(54) СПОСОБ ПОЛУЧЕНИЯ КРИВОЛИНЕЙНОГО КОНУСА
ИНСТРУМЕНТА
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК КОЛЕЦ | 1992 |
|
RU2041046C1 |
| СПОСОБ ШЛИФОВАНИЯ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2047430C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВЫХ ПОВЕРХНОСТЕЙ ВИНТОВ | 1999 |
|
RU2164843C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231426C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ КОЛЕС С КРУГОВЫМ ЗУБОМ | 2003 |
|
RU2231427C1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2012 |
|
RU2521180C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2163186C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КОЛЕНЧАТОГО ВАЛА | 1994 |
|
RU2112637C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2162400C2 |
I
Изобретение относится к технологии нефтяного машиностроения, в частности к изготовлению буровых шарошечных долот.
Извертев способ получения криволинейного конуса инструмента шлифованием и выхаживанием калибрующей рабочей поверхности вращаюш.имся чашечным кругом, который устанавливают под углом к оси инструмента со смеш,ением 1.
Однако известный способ не обеспечи-. вает прлучения профиля конуса по выпукловогнутой К15ивой.
Цель изобретения - обеспечение возможности обработки профиля конуса шарошки долот по выпукло-вогнутой кривой.
Для достижения поставленной цели чашечному кругу сообш,ают прямолинейное возвратно-поступательное движение, а обработку зубьев заднего конуса шарошки ведут при непрерывном ее вращении профилирующей внутренней цилиндрической пЬверхностью чашечного круга.
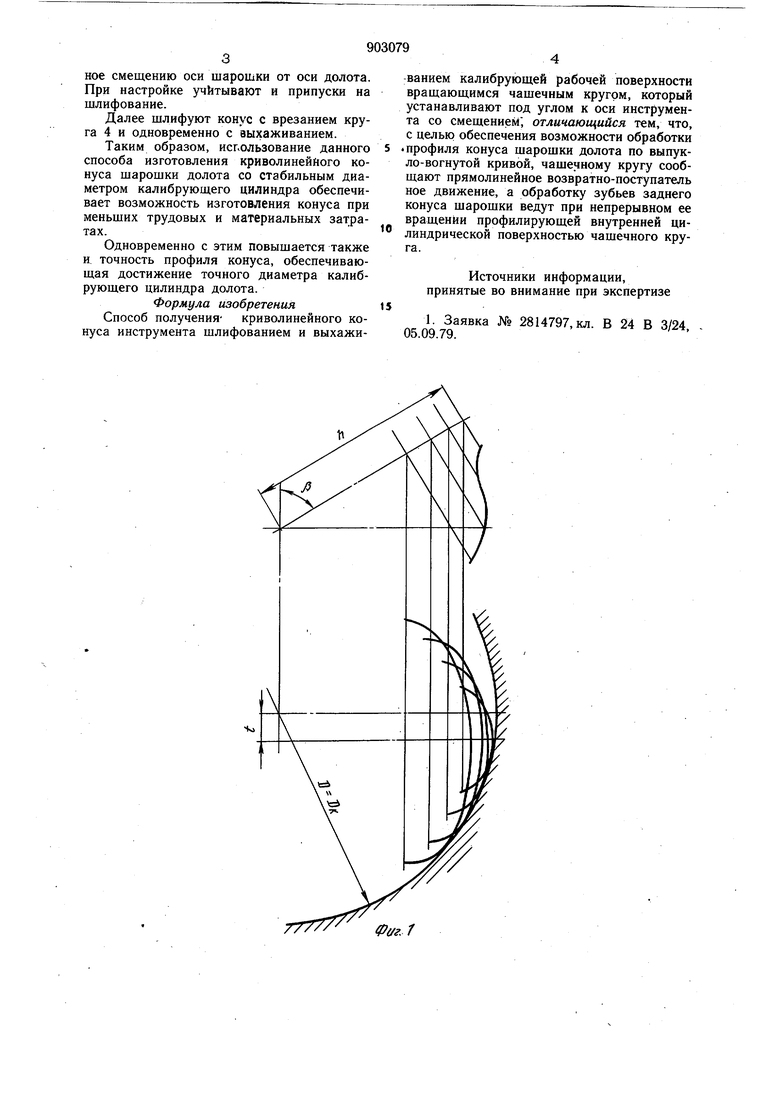
На фиг. 1 изображена схема способа;
показывающая в имосвязь между формой
обрабатываемого криволинейного конуса,
диаметром Д калирующего цилиндра и его размерами jff, t, h; на фиг. 2 -
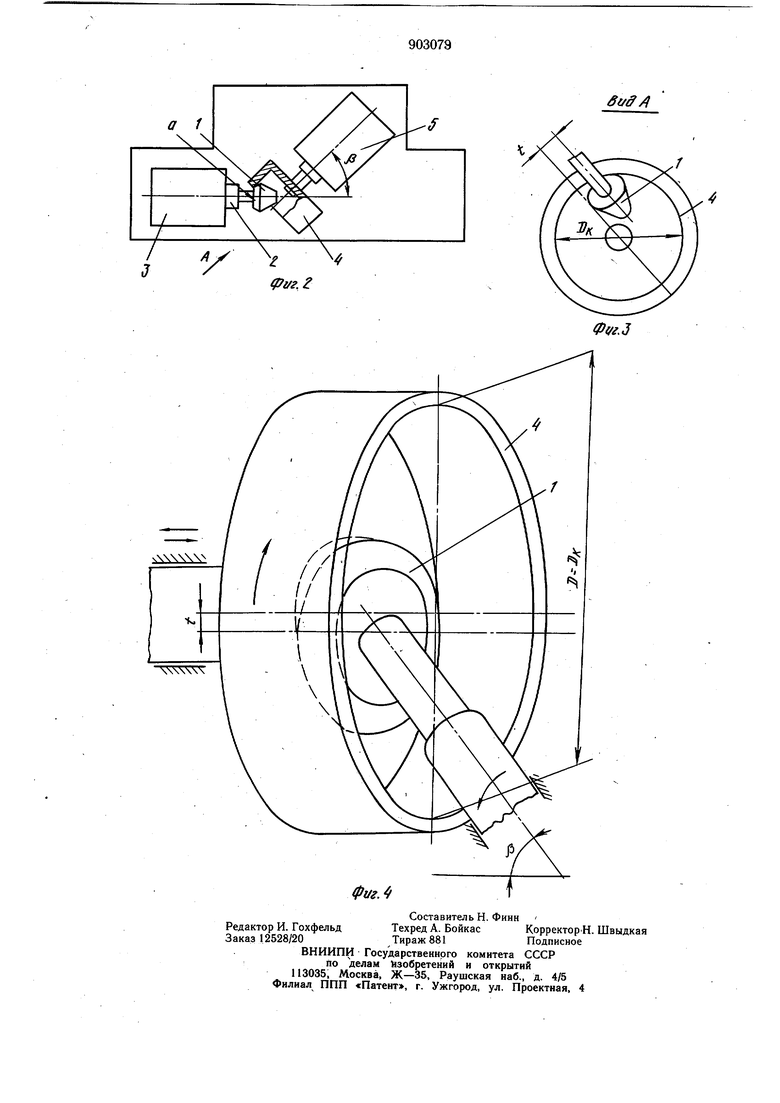
схема реализации способа; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - схема взаимодействия обрабатываемого конуса и инстру мента в аксонометрии.
Шарошка 1 крепится в цанговом патроне 2 бабки 3. Обработку ведут шлифовальным кругом 4, установленным в шлифовальной бабке 5.
Обработку конуса проводят в следующей последовательности.
Предварительно настраивают станок и выставляют заготовку щарошки относительно инструмента. Для этого в цанговом пат роне 2 шарошки 1 базируют по поверхностям беговых дорожек ее подшипников и по поверхности а торца (фиг. 2), при этомрасстояние h от торца до точки пересечения оси патрона 2 с осью круга 4 (по типу чашечного) выставляют по аналогичному расстоянию в конструкции долота (от торца шарошки до точки пересечения ее оси с осью долота). Шлифовальную бабку 5 поворачивают на угол В между осью круга 4 и осью патрона 2, равный углу между осью шарошки р осью долота. В вертикальной плоскости станка, кроме того, оси бабок 3 и 5 смещают на расстояние t (фиг. 3), равное смещению оси шарошки от оси долота. При настройке учитывают и припуски иа шлифование.
Далее шлифуют конус с врезанием круга 4 и одновременно с выхаживанием.
Таким образом, использование данного способа изготовления криволинейного конуса шарошки долота со стабильным диаметром калибрующего цилиндра обеспечивает возможность изготовления конуса при меньших трудовых и материальных затратах.
Одновременно с этим повышается также и точность профиля конуса, обеспечивающая достижение точного диаметра калибрующего цилиндра долота.
Формула изобретения
Способ получения- криволинейного конуса инструмента шлифованием и выхаживанием калибрующей рабочей поверхности вращающимся чашечным кругом, который устанавливают под углом к оси инструмента со смещением, отличающийся тем, что, с целью обеспечения возможности обработки профиля конуса шарошки долота по выпукло-вогнутой кривой, чашечному кругу сообщают прямолинейное возвратно-поступатель ное движение, а обработку зубьев заднего конуса шарошки ведут при непрерывном ее вращении профилирующей внутренней цилиндрической поверхностью чащечного круга.
Источники информации, принятые во внимание при экспертизе
