Изобретение относится к устройствам для сборки деталей.
Известны станки для сборки, содержащие устройства для установки охватываемой детали, устройства для нагрева охватывающей детали, а также механизм ее перемещения до упорного бурта охватываемой детали. Однако известные устройства ие обеспечивают высокого качества запрессовки.
Указанный недостаток устранен в предложенном станке за счет того, что он снабжен смонтированными на его станине силовым цилиндром и жестко связанной с ним поперечиной, имеющей паз для размещения конца охватываемой детали, выполненный соосно со штоком силового цилиндра, воздействующим на охватываемую деталь и прижимающим ее буртом к охватывающей детали.
Устройство для установки охватываемой детали выполнено в виде расположенных на станине станка подъемников, поддерживающих охватываемую деталь при надевании охватывающей детали.
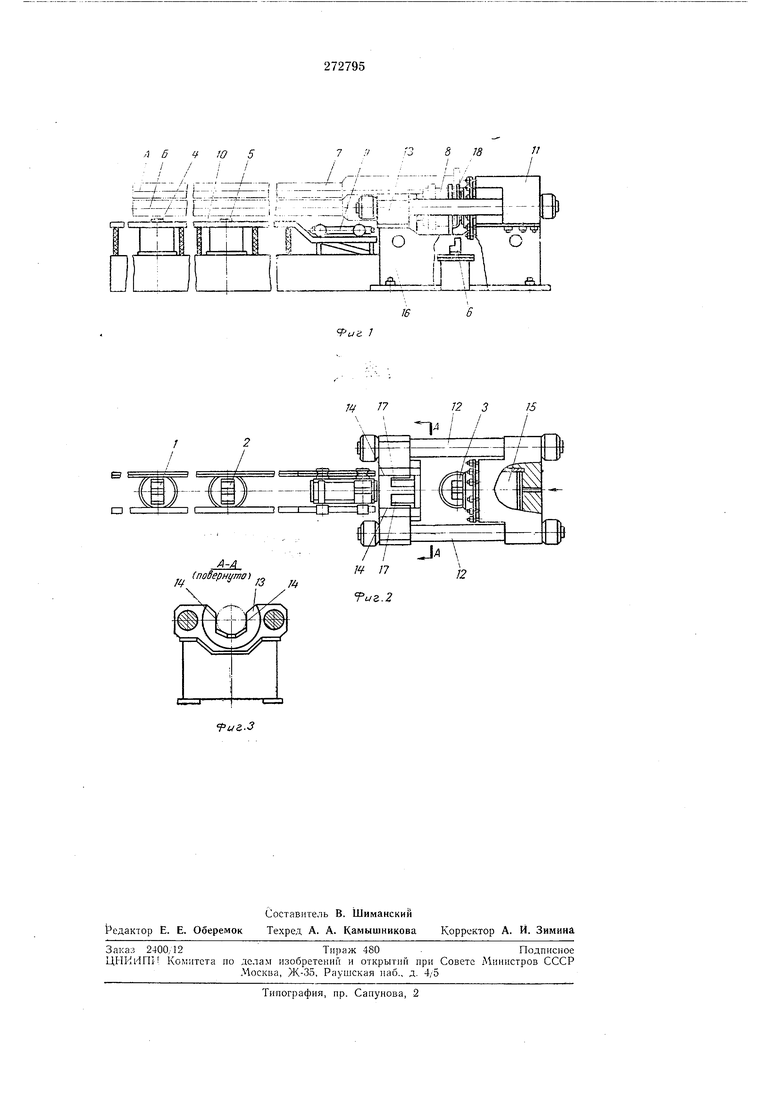
На фиг. 1 изобрал :ен станок, вид спереди (А - положение охватываемой детали при насадке охватывающей детали «а последнюю; Л - положение охватываемой и охватывающей деталей в процессе охлаждения и удержания плотного соединения по торцам сопрягаемых деталей); на фиг. 2 - то же, вид
сверху; на фиг. 3 -то же, разрез по Л-А на фиг. 2.
Станок для сборки с гарантированным натягом узлов из крунногабаритных деталей, например трубы и втулки, состоит из трех пневмоцилиндров /-3 с подъемниками 4-6 для установки охватываемой детали 7 (трубы); механизма насадки охватывающей детали на охватываемую деталь, выполненного в виде тележки 9 и рельсового пути 10; силового цилиндра 11, жестко соединенного с помощью колонн 12 с ноперечиной 13, выполненной с пазо: 1 14, расположенным соосно со штоком 15 цилиндра //, для перемещения в
нем охватываемой детали; станины 16, на которой смонтированы цнлиндр // и понеречипа 13. В пазу 14 установлена призма 17 для поддержания охватываемой детали в положеннн Б. Кроме того, в станине имеется спреерна я установка 18.
Станок работает следующим образом. В начале работы охватываемую деталь устанавливают на подъе.мниках 5 и 6 пневмоцилиндров . и в положении А. Охватывающую деталь, нагретую до определенной температуры в нагревательной установке (на чертеже не показана), помещают на тележку 9, находящуюся на левом конце рельсового пути 10, и перемещают до пневмоцилиндра 2, при
детой на конец охватываемой детали. После этого вступает в работу пневмоцилиндр 1 и подъемником 4 поддерживает охватываемую деталь в положении А. Подъемник 5 пневмоцилиндра 2 опускается. Нагретая охватывающая деталь упирается в опорный бурт охватываемой детали. С помощью пневмоцилиндров 2 и 3 охватываемая деталь с установленной на «ей охватывающей деталью опускается в положение Б на призму 17. Затем подают масло в цилиндр 11. Шток 15, двигаясь вперед (по чертежу справа налево), перемещает охватываемую деталь по подъемникам 6, 5, 4 до охватывающей детали между поперечиной и буртом охватываемой детали.
Включают спреерную установку и водой поливают прежде всего торцы сопрягаемых деталей. Затем охлаждают всю охватывающую деталь S. В таком положении система выдерживается до полного остывания. На этом работа станка заканчивается. Опытный образец изготовлен на специализированном предприятии.
Предмет изобретен и я
Стапок для сборки деталей запрессовкой одной в другую, содержащий устройство для установки охватываемой детали, устройство для нагрева охватывающей детали, а также механизм ее перемещения до упорного бурта, имеющегося на охватываемой детали, отличающийся тем, что, с целью -повышения качества запрессовки, он снабжен смонтированными на его станине силовым цилиндром и жестко связанной с ним поперечиной, имеющей паз для размещения конца охватываемой детали, выполненный сооспо со штоком силового цилиндра, воздействующим «а охватываемую деталь и прижимающим ее буртом к охватывающей детали, а устройство -для установки охватываемой детали выполнено в виде располол :енных на станине станка подъемников, поддерживающих охватываемую деталь при надевании охватывающей детали.
7 .-V,0
А 5 ff Ю 5
I I I/ /.
; // // ,./ „ p
;Vi7;ii/:/ jii:; т „, -,н/-П:
fZS 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей | 1989 |
|
SU1646764A1 |
| Станок для сборки деталей запрессовкой | 1980 |
|
SU903064A1 |
| Устройство для сборки деталей | 1973 |
|
SU468758A1 |
| Станок для запрессовки подшипников с двух сторон | 1976 |
|
SU782979A1 |
| Автомат для сборки деталей типа вал-втулка | 1978 |
|
SU753584A1 |
| СТАНОК ДЛЯ СБОРКИ ГУСЕИИЧИОЙ ЦЕПИ | 1966 |
|
SU189670A1 |
| Устройство для сборки деталей | 1973 |
|
SU471987A1 |
| СТАНОК ДЛЯ СБОРКИ ДЕТАЛЕЙL.?:n | 1973 |
|
SU365232A1 |
| Вертикально-сборочный пресс | 1982 |
|
SU1082605A1 |
| СТАНОК ДЛЯ ФАСОННОЙ ОБРЕЗКИ ТОРЦОВ ИЗДЕЛИЙ И ВЫРЕЗКИ В НИХ ОТВЕРСТИИ | 1970 |
|
SU277973A1 |
в
H (побернушо) /
