(54) УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВ ЭКСТРУДИРОВАННЫМ ПРИСАДОЧНЫМ МАТЕРИАЛОМ
1 i
Изобретение относится к сварке пластмасс, в частности к оборудованию для сварки термопластичных материалов экструдированным присадочным материалом.
Известно устройство для сварки термопластов расплавленным присадочным материалом, содержащее корпус с обогреваемыми каналами для подачи в зону сварки присадки и газа-теплоносителя 1.
Недостатком этого устройства является то, что для создания сварочного давления необходимо применять дополнительные приспособления.
Наиболее близким к изобретению является устройство для сварки термопластов экструдировакным присадочным материалом, содержащее корпус с обогреваемыми каналами для подачи присадочного материала , и газа-теплоносителя, рукоятку и сварочную Ьоловку с щовоформирующим узлом 2.
Недостатком известного устройства является невозможность качественной сварки тонколистовых материалов вторец, так как в этом случае не создается необходимого сварочного давления.
Цель изобретения - повыщение качества сварки вторец листовы.х материалов за счет обеспечения необходимого сварочного давления.
Поставленная цель достигается тем, что в
5 устройстве для сварки термопластов экструдированным присадочным материалом, содержащим корпус с обогреваемыми каналами для пОдачи присадочного материала и газа-теплоносителя, рукоятку и свароч,Q ную головку с щовоформирующим узлом, шовоформирующий узел выполнен в виде зажима, включающего направляющие элементы с цилиндрической поверхностью, два рычага, щарнирно связанные между собой в средней части, одни концы которых жест15 ко соединены с направляющими элементами, а другие шарнирно - с тягами, связанными со щтоком, причем щток связан с щарниром рычагов посредством пружины, а геометрическая ось щарнира рычагов совпадает с геометрической осью цилиндрической поверхности направляющих элементов.
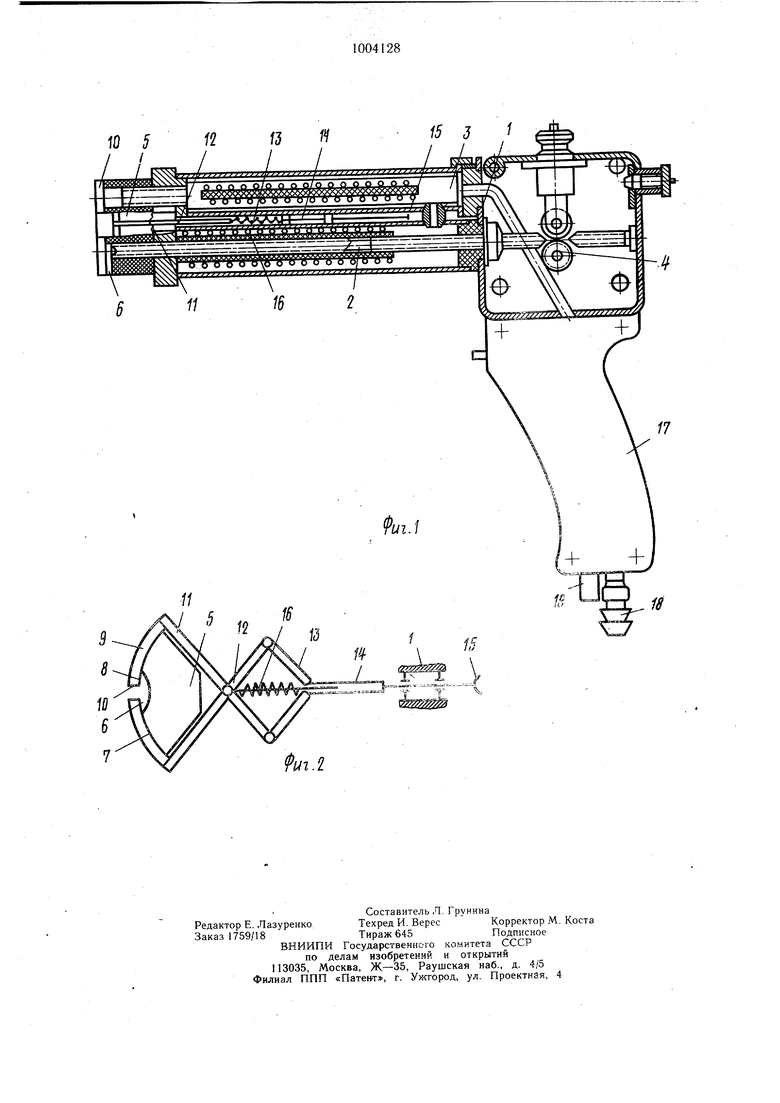
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - кинематическая схема зажима.
Устройство для сварки термопластов содержит корпус 1, в котором выполнены обогреваемые каналы 2 и 3 для подвода в зону сварки расплавленного присадочного материала в виде прутка и газа-теплоносителя, механизм 4 подачи присадочного прутка и сварочную головку 5, снабженную продольным пазом 6, сообщающимся с каналом 2 подачи присадочного прутка. Поперечный разрез сварочной головки имеет вид усеченного сектора. С цилиндрической поверхностью 7 головки контактируют своей цилиндрической поверхностью 8 направляющие элементы 9 шовоформирующего узла 10. Направляющие элементы 9 жестко соединены с рычагами 11, которые посредством щарнира 12, закрепленного на корпусе, соединены между собой в средней части, причем геометрическая ось щарнира 12 совпадает с осью цилиндрических поверхностей 7 и 8. Рычаги 11 жесткими тягами 13 щарнирно соединены с установленным на корпусе с возможностью возвратно-поступательного перемещения щтоком 14, снабженным упором 15. Между торцом щтока 14 и щарниром 12 установлена пружина 16.
Для удобства обслуживания устройство снабжено рукояткой 17, на которой установлены тумблер отключения механизма подачи присадочного прутка, а также штуцер 18 для подвода газа, и через которую проходит электрический кабель 19.
Устройство работает следующим образом.
Каналы сварочного устройства нагревают до требуемой температуры, после чего в канал 3 через штуцер 18 подается газтеплоноситель, а в канал 2 механизмом 4 подачи вводится присадочный пруток.
Присадочный пруток нагревается в канале 2 до вязко-текучего состояния, и расплавленная полимерная масса выдавливается в сварочную головку 5. При подготовке к сварке листовых материалов вторец нажатием на упор 15 штока 14 разводят направляющие элементы 9 щовоформирующего узла. После установки сварочного устройства на торце свариваемых листов упор 15 освобождают, и направляющие элементы 9 под действием пружины 16 прижимаются к поверхности листов. Расплавленная полимерная масса из канала 2 попадает в продольный паз 6, при этом направляющие элементы 9, прижатые с двух сторон к свариваемым листам, препятствуют ее свободному выходу, что создает необходимое сварочное давление. Для повышения качества сварки торцы листов, ограниченные направляющими элементами зажима, предварительно нагреваются горячим газом, поступающим в сварочную головку из канала 3. Сварка осуществляется при перемещении сварочного устройства, чему способствуют реактивные силы движущейся присадки.
Таким образом, предлагаемая конструкция щовоформирующего узла позволяет не только обеспечивать слежение за стыком свариваемых листов, но и создает необходимое сварочное давление, что делает возможным осуществление качественной сварки листовых материалов вторец экструдированным расплавленным присадочным материалом.
Формула изобретения
Устройство для сварки термопластов экструдированным присадочным материалом, содержащее корпус с обогреваемыми каналами для подачи присадочного материала и газа-теплоносителя, рукоятку и сварочную головку с щовоформирующим узлом, отличающееся тем, что, с целью повышения качества сварки листовых материалов вторец за счет обеспечения необходимого сварочного давления, шовоформирующий узел выполнен в виде зажима, включающего направляющие элементы с цилиндрической поверхностью, два рычага, щарнирно связанные между собой в средней части, одни концы которых жестко соединены с направляющими элементами, а другие шарнирно- с тягами, связанными со щтоком, причем щток связан с щарниром рычагов посредством пружины, а геометрическая ось щарнира рычагов совпадает с геометрической осью цилиндрической поверхности направляющих элементов.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 420473, кл. В 29 С 27/02, 1967.
2.Авторское свидетельство СССР № 519116, кл. В 29 С 27/02, 1968. to 5 11f3 Я 15 J 1.L.J....L... THg/ yJ /7 jnV J fJJ7J Jjr j y-yjijjp j J jj yryryy Zyy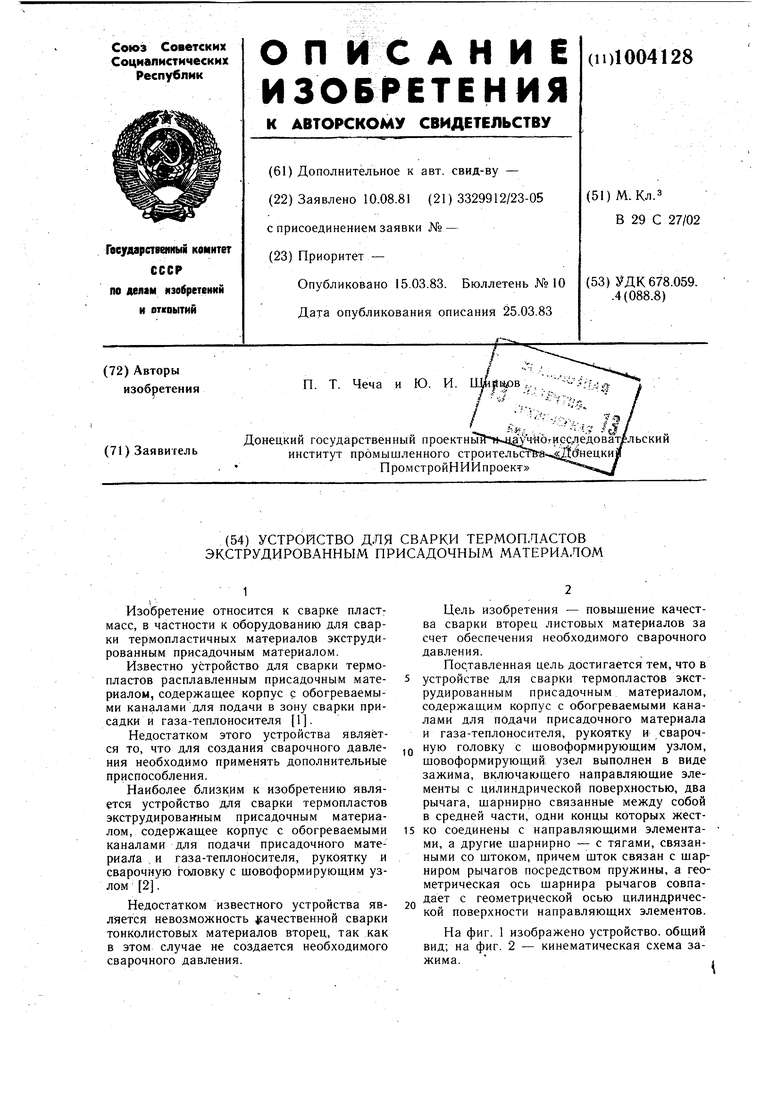
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки термопластов нагретым присадочным материалом | 1983 |
|
SU1106664A1 |
| Устройство для сварки термопластов | 1977 |
|
SU657996A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1983 |
|
SU1177169A1 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1982 |
|
SU1054077A1 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1980 |
|
SU903156A1 |
| Устройство для сварки термопластов | 1980 |
|
SU891458A2 |
| Устройство для сварки термопластов | 1979 |
|
SU835785A1 |
| ПИСТОЛЕТ ДЛЯ СВАРКИ ТЕРМОПЛАСТОВ | 1971 |
|
SU297492A1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1986 |
|
SU1380996A2 |
| Устройство для сварки термопластов | 1984 |
|
SU1214466A1 |