I
Изобретение относится к обработке металлов давлением и может быть использовано для гибки труб.
Известен станок для гибки труб, содержащий механизм продольной подачи трубы, нагревательное устройство, установленное на выходе из него охлаждающее приспособление, нажимной ролик и состоящий из модулей статор линейного асинхронного двигателя рЗ.
Однако этот станок обеспечивает гибку труб в ограниченном диапазоне их диаметров.
Цель изобретения - расширение диапазона диаметров изгибаемых труб.
Эта цель достигается за .смет того, что в станке дли гибки труб, содержащем механизм продольной подачи трубы, нагревательное устройство, установленное на выходе из него охлаждающее приспособление, нажимной ролик и состоящий из модулей статор линейного асинхронного двигателя, модули статора линейного асинхронного двигателя снабжены механизмами регулировки их относительного положения.
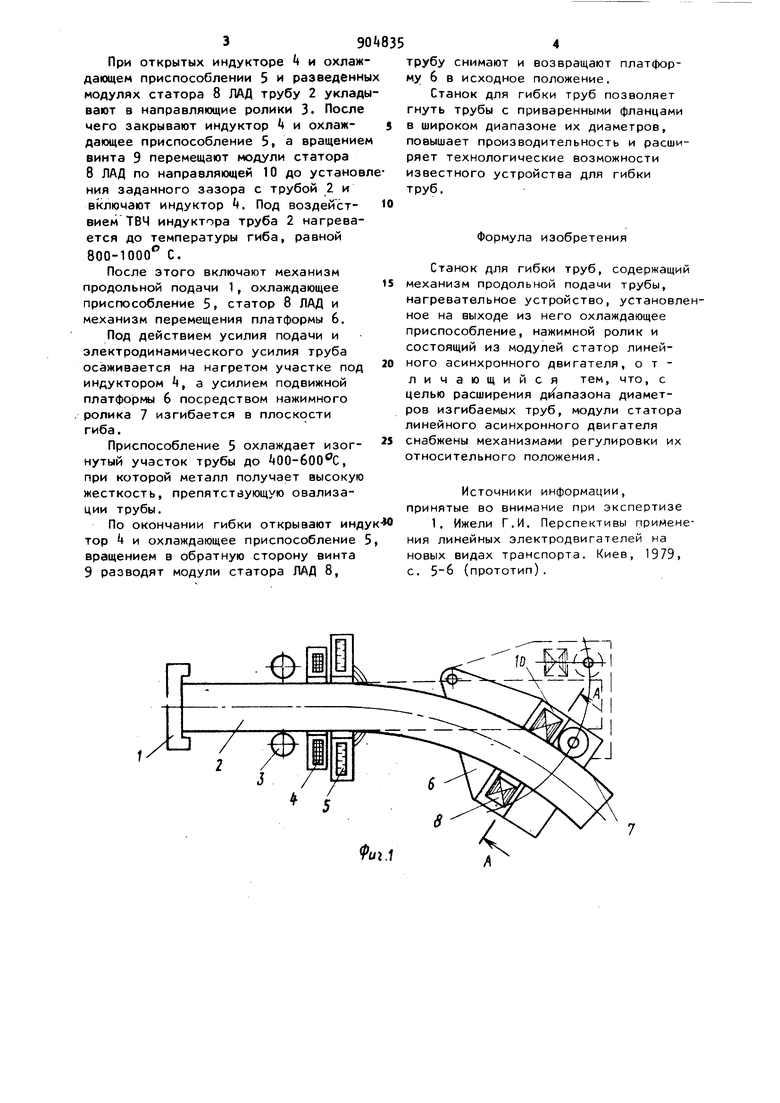
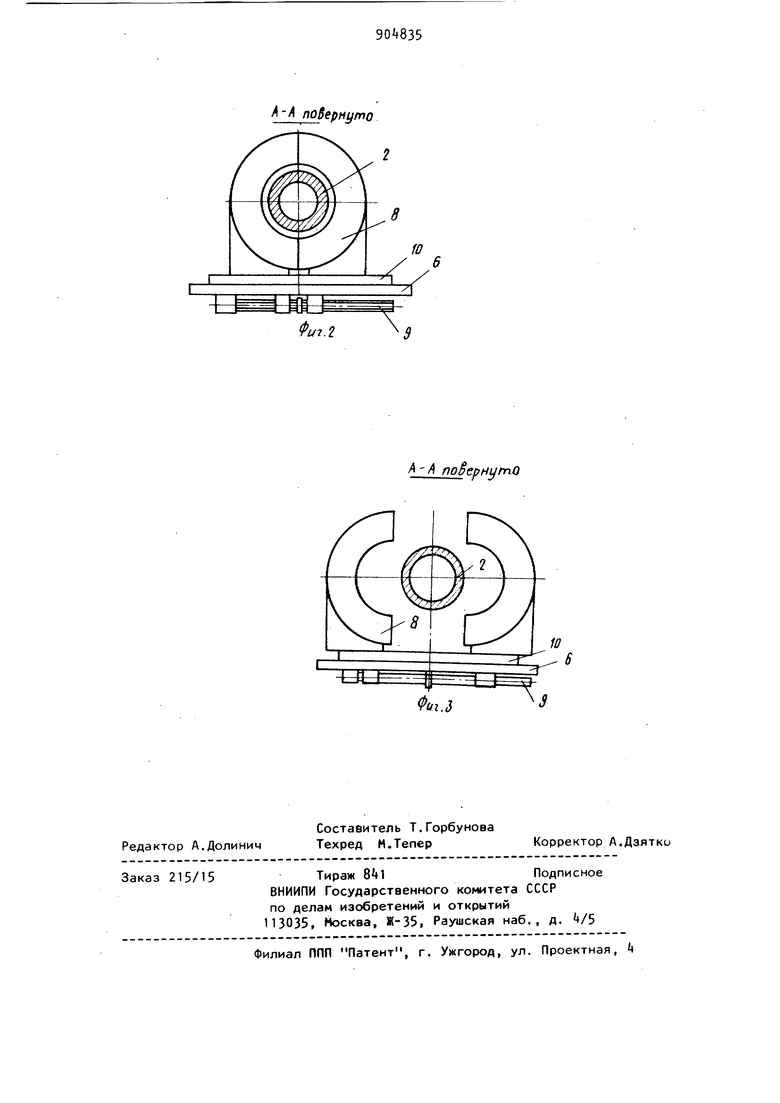
На фиг. 1 приведена схема предлагаемого станка, вид сверху; на фиг. 2 - разрез А-А на фиг. 1 (при выполнении гибки); на фиг. 3 то же, при съеме обработанной трубы со станка.
Предлагаемый станок для гибки труб включает механизм продольной поtoдачи 1 трубы 2, размещенной в направляющих роликах 3, за которыми расположены нагревательное устройство в виде разъемного индуктора . на выходе которого установлено : разъемное ох15лаждающее приспособление Ь, и платформа 6, на которой смонтированы на жимной -ролик 7 и статор 8 линейного асинхронного двигателя (ЛАД), выполненый из двух модулей, имеющих возмож1юсть перемещаться при помощи винта 9 по направляющей 10.
Станок для гибки труб работает следующим образом. 3Э При открытых индукторе t и охлаж дающем приспособлении 5 и разведенн модулях статора 8 ЛАД трубу 2 уклад вают в направляющие ролики 3. После чего закрывают индуктор 4 и охлаждающее приспособление 5, а вращение винта 9 перемещают модули статора 8ЛАД по направляю цей 10 до устано ния заданного зазора с трубой 2 и включают индуктор 4. Под воздействием ТВЧ индуктора труба 2 нагрева ется до температуры гиба, равной 800-1000 С. После этого включают механизм продольной подачи 1, охлаждающее приспособление 5, статор 8 ЛАД и механизм перемещения платформы 6. Под действием усилия подачи и электродинамического усилия труба осаживается на нагретом участке под индуктором , а усилием подвижной платфорг « 1 6 посредством нажимного ролика 7 изгибается в плосксзсти гиба. Приспособление 5 охлаждает изогнутый участок трубы до ОО-бОО С, при которой металл получает высокую жесткость, препятствующую овализации трубы. По окончании гибки открывают инд тор и охлаждающее приспособление вращением в обратную сторону винта 9разводят модули статора ЛАД В, трубу снимают и возвращают платформу 6 в исходное положение. Станок для гибки труб позволяет гнуть трубы с приваренными фланцами в широком диапазоне их диаметров, повышает производительность и расширяет технологические возможности известного устройства для гибки труб. Формула изобретения Станок для гибки труб, содержащий механизм продольной подачи трубы, нагревательное устройство, установленное на выходе из него охлаждающее приспособление, нажимной ролик и состоящий из модулей статор линейного асинхронного двигателя, отличающийся тем, что, с целью расширения Д1(апазона диаметров изгибаемых труб, модули статора линейного асинхронного двигателя снабжены механизмами регулировки их относительного положения. Источники информации, принятые во внимание при экспертизе 1, Ижели Г.И. Перспективы применения линейных электродвигателей на новых видах транспорта. Киев, 1979, с. 5-6 (прототип).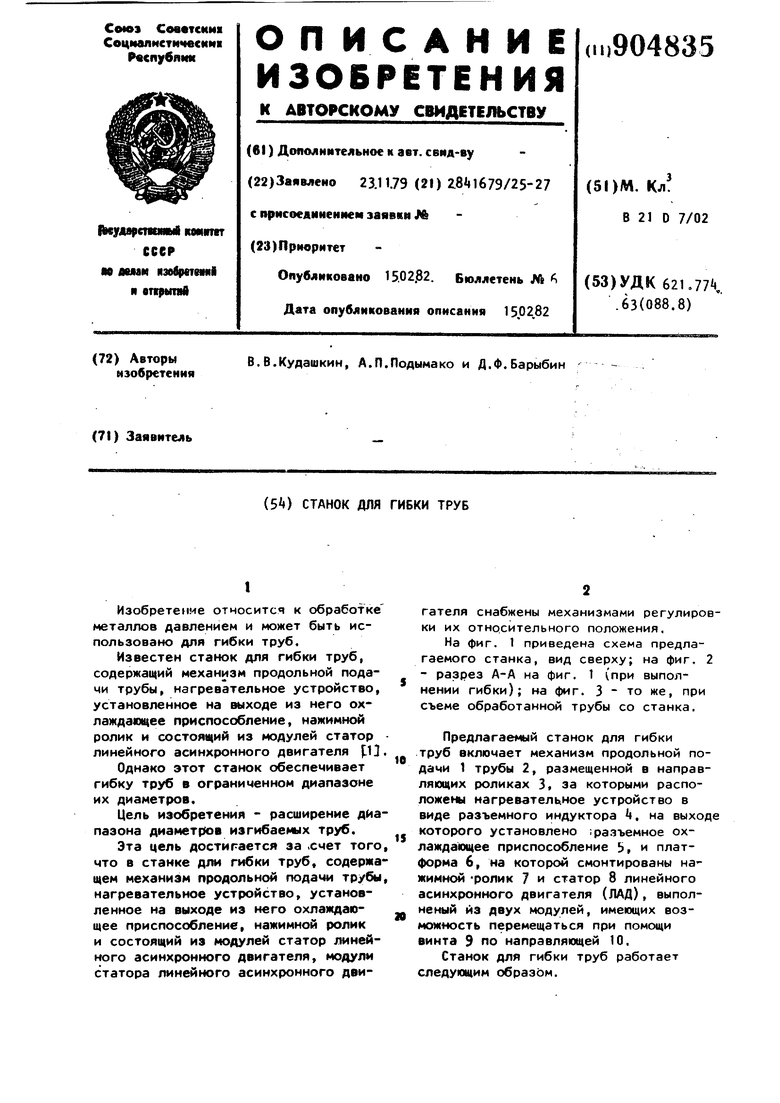
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки труб и устройство для его осуществления | 1978 |
|
SU741987A1 |
| Станок для гибки труб | 1979 |
|
SU844098A1 |
| Способ гибки труб и устройство для его осуществления | 1979 |
|
SU889195A2 |
| Станок для гибки труб | 1984 |
|
SU1237275A1 |
| Устройство для гибки | 1985 |
|
SU1412835A2 |
| Трубогибочный станок с индукционным нагревом | 1976 |
|
SU676354A2 |
| Трубогибочный станок с индукционным нагревом | 1973 |
|
SU440183A1 |
| Трубогибочный станок | 1956 |
|
SU110447A1 |
| Головка гибочная трубогибочного станка | 1978 |
|
SU772648A1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
noReiiHijnno
A-A поёернцто
