(54) МАТРИЦА ДЛЯ ПРЕССОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица для прессования профилей | 1980 |
|
SU912316A1 |
| Комбинированная матрица для прессования полых профилей | 1977 |
|
SU740331A1 |
| Матрица для прессования | 1980 |
|
SU948478A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ШИРОКИХ ТОНКОСТЕННЫХ ПАНЕЛЕЙ | 2007 |
|
RU2352418C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2218223C2 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1995 |
|
RU2092259C1 |
| Язычковая матрица для экструдирования полых изделий | 1977 |
|
SU695733A1 |
| Инструмент для прессования изделий переменного сечения | 1987 |
|
SU1523208A1 |
| Инструмент для изготовления изделий переменного сечения прессованием с обратным истечением металла | 1986 |
|
SU1433516A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ТИПА УГОЛЬНИКОВ ПЕРЕМЕННОГО СЕЧЕНИЯ С ОБРАТНЫМ ИСТЕЧЕНИЕМ МЕТАЛЛА | 2008 |
|
RU2388560C2 |
1
Данное изобретение относится к обработке металлов давлением, а точнее к инструментальной оснастке для прессования металлов.
Известна матрица для прессования, вы полненная с плоским рабочим торцом и профильным каналом с участками различного удельного периметра 1.
Недостатком такой матрицы является невысокое качество изделий из-за неравномерных скоростей истечения металла заготовки на различных участках профильного канала.
Предлагаемая матрица устраняет этот недостаток за счет того, что на рабочем торце матрицы выполнены пазы, расположенные вокруг участков профильного канала с малым удельным периметром, глубина которых может быть переменной, уменьшаЮ1цейся в направлении профильного канала.
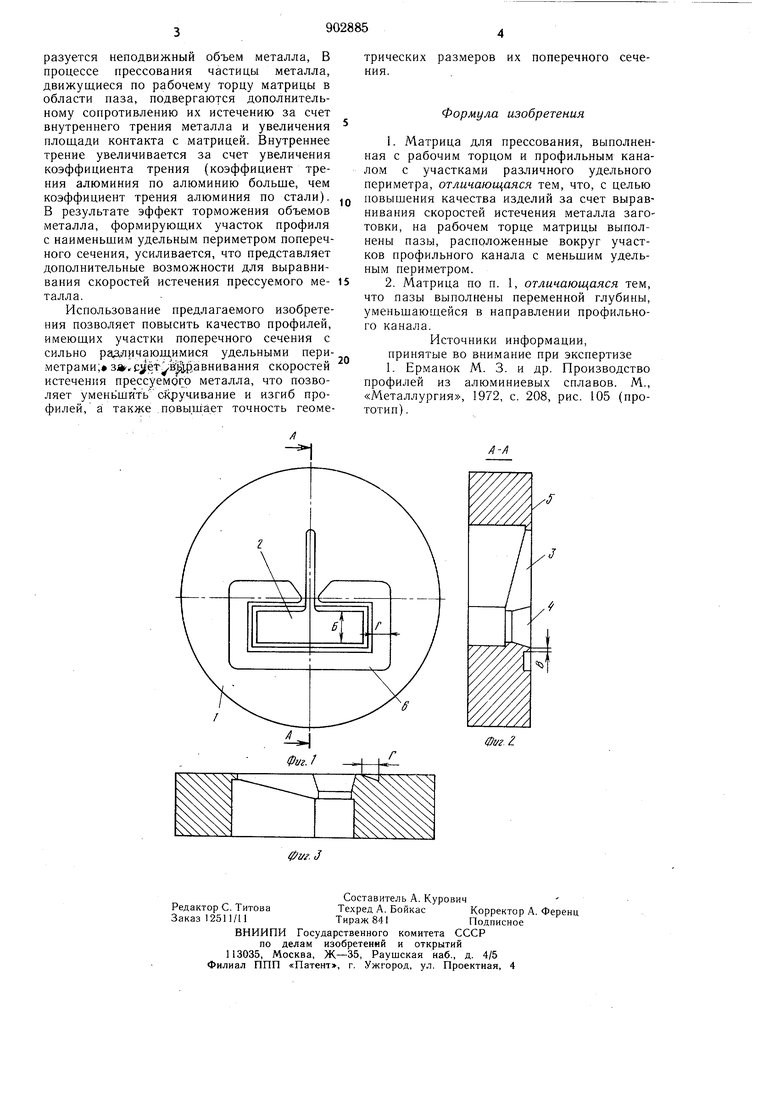
На фиг. 1 показана матрица для прессования вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вариант матрицы с пазами переменной глубины.
Матрица представляет собой корпус 1, в котором выполнен профильный канал 2
с участками с меньшим и большим удельными периметрами. Матрица содержит средства выравнивания скоростей истечения прессуемого металла в виде рабочих поясков 3 различной ширины и тормозных углов 4 на участке с меньши.м удельным периметром. На .плоском рабочем торце 5 выполнен паз 6, охватываюш,ий участок профильного канала 2 с меньшим удельным периметром. Паз 6 выполняется в зависимости от формы и размеров прессуемого профиля таким образом, чтобы его ширина Г составляла 0,3-2 от ширины Б участка профильного канала с меньшим удельным периметром. Глубина паза принимается равной 2-5 мм в случае выполнения его постоянной глубины. Ширина В перемычки, разделяющей паз и профильный канал, выбирается минимальной из условия ее стойкости.
Для повышения стойкости перемычки и
уменьшения ее ширины паз 6 может быть
выполнен с переменной глубиной, умень20 шающейся в направлении к профильному
каналу матрицы (см. фиг. 3).
В процессе распрессовки слитка металл заготовки заполняет паз 6, в котором об
