(54) РОЛИКООПОРА РОЛЬГАНГА ДЛЯ ОРИЕНТИРОВАННОР1
1
Изобретение относится к промышленному транспорту, а именно к роликоопорам рольгангов для ориентированной подачи изделий.
Известны роликоопоры рольгангов для ориентированной подачи изделий, содержащие ролики, выполненные в виде установленных на оси раздвигаемых полуроликов, имеющих коническую рабочую поверхность 1.
Рольганги с указанными роликоопорами не обеспечивают транспортирование с одновременным ориентированием изделий широкого профиля и разных размеров их поперечного сечения.
Известны также роликоопоры рольгангов для ориентированной подачи изделий, содержащие ролики, корпус KOTOpbix имеет цилиндрические рабочие поверхности и боковые реборды и установлен на оси, выполненной с нарезками противоположного направления для изменения расстояния .между боковыми ребордами.
Такие рольганги обеспечивают транспортирование изделий различных типоразмеров благодаря тому, что ролики, выполненные в виде полуроликов, имеют чередующиеся конические и цилиндрические рабочие поверхности 2).
ПОДАЧИ ИЗДЕЛИЙ
Однако вследствие того, что участки цилиндрических поверхностей имеют различные диаметры, рольганг не обеспечивает достаточно точного ориентирования изделий различных типоразмеров в процессе транспортировки при относительно свободной укладке их на рольганг, что снижает эффективность его работы.
Кро.ме того, при переналадке рольганга на другие типоразмеры изделий полуролики, вращаясь по резьбе оси независимо друг
10 от друга, могут сбиваться от симметричного расположения относительно продольной оси рольганга, что приводит к нарушению точности подачи изделий в приемное устройство и увеличению вре.мени на переналадку.
Цель изобретения - повышение эффек15тивности работы рольганга за счет точности ориентирования изделий и сокрашения времени на переналадку-роликоопор при переходе с одного типоразмера изделий на другой.
20
Поставленная цель достигается тем, что боковые реборды ролика установлены с возможностью перемещения относительно его рабочих поверхностей и снабжены жестко прикрепленными к ним крестовинами, расположенными симметрично относительно продольной оси ролика и имеющими правую и левую нарезки, взаимодействующие с нарезками оси ролика, при этом в торцовых частях корпуса poJHiKa вьиюлнены крестообразные продольные пазы, в которых размеп ены указанные крестовины, а средний участок цилиндрических поверхностей ролика выполнен большего диаметра.
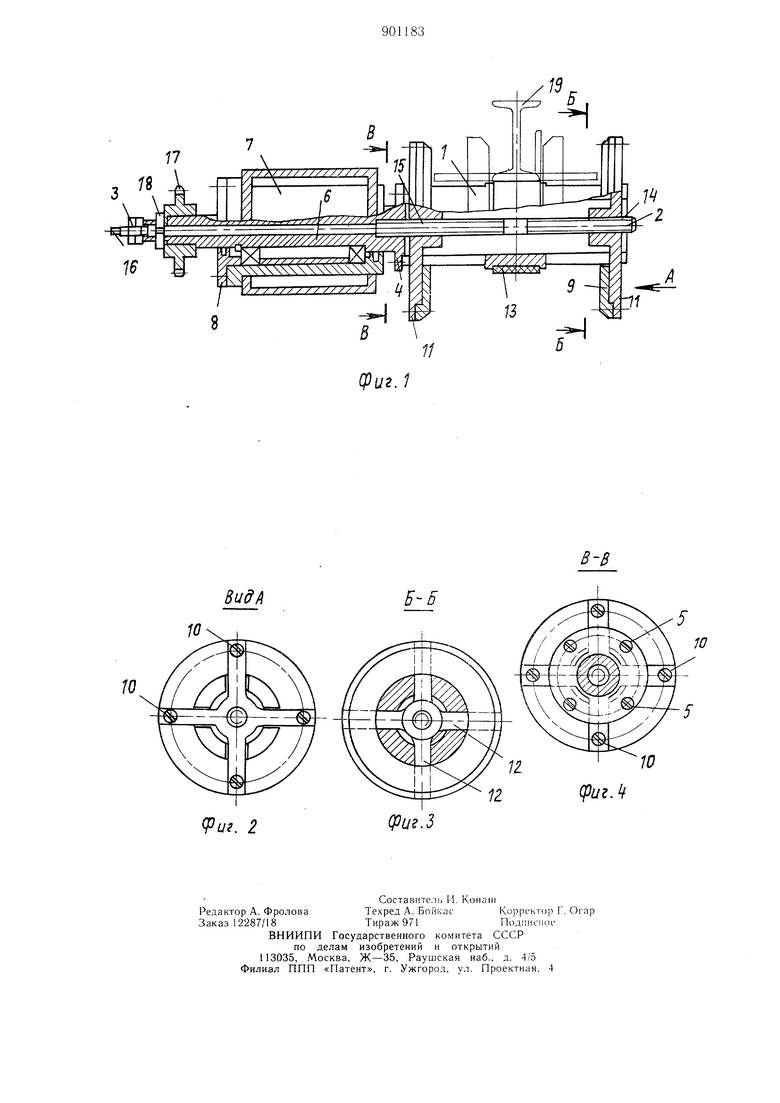
На фиг. 1 изображена роликоопора, общш вид, разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. I; н фиг. 4 - разрез В-В на фиг. 1.
Роликоопора рольганга содержит ролик, корпус 1 которого установлен на оси 2, закрепленной гайками 3. Корпус соединен посредством фланца 4 и болтов 5 с втулкой 6. установленной в подшипниково.м уз-ле 7. Втулка крепится с помощью стопорного кольца 8. Корпус ролика снабжен боковыми ребордами 9, соединенны.чи болта.ми 10 с крестовинами 1 1, расположенными симметрично относительно продольной оси ролика. Крестовины разМеще гы в креетообразнь х продольных пазах 12, выполненных в торцовых частях корпуса ролика. Корпус имеет цилиндричаские рабочие поверхности 3, средний участок котооых выполнен большего
диаметра. Крестовины 11 и ось 2 имеют правь е 14 и левые 15 нарезки. Конец 16 оси выполнен четырехгранным под гае1ный ключ На втулке 6 уста11овлена звездочка 17, связанная с приводом (не показан) рольганга. Звездочка крепится на втулке с помощью гайки 18.
Работа рольганга и его переналадка осун1,ествляются следующим образом.
Боковые реборды 9 роликов с помощь)о нарезок 14 и 15 устанавливают си.мметрично относительно продольной оси рольганга, которая должна совпадать с продольной осью приемного устройства (не показано).
При включении привода вращение передается звездочкам 17 и втулка.м 6, которые через фланцы 4 и болты 5 передают вращение роликам. Изделия i9 укладьпипс)тся на рабочие поверхности роликов и транспортируются к приемному устройству.
переналадке роликоопор на другой типоразмер изделий ослабляют гайки 3 н вращают оси 2 гаечным ключом за четырехгранный конец оси в ту или другую сторону. При вращении осей вследствие того, что
они имеют правые и левые нарезки, крестовины 11, нере.мещаяеь по пазам 12, сходятся к средней части роликов, или расходятся от нее, что позволяет устанавливать боковые реборды на требуемые размеры изделий.
Поскольку шаги правых и левых нарезок оси одинаковы, боковые реборды располагаются си.мметрично относительно продольной оси рольганга. После установки реборд оеи закрепляют гайками 3.
Конструкция роликоонор рольганга обеспечивает подачу изделий различных типоразмеров с более точны.м ориентированием в процессе транспортирования и позволяет сократить время на переналадку роликов при переходе с одного типораз.мера изделий на другой.
Формула, изобретения
-оликоонора рольганга ,:1ля ориентированной подачи изделий, содержащая ролик, корпус которого имеет цилиндрические рабочие поверхности и 6oKOB jie реборды и установлен на оси, вьпюлненной с ьарезками противоположного направления для изменения расстояния между боковыми ребордами. отличающаяся тем, что, с целью повышения эффективности работы рольганга за счет точности ориентирования изделий и еокраще1щя времени на переналадку роликоопор при переход,е с одного типораз.мера изделий на ;фугг)й, боковые реборды ролика уета.човлены с возможностью перемещения отноеительно его рабочих пове)хностей и снабжепы жестко п)икреп,:1ершыми к ни.м крестовинами, расположен Н).ми симметрично от1- ОС111х чьно продОоПьной оси pojniKa и имеюН1ИМИ правую и нарезки, взаимодействующпе с 1гарезками оси ролика, при этом в тор1швых частях корпуса ролика выполнены KpecToci6pa3Hbie нролольные пазы, в которых раз.1ещень; указанп1 е крестовины, а ере.чипй участок цилиндрических поверхпостей ро.лика вьп1о;п:еп болыисго диа.метра.
Источники информации, ггринятые во вни.мание при экспертизе
1.Патеит ФРГ .ь 868574, кл. 81 е 80. 1953.
2..Авторское свидетельство СССР
ЛЬ 616200, кл. В 65 G 13/00, 1976 (прототип).
(Риг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Рольганг для ориентированной подачи изделий | 1976 |
|
SU616200A1 |
| Рольганг для ориентированной подачи заготовок | 1982 |
|
SU1060546A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| Рольганг для ориентированной подачи проката | 1979 |
|
SU772935A1 |
| Установка для мойки коленчатых валов | 1989 |
|
SU1741933A1 |
| Инерционный конвейер для штучныхгРузОВ | 1979 |
|
SU818988A1 |
| Роликоопора рольганга | 1979 |
|
SU856907A1 |
| Рольганг для ориентированной подачи проката различного профиля | 1981 |
|
SU975509A1 |
| Линия металлизации цилиндрических изделий | 1983 |
|
SU1139767A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |