I
Изобретение относится к области обработки металлов давлением, а именно к объемной штамповке, и может быть использовано при изготовлении полых изделий.
Известно устройство для выдавливания полых изделий с утолщением по наружному диаметру, содержащее состоящую из нескольких частей разъемную матрицу, размещенную в конусной обойме, закрепленной в нижней плите, и пуансон, установленный на верхней плите 111.
Недостатками известного устройства являются невысокая долговечность его работы и невысокое качество получаемых на нем изделей.
Цель изобретения - повышение долговечности работы и качества получаемых изделий.
С этой целью в устройстве для выдавливания полых изделий с утолщением по наружному диаметру, содер ха1цем состоящую из нескольких частей разъемную матрицу, размещенную в конусной обойме, закрепленной в плите, и пуансон, установленный на верхней плите, каждая часть матрицы снабжена ограничителем хода, связанным с ее опорным участком и выполненным в виде стержня с утолщенной головкой, размещенного с возможностью перемещения относительно обоймы, при этом в обойме выполнены профилированные
10 отверстия под указанные стержни.
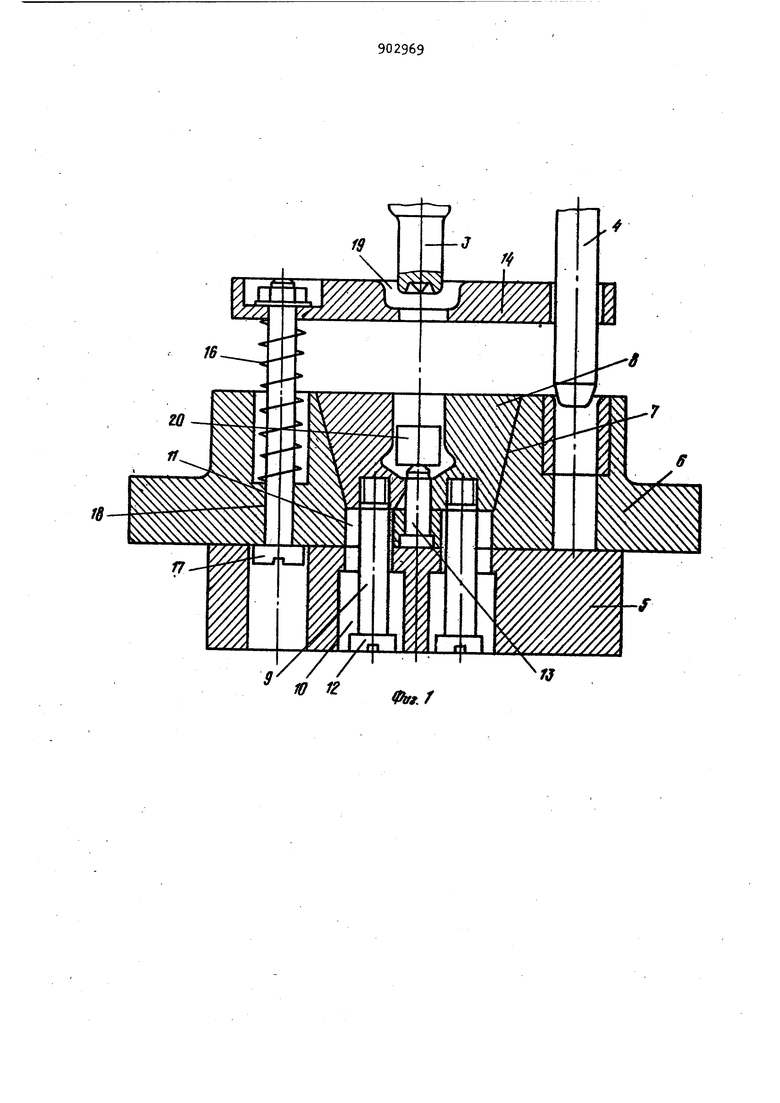
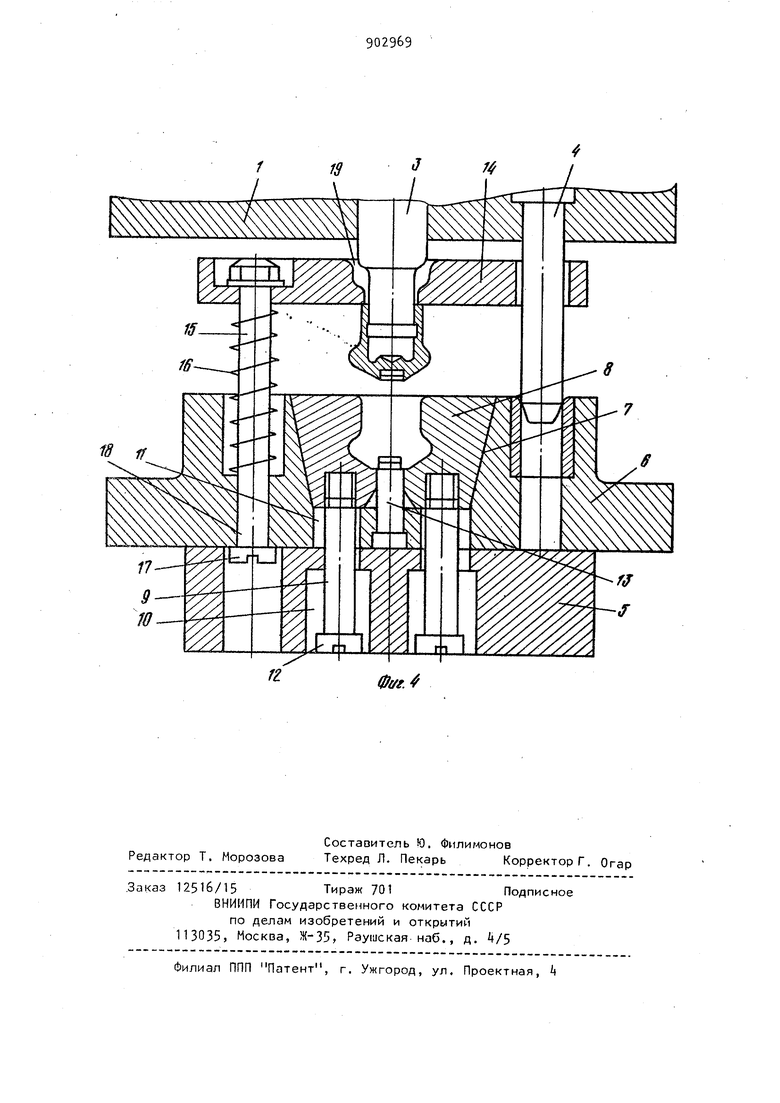
На фиг. 1 схематически изображено предлагаемое устройство в исходном положении с помещенной в него заготовкой, разрез; на фиг. 2 - то же в
IS конце рабочего хода; на фиг. 3 то ххе при обратном ходе; на фиг. 4 то же в конце обратного хода.
Устройство содержит верхнюю плиту 1 с подкладкой 2, в которой закреп20лен пуансон 5 и направляющие колонки t, нижнюю плиту 5 на которой закреплена обойма б, а в ее коническом отверстии 7 размещена разъемная матри39ца 8, состоящая из отдельных частей. Каждая часть матрицы 8 снабжена огро ничителем 9 размещенным в соосных отверстиях 10 и 11, причем отверстие 11 выполнено удлиненным в радиальном направлении от вертикальной оси устройства. Ограничители 9 выполнены с утолщенной Ьоловкой 12,по вертикальной оси устройства в центре обоймы 8 размещен второй пуасон 13, закрепленный неподвижно. Съемник подвиж но закреплен на обойме 6 с помощью ограничителей 15 с пружинами 16 и утолщенной головкой 17, размещенными в отверстиях 18 обоймы. В центре съемника 1f по вертикальной оси выполнено отверстие 19 для захода пуан сона 3. Устройство работает следующим образом. В исходном положении, когда верхняя плита 1 с пуансоном 3 находится в верхнем положении, оператор кладет предварительно нагретую заготовку 20 в разъемную матрицу 8. Затем включаю привод пресса, в котором смонтировано устройство. Ползун пресса (на чер не показан) перемещает верхнюю плиту 1 с пуансоном 3 и направляющим колонками вниз до соприкосновения со съемником И и упора при дальнейшем движении в обойму 6. В это время пуансон 3 отдеформировал заготовк 20. Ограничители 9 матрицы В и ограничители 15 съемника находятся в нижнем крайнем положении. Далее оператор включает обратный ход привода пресса. Верхняя плита 1 с пуансоном 3 и направляющими колонками , увлекаемая ползуном пресса, поднимается. Так как изделие плотно охватывает пуансон 3, а на изделии п его наружному.периметру выполнено утолщение, оно захватывает составную матрицу 8 и поднимает ее из конического отверстия 7 обоймы 6 до тех пор пока ограничители 9 не зацепятся своими утолщенными головками 12 за нижнюю 5 на выходе из отверсти 10 (см. фиг. 3). При этом части сосTaBHOvi матрицы 8 раздвигаются в радиальном направлении утолщением опре сованного изделия. Раздвижка частей матрицы 8 обеспечивается за счет то4го, что отверстие,7 в обойме 6 и наружная поверхность матрицы В выполнены коническими, отверстия 11 выполнены удлиненными в радиальном направлении, что не препятствует перемещению ограничителей 9 в радиальном направлении . В результате изделие, закрепленное на пуансоне 3i беспрепятственно удаляется из матрицм 8, которая, освободившись от изделия, под собственным весом и весом ограничителей падает всеми составными частями в отверстие 7 обоймы В на свое место, в исходное положение. Пуансон 3, продолжая движение вверх, увлекает изделие до его упора в съемник 14. Далее пуансон, двиraqcb вверх, с помощью съемника освобождается от готового изделия, которое падает на матрицу и затем удаляется оператором. Использование данного изобретения позволяет повысить долговечность работы устройства для выдавливания, а также повысить качество получаемых изделий. Формула изобретения Устройство для выдавливания полых изделий с утолщением по наружному диаметру, содержащее состоящую из нескольких частей разъемную матрицу, размещенную в конусной обойме, закрепленной в ниухней плите, и пуансон, установленный на верхней плите, о тли чающеесл тем, что, с целью повышения долговечности рабрты и качества полумаемых изделий, часть матрицы снабжена ограничителем хода, связанным с ее onopi4iM участком и выполненным в виде стержня с утолщенной головкой, размещенного с возмох(ностью перемещения относительг но обоймы, при этом 8 обойме выполнены профилированные отверстия под указанные стержни. источники информации, принятые во внимание при экспертизе 1. Патент США № ЗТбЗВ+З, кл. 72 - , опублик. 19б1 (прототип).
.///
ю 1г
фуг. г
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки полых деталей с переменной толщиной стенки по высоте | 2019 |
|
RU2705829C1 |
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Устройство для штамповки | 1987 |
|
SU1692714A1 |
| Штамп для вытяжки с утонением | 2019 |
|
RU2705830C1 |
| Штамп для изотермического обратного выдавливания полой поковки | 2021 |
|
RU2765551C1 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ | 1996 |
|
RU2085392C1 |
| Устройство для обратного выдавливания полых изделий с фланцем | 1973 |
|
SU471946A1 |