.п. изделий | 1928 |
|
SU11374A1 |
| Технологическая линия для производства керамического кирпича | 2020 |
|
RU2726000C1 |
| ЭКСЦЕНТРИКОВЫЙ ПРЕСС ДЛЯ ДВУСТОРОННЕГО ГОРИЗОНТАЛЬНОГО ПРЕССОВАНИЯ КИРПИЧА | 1935 |
|
SU56059A1 |
| Камерная шахтообразная печь для прокаливания глиняного порошка | 1948 |
|
SU75174A1 |
| Установка для непрерывного изготовления строительных изделий | 1990 |
|
SU1766664A1 |
| Устройство для охлаждения кирпича, полученного способом горячего прессования | 1949 |
|
SU86421A1 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2229973C2 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА НА ПРЕССЕ | 1998 |
|
RU2151694C1 |
| Вибропрессовальный станок для изготовления легкобетонных камней | 1948 |
|
SU79773A1 |
| Установка для многострунной резки и укладки кирпича на сушильные вагонетки | 1984 |
|
SU1186497A1 |