Изобретение относится к сганкостро ению и предназначено для многоцелевых сверлильно-фразерно-расгочных станков с числовым программным управлением и механической рукой для автоматической смены инструментов,
По основному авт. св. № 770735 известен магазин сменных инструментов к металлорежущим станкам с автоматической сменой инструмента, содержащий сгганину с направляющими планками, цепной приводной транспортер с гнездс1ми для инструментов, механизм фиксации гнезда, размещенный в корпусе, -смонтированном на траверсе механической руки.Транспортер выполнен в виде трехрядной роликовой цепи, а каж дое гнездо смонтировано на двух смежных роликах среднего ряда цепи посредством обоймы с М-образно закрепленными двумя роликами, оси которых pacположены в плоскости симметрии вне цепи, перпендикулярной направляющим поверхностям планки, при этом планка имеет внутреннюю направляющую V-образ ную поверхность, сопряженную с ролика ми обоймы, симметрично расположенные относительно нее две наружные направляющие, сопряженные с роликами крайних рядов цепи, и опорную поверхность сопряженную с механизмом фиксации. Кор пус механизма фиксации гнезда смонтирован на двух направляющих, которыми оснащена траверса, с возможностью самоустановки в плоскости их симметрии, перпендикулярной наружным направляющим поверхностям планки. Механизм 4иксации гнезда выполнен в виде самоцентрирующих тисков, зажимные элементы которых представляют собой подпружиненные один относительно другого рычаги, смонтированные на осях, равноудаленных и расположенных по обе стороны от плоскости симметрии. На свободных концах каждого из рычагов закреплен ролик с возможностью взаимодейсгвия с одним из смежных роликов ряда цепи, а также роликом,установленным на закрепленной в корпусе и расположенной в плоскости симметрии оси с возможностью взаимодействия с опорной поверхностью направляющей планки, противоположной и параллель: ной ее наружной направляющей поверхности, контактирующей с роликами край него ряда цепиС11.
Недостатками данного магазина явля1ется невысокая точность позиционирова ния и надежность работы.
Цель изобретения - повышение точности и надежности работы магазина.
Для достижения указанной цели магазин снабжен вертикальной направляющей каретки, магазин и направляющие каретки смсЯ1тированы на отдельной стойке, причем каретка снабжена подпр жиненными захватами с индивидуальнымприводом для фиксации ее на направляющей, а подпружиненные рычаги каретки снабжены крючками, установленными на их-свободных концах...
Кроме того, магазин снабжен датчиком слежения, установленным на конце траверсы с возможностью взаимодействи с дополнительно введенными упорами, смонтированными на шпиндельной бабке станка.,
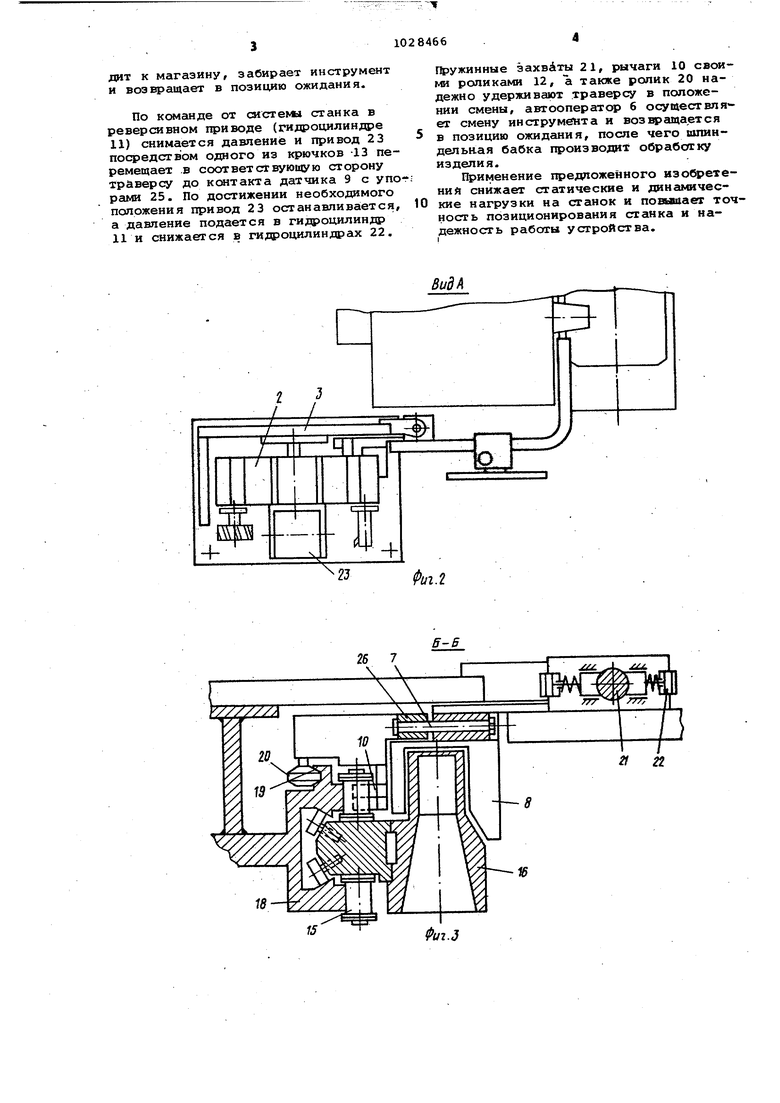
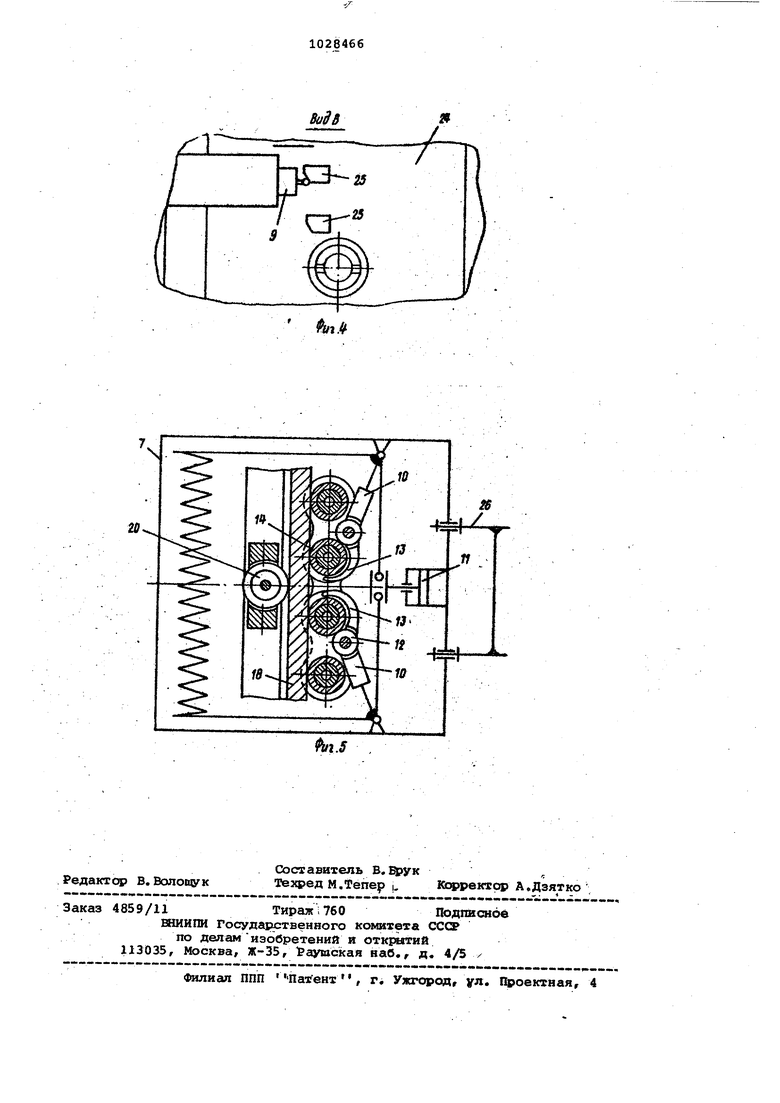
На фиг. 1 представлено устройство автоматической смены инструмента; на фиг.2 вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг. 4 - вид В на фиг. на фиг.З - разрез по корпусу зажимных элементов.
Направляющая 1 и магазин сменных инструментов 2 смонтированы на специальной стойке 3. На ней также смонтированы каретки 4 с закрепленной на ней 5 и автоолератор б, перемещаквдийся по траверсе 5, на которой расположен с возможностью самоусгановки корпус 7 зажимных элементов, датчик поиска гнезда В и датчик слежения 9. На рычагах 1, связанных с реверсивным приводом в виде гидроцилиндра 11,смонтированы роликл 12 и закреплены жестко крючки 13, взаимо действующие с роликами 14 цепи 15, несущей гнезда 16. На каретке 4 смонтированы ролики качения 17. Ролике 14 направляются по планкам 18, на ксггорых выполнена V-образная пов хность 19, параллельная направляющей 1. На корпусе 7 смонтирован ролик 20, взаимодействующий с -образной поверхно стью 19. Захват 21 имеет привод в Ьиде гипроцилиндра 22 . Магазин снабжен следящим приводом 23. На шпиндельной бабке 24 станка закреплены упоры 25 слежения. При этом, поскольку жесткого контакта с траверсой нет, требования к параллельности направляющей 1 относительно направляющих шпиндельной бабки 24 менее жесткие. Требования к параллельности направляющей 1 относительно планок 18 еще менее жесткие, чему способствует подвижное закрепление корпуса 7 на траверсе 5 при помощи валиков 26.
Устройство работает следующим образом.
Траверса 5 в каком-либо положении по вертикали удерживается пружинными 3 ахват ами 21. Рычаги 10 от вод ят с я так, чтобы крючки 13 вышли из взаимодействия с роликами 14, затем включается следящий привод 23 магазина, торый перемещает гнезда, а .датчик поиска гнезда 8 осуществляет поиск. По гнезду, предыдущему искомому, дается команда на торможение и после остановки искомого гнезда производится его фиксация посредством рычагов 10, которые своими роликами 12 прижимают ролики 14 к направляющим планкам 18 магазина. Автооператор 6 из позиции ожидания .(не показана) подходит к магазину, забирает инструмент и возвращает в позицию ожидания.
По команде ох система станка в реверсивном приводе (гидроцилиндре 11) снимается давление и привод 23 посредством одного из крючков -13 перемещает ,в соответствующую сторону траверсу до контакта датчика 9 с упорами 25. По достижении необходимого положения привод 23 останавлива1ется, а давление подается в гидроцилиндр 11 и снижается в гидаоцилиндрах 22.
Г ужинные эахвАты 21, рычаги 10 своими роликами 12, Ъ также ролик 20 надежно удерживают траверсу в положении смены, авгооператор 6 осуществля-еп смену инструмента и возвращается в позицию ожидания, после чего шпиндельная бабка производит обработку изделия.
Применение предложенного изо етений снижает статические и динамические нагрузки на станок и повышает точность позиционирования станка и надежность работы устройства.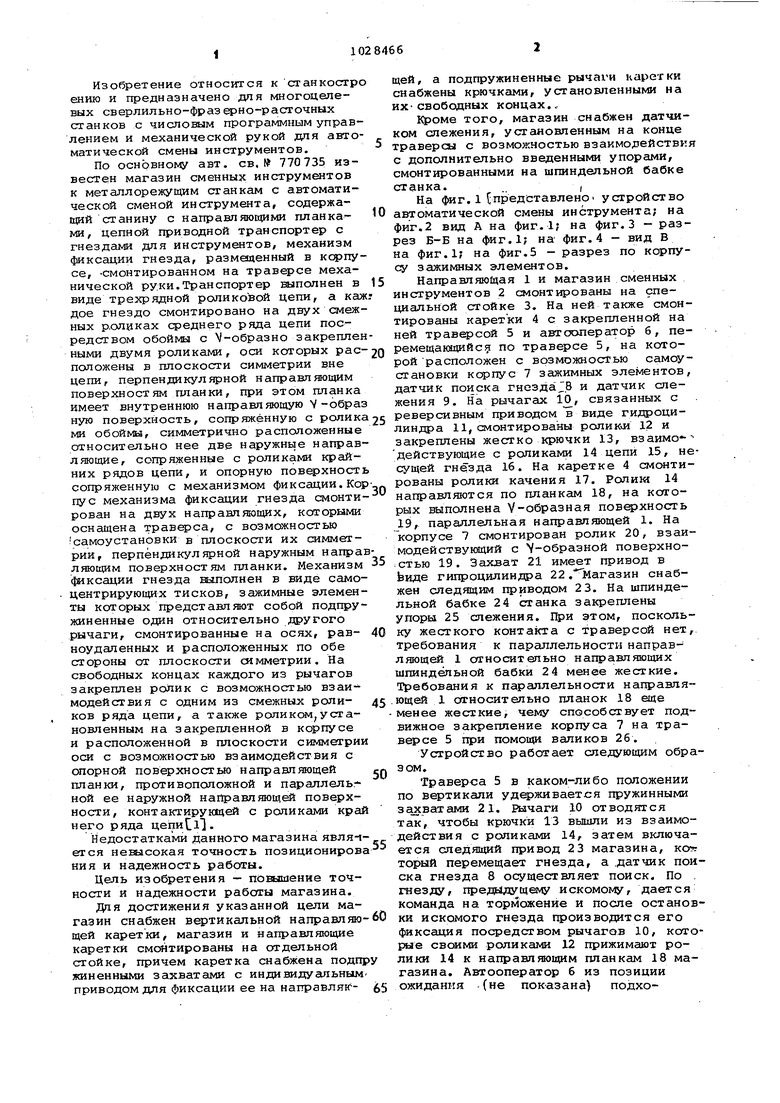
| название | год | авторы | номер документа |
|---|---|---|---|
| Магазин сменных инструментов | 1978 |
|
SU770735A1 |
| МНОГОЦЕЛЕВОЙ СТАНОК С УСТРОЙСТВОМ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА | 1994 |
|
RU2108218C1 |
| Устройство для автоматической смены инструмента | 1989 |
|
SU1698035A1 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Многооперационный станок | 1987 |
|
SU1469729A1 |
| Промежуточный носитель инструмента | 1974 |
|
SU537785A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
| СТАНОК С АВТОМАТИЧЕСКОЙ СМЕНОЙ ИНСТРУМЕНТА | 1989 |
|
SU1630172A1 |
1. магазин СМШНЫХ ИНСГРУМЕНТСЮ по авт. св. 770735, от л и ч аю щ и И с я тем, что, с целью повышения точности и надезсшости его работы, магазин сна&кен вертикальной направляющей , магазин и направля ющие каретки смонтированы на огдельной стойке, причем кгфетка снабжена подпружиненнаки захватами с индивидуапьным щжводом для фиксации ее направляющей, а подщ ужиненные рычаги каретки снабжены крючками, усгшювпенными на их свободных концах. 2.. Магазин по п. 1, о т л я ч а щ и и с я тем, что он снабжен датчике слежения, установленным на конце траверсы с возможностью взаимодействия с дополнительно введенными упорами, смонтированными на шпиндельной бабке станка..S ND 00 4 О) О)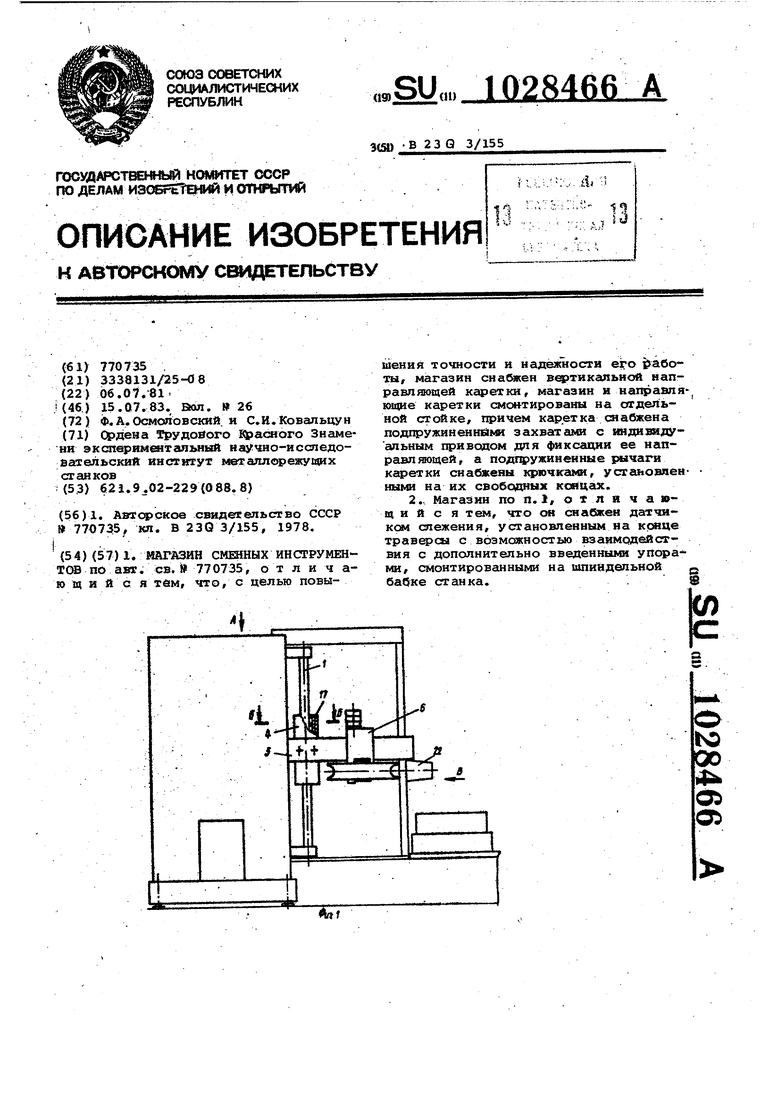
Вид В
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Магазин сменных инструментов | 1978 |
|
SU770735A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| .; | |||
