(54) УСТРОЙСТВО ДЛЯ ТОЧНОГО ОСТАНОВА БАРАБАНА
МОТАЛКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для точного останова моталки листового стана | 1985 |
|
SU1299637A1 |
| Способ автоматического останова моталки с рулоном в заданном положении на листовом стане | 1982 |
|
SU1052297A2 |
| Устройство для точного останова барабана моталки | 1972 |
|
SU440181A1 |
| Устройство для управления моталкой прокатного стана | 1981 |
|
SU984533A1 |
| Устройство для точной остановки барабана моталки | 1972 |
|
SU481345A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ОСТАНОВА МОТАЛКИ ЛИСТОПРОКАТНОГО СТАНА | 1969 |
|
SU246450A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ОСТАНОВА МОТАЛКИ С РУЛОНОМ В ЗАДАННОМ ПОЛОЖЕНИИ НА ЛИСТОВОМ СТАНЕ | 1970 |
|
SU275709A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ОСТАНОВА МОТАЛКИ | 1966 |
|
SU188455A1 |
| Устройство для подъема съемной тележки моталки | 1981 |
|
SU988403A1 |
| Устройство измерения средней толщины проката | 1983 |
|
SU1068192A1 |
1
Устройство для точного останова барабана моталки относится к обработке металлов давлением, в частности к производству горячекатанного листа.
Известно устройство для точного останова моталки листового стана горячей прокатки, содержащее датчик конца полосы, датчики угла поворота и скорости барабана, два датчика угла поворота формирующих роликов, переключающий и вычислительный блоки 1.
Однако возможно проскальзывание формирующих роликов относительно рулона, возникающее из-за неплотного прижатия роликов. Как правило, рулон не доворачивается при останове, т. е. не делает полного оборота.
Известно также устройство для точного останова барабана моталки, содержащее установленные вокруг барабана моталки формирующие ролики, систему управления, имеющую электрически связанные между собой датчик положения моталки, датчик угла поворота формирующего ролика, датчики угла поворота и скорости барабана моталки, и вычислительный блок, первый
второй, третий и четвертый входы которого соответственно соединены с датчиком положения моталки, датчиком угла поворота формирукэщего ролика, датчиками угла поворота и скорости барабана моталки 2.
5 Современные конструкции моталок листовых станов таковы, что формирующие ролики в них прижимаются к рулону с помощью системы, состоящей более чем из двадцати рычагов и тяг и двух пневмо. цилиндров. Такая конструкция затрудняет точную регулировку - одинаковое прижатие всех - формирующих роликов к рулону. Кроме того, нарущение регулировки прижатия формирующих роликов возможно в процессе эксплуатации моталки
5 в.следствие изменения длины рычагов, износа подщипников тяг.
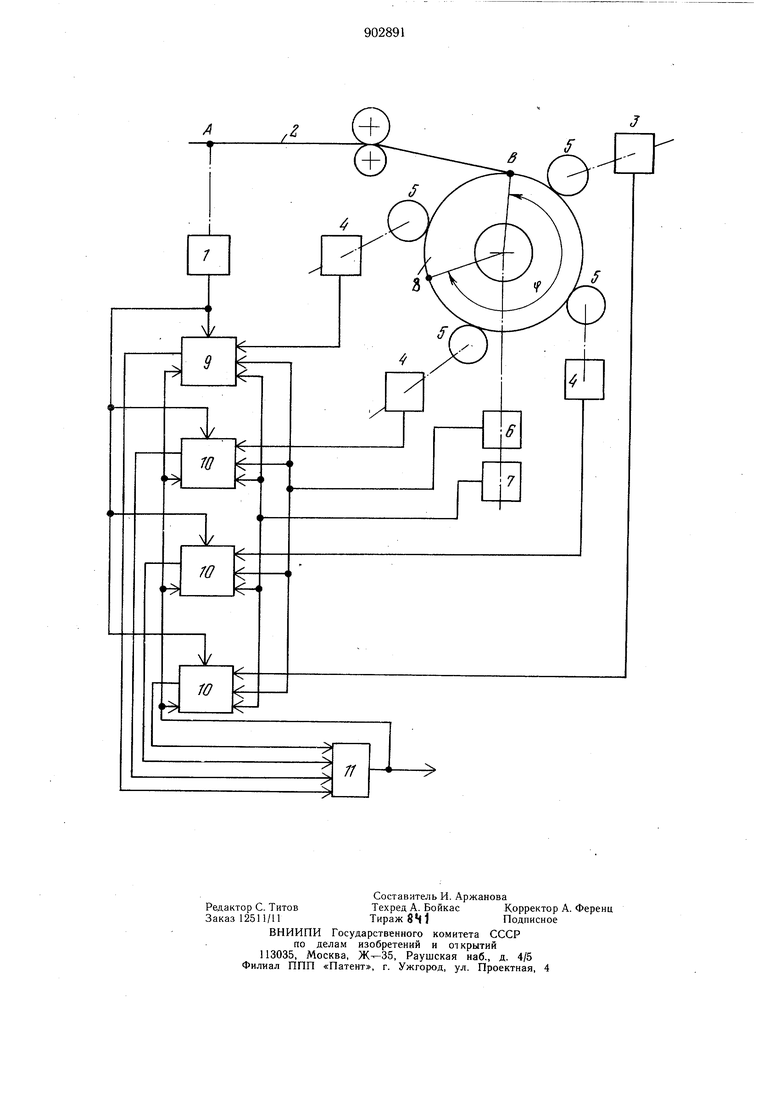
На поверхности одного из роликов могут оказаться вещества, например масло, уменьшающие коэффициент трения пары ролик20 рулон. Указанные обстоятельства могут стать причиной проскальзывания формирующего ролика относительно поверхности рулона, что ведет к увеличению числа оборотов ролика и, следовательно, к .возникновению ошибки пои остановке моталки. Целью изобретения является повышение точности останова. Цель достигается тем, что устройство для точного останова барабана моталки, содержащее установленные вокруг барабана моталки формируюш,ие ролики, систему управления, имеющую электрически связанные между собой датчик положения моталки, датчик угла поворота формирующего ролика, датчики угла поворота и скорости барабана моталки, вычислительный блок, первый, второй, третий и четвертый входы которого соответственно соединены с датчиком положения мотаЛки, датчиком угла поворота формирующего ролика, датчиками угла поворота и скорости барабана моталки, снабжено дополнительными датчиками угла поворота по числу формирующих роликов, дополнительными вычислительными блоками по числу дополнительных датчиков угла поворота формирующих роликов, и схемой И, при этом, первый, второй, третий и четвертый входы каждого из дополнительных вычислительных блоков соответственно соединены с датчиком положения металла, с каждым из л,ополнительных датчиков угла поворота фЬрмирующих роликов, с датчиками угла поворота и скорости барабана моталки, выход каждого вычислительного блока соединен с одним из входов схемы И, выход которой соединен с пятым входом каждого вычислительного блока. На чертеже изображена функциональная схема устройства. Устройство содержит датчик 1 наличия металла, установленный на фиксированном расстоянии от оси барабана и предназначенный для фиксации прохождения заднего конца полосы 2, датчики 3 угла поворота и дополнительные датчики 4 угла поворота формирующих роликов 5, механически связанный с их двигателями, датчики 6 угла поворота и скорости 7 барабана 8 моталки, механически связанные с его двигателем, вычислительный блок 9 и дополнительные вычислительные блоки 10 и схему 11 И. Прячем датчик 1 соединен первыми входами вычислительных блоков 9 и 10, каждый из датчиков 3 и 4 угла поворота роликов 5 соединен соответственно со вторым входом каждого из вычислительных блоков 9 и 10, датчик 6 угла поворота барабана 8 соединен с третьими входами каждого вычислительного блока 9 и 10, датчик скорости 7 соединен с четвертыми входами каждого из вычислительных блоков 9 и 10, выход каждого блока 9 и 10 соединен с одним из входов схемы 11 И, выход которой соединен с пятыми входами каждого из вычислительных блоков. Датчик 1 наличия металла может быть пирометрическим, струйным, фотометрическим и др. Вычислительные блоки 9 и 10 имеют идентичную структуру и содержат генератор тактовых импульсов, формирователи микрокоманд, множительно-делительное устройство, счетчики, регистры и коммутаторы. В качестве вычислительного блока можно применить серийные вычислительные устройства, например микропроцессор типа «Электроника УВК-ПС-300 с соответствующими УСО и др. Устройство работает следующим образом. При выходе конца полосы из сечения датчика 1 вычислительные блоки 9 и 10 по датчикам 3 и 4 начинают слежение за концом полосы, для чего производят сравнения текущего значения положения полосы с заданным расстоянием АН и запоминают момент прохождения задним концом полосы точки В касания концом полосы рулона. Одновременно вычислительные блоки 9 и 10 по угловым путям роликов 5 и барабанов 8, которые контролируются соответствующими датчиками 3, 4 и 6, вычисляют угловые пути eti, otj, otj , ,4 каждого формирующего ролика 5, соответствующие путям заднего конца полосы от линии касания им рулона до заданного положения останова угла «у и угловые пути /i, , р, каждого формирующего ролика, соответствующие пути заднего конца полосы при провороте барабана 8 на один оборот. Вычисление, угловых путей / необходимо в том случае, если путь торможения барабана с рулоном с рабочей скорости до ползучей больше угла 9 Таким образом, к моменту прихода заднего конца полосы к точке В, все вычислительные блоки 9 вычисляют и запоминают угловые пути обслуживающих или формирующих роликов о и Д, выдают сигналы, поступающие на входы схемы 11 И, которая откроется только по приходу последнего сигнала. Этот сигнал соответствует тому формирующему ролику, который не проскальзывает. Таким образом, осуществляется идентификация непроскальзывающего ролика. По приходу последнего сигнала на вход схемы 11 И она открывается, и с ее выхода сигнал поступает на электропривод барабана, который переходит на ползучую скорость Одновременно по этому же сигналу, поступающему на пятый вход каждого вычислительного блока 9 и lOj начинается сравнение текущих углов поворота каждого формирующего ролика соответственно с углами et,, oi,, л J . Если в момент совпадения текущего угла еще не достигнута заданная ползучая скорость, контролируемая датчиком скорости 7, то на выходе блоков 9 и 10 сигнал не появляется, отключается сравнение текущих углов с углами «t, но продолжается сравнение текущих углов с углом . В момент совпадения текущего угла, контролируемого датчиком угла поворота с углом , текущий угол принимается равным нулю, и цикл повторяется до тех пор, пока совпадение текущего угла с углом «t не произойдет на ползучей скорости. При совпадении текущего угла с углом оС вычислительный блок, в котором произошло данное совпадение, выдает сигнал, поступающий на соответствующий вход схемы 11 И. Схема 11 И откроется только по приходу сигнала с последнего вычислительного блока, в котором произошло совпадение текущего угла С углом oi, рассчитанного в данном вычислительном блоке для обслуживающего его ролика. При открывании схемы 11 И сигнал с ее выхода останавливает барабан с рулоном в заданном положении. Как и при слежении за моментом прохождения концом полосы точки В, производится анализ работы роликов и выделяется для управления остановом непроскальзывающий ролик. Таким роликом оказывается тот, датчик угла которого дает за одно и то же время работы наименьшее количество импульсов при слежении. Наличие разницы в радиусах рулона, связанной со скачкообразным изменением радиуса рулона при намотке, может в некоторых случаях уменьшить точность измерения. Может иметь место также разница в числе импульсов на оборот датчиков углов поворота роликов. Эти обстоятельства требуют изменений установок в соответствующих вычислительных блоках.
Применение в устройстве одинаковых датчиков и вычислительных блоков упрощает его наладку и эксплуатацию.
Применение устройства позволяет повысить точность останова барабана моталки на 5%, что составит экономический эффект
50 тыс. руб, в год для стана горячей прокатки производительностью 5 млн. т проката в год.
Формула изобретения
Устройство для точного останова барабана моталки, содержащее установленные вокруг барабана моталки формирующие ролики, систему управления, имеющую электрически связанные между собой датчик положения моталки, датчик угла поворота формирующего ролика, датчики угла поворота и скорости барабана моталки, вычислительный блок, первый, второй, третий и четвертый входы которого соответственно соединены с датчиком положения моталки, датчиком угла поворота формирующего ролика, датчиками угла поворота и скорости барабана .моталки, отличающееся тем, что, с целью повышения точности останова,, оно снабжено дополнительными
датчиками угла поворота по числу формирующих роликов, дополнительными вычислительными блоками по числу дополнительных датчиков угла поворота формирующих роликов, и схемой И, при этом, первый,
второй, третий и четвертый входы каждого из дополнительных вычислительных блоков соответственно соединены с датчиком положения металла, с каждым из дополнительных датчиков угла поворота формирующих роликов, с датчиками угла поворота и скорости барабана моталки, а выход каждого вычислительного блока соединен с одним из входов схемы И, выход которой соединен с пятым входом каждого вычислительного блока.
Источники информации.
принятые во внимание при экспертизе
№ 275709, кл. В 21 С 47/12, 29.01.68 (прототип).
