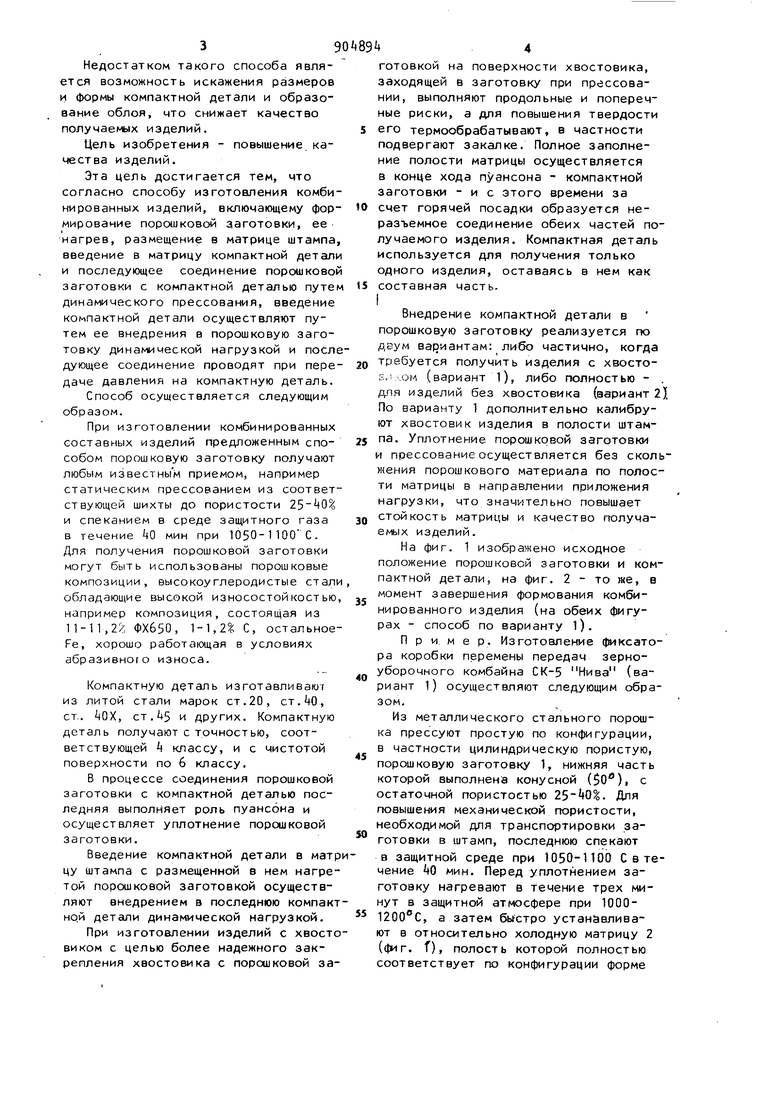
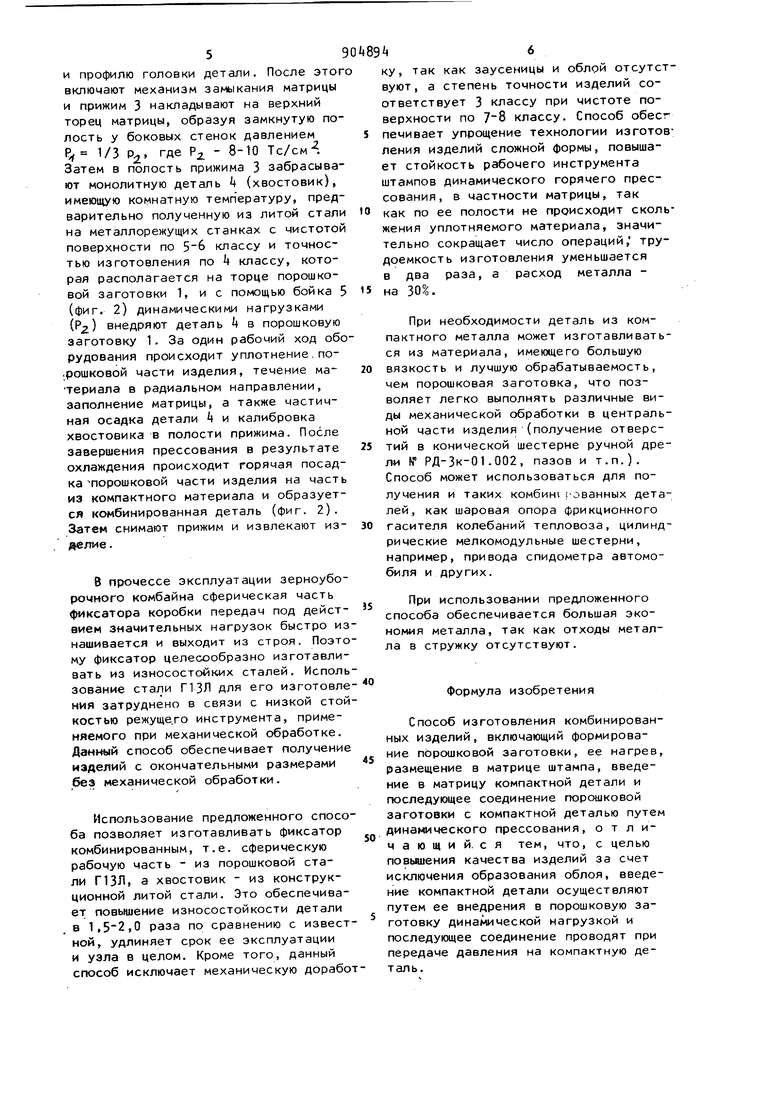
Изобретение относится к порошкокой металлургии, в частности к способам изготовления комбинированных изделий из порошкового и компактного металлического материала. Известен способ изготовления комбинированных изделий, включающий заполнение полости формы и.з недеформ руемого материала металлическим порошком, введение в форму предварительно изготовленной детали выступа из компактного материала, герметизацию, помещение сборки и деформируемый контейнер, нагрев и горячее гидр статическое прессование, в результате которого осуществляется уплотнение части изделия из металлического порошка и соединение ее с выступающей деталью 1 . Недостатком данного способа является трудоемкость процесса и необходимость проведения после прессования механической обработки по наружной поверхности для удаления контейнера-. Наиболее близким к предложенному по технической сущности и достигаемому эффекту является способ изготовления комбинированных изделий, включающий формирование порошковой заготовки, ее нагрев, размещение в матрице штампа, введение в матрицу компактной детали и последующее соединение порошковой заготовки с компактной деталью путем динамического прессования. Согласно этому способ порошковую заготовку и компактную деталь помещают вместе в матрицу таким образом, что холодная компактная деталь охватывается предварительно нагретой порошковой заготовкой и при динамическом прессовании происходит осадка пористой заготовки, заполнение технологического зазора между пористой заготовкой и компактной деталью, после извлечения комбинированного изделия из штампа порошковая заготовка охлаждается и обжимает компактную деталь по принципу горячей посадки 2 3 э Недостатком такого способа является возможность искажения размеров и формы компактной детали и образование облоя, что снижает качество получаемых изделий. Цель изобретения - повышение качества изделий. Эта цель достигается тем, что согласно способу изготовления комбинированных изделий, включающему формирование порошковой заготовки, ее нагрев, размещение в матрице штампа, введение в матрицу компактной детали и последующее соединение порошковой заготовки с компактной деталью путем динамического прессования, введение компактной детали осуществляют путем ее внедрения в порошковую заготовку динамической нагрузкой и после дующее соединение проводят при пере даче давления на компактную деталь. Способ осуществляется следующим образом. При изготовлении комбинированных составных изделий предложенным способом порошковую заготовку получают любым известным приемом, например статическим прессованием из соответ ствующей шихты до пористости и спеканием в среде защитного газа в течение 0 мин при 1050-1 100 С. Для получения порошковой заготовки могут быть использованы порошковые композиции, высокоуглеродистые стал обладающие высокой износостойкостью например композиция, состоящая из 11-11,2/-, ФХ650, 1-1,21 С, остальное Ре, хорошо работающая в условиях абразивного износа. Компактную деталь изготавливают из литой стали марок ст.20, ст.+О, ст.. ОХ, ст. +5 и других. Компактную деталь получают с точностью, соответствующей А классу, и с чистотой поверхности по 6 классу. В процессе соединения порошковой заготовки с компактной деталью последняя выполняет роль пуансона и осуществляет уплотнение порошковой заготовки. Введение компактной детали в мат цу штампа с размещенной s нем нагретой порошковой заготовкой осуществляют внедрением в последнюю компакт ной детали динамической нагрузкой. При изготовлении изделий с хвосто виком с целью более надежного закрепления хвостовика с порошковой заготовкой на поверхности хвостовика, заходящей в заготовку при прессовании, выполняют продольные и поперечные риски, а для повышения твердости его термообрабатывают, в частности подвергают закалке. Полное заполнение полости матрицы осуществляется в конце хода пуансона - компактной заготовки - и с этого времени за счет горячей посадки образуется неразъемное соединение обеих частей получаемого изделия. Компактная деталь используется для получения только одного изделия, оставаясь в нем как составная часть. Внедрение компактней детали в порошковую заготовку реализуется по двум ва|оиантам: либо частично, когда требуется получить изделия с хвостоЕи ,ом (вариант 1), либо полностью - . для изделий без хвостовика (вариант 21 По варианту 1 дополнительно калибруют хвостовик изделия в полости штампа. Уплотнение порошковой заготовки и прессование осуществляется без скольжения порошкового материала по полости матрицы в направлении приложения нагрузки, что значительно повышает стойкость матрицы и качество получаа№1х изделий. На фиг. 1 изображено исходное положение порошковой заготовки и компактной детали, на фиг. 2 - то же, в момент завершения формования комбинированного изделия (на обеих фигурах - способ по варианту 1). Пример. Изготовление ксатора коробки перемены передач зерноуборочного комбайна СК-5 Нива (вариант 1) осуществляют следующим образом. Из металлического стального порошка прессуют простую по конфигурации, в частности цилиндрическую пористую, порошковую заготовку 1, нижняя часть которой выполнена конусной (50), с остаточной пористостью . Для повышения механической пористости, необходимой для транспортировки заготовки в штамп, последнюю спекают в защитной среде при 1050-1100 С в течение 0 мин. Перед уплотнением заготовку нагревают в течение трех минут в защитной атмосфере при 10001200С, а затем быстро устан&вливают в относительно холодную матрицу 2 (фиг. f), полость которой полностью соответствует по конфигурации форме и профилю головки детали. После этог включают механизм замыкания матрицы и прижим 3 накладывают на верхний торец матрицы, образуя замкнутую полость у боковых стенок давлением Р 1/3 Р, где 2. - 8-10 Тс/см. Затем в полость прижима 3 забрасывают монолитную деталь 4 (хвостовик), имеющую комнатную температуру, предварительно полученную из литой стали на металлорежущих станках с чистотой поверхности по 5-6 классу и точностью изготовления по 4 классу, которая располагается на торце порошковой заготовки 1, и с помощью бойка 5 (фиг. 2) динамическими нагрузками (Р) внедряют деталь 4 в порошковую заготовку 1. За один рабочий ход обо рудования происходит уплотнение.по.рошковой части изделия, течение материала в радиальном направлении, заполнение матрицы, а также частичная осадка детали k и калибровка хвостовика в полости прижима. После завершения прессования в результате охлаждения происходит горячая посадка порошковой части изделия на часть из компактного материала и образуется комбинированная деталь (фиг. 2). Затем снимают прижим и извлекают изделие. 8 процессе эксплуатации зерноуборочного комбайна сферическая часть фиксатора коробки передач под деиствием значительных нагрузок быстро из нашивается и выходит из строя. Поэто му фиксатор целесообразно изготавливать из износостойких сталей. Исполь зование стали Г13Л для его изготовле ния затруднено в связи с низкой стой костью режуще,го инструмента, применяемого при механической обработке. Данный способ обеспечивает получение изделий с окончательными размерами без механической обработки. Использование предложенного способа позволяет изготавливать фиксатор комбинированным, т.е. сферическую рабочую часть - из порошковой стали Г13Л, а хвостовик - из конструкционной литой стали. Это обеспечивает повышение износостойкости детали в 1,,0 раза по сравнению с известной, удлиняет срок ее эксплуатации и узла в целом. Кроме того, данный способ исключает механическую доработ ку, так как заусеницы и облой отсутствуют, а степень точности изделий соответствует 3 классу при чистоте поверхности по 7-8 классу. Способ обесг печивает упрощение технологии изготовления изделий сложной формы, повышает стойкость рабочего инструмента штампов динамического горячего прессования, в частности матрицы, так как по ее полости не происходит скольжения уплотняемого материала, значительно сокращает число операций, трудоемкость изготовления уменьшается в два раза, а расход металла на 30. При необходимости деталь из компактного металла может изготавливаться из материала, имеющего большую вязкость и лучшую обрабатываемость, чем порошковая заготовка, что позволяет легко выполнять различные виды механической обработки в центральной части изделия (получение отверстий в конической шестерне ручной дрели № РД-Зк-01.002, пазов и т.п.). Способ может использоваться для получения и таких комбин1 Ованных деталей, как шаровая опора фрикционного гасителя колебаний тепловоза, цилиндрические мелкомодульные шестерни, например, привода спидометра автомобиля и других. При использовании предложенного способа обеспечивается большая экономия металла, так как отходы металла в стружку отсутствуют. Формула изобретения Способ изготовления комбинированных изделий, включающий формирование порошковой заготовки, ее нагрев, размещение в матрице штампа, введение в матрицу компактной детали и последующее соединение порошковой заготовки с компактной деталью путем инамического прессования, о т л имающий. ся тем, что, с целью овьмения качества изделий за счет сключения образования облоя, введеие компактной детали осуществляют утем ее внедрения в порошковую заготовку динамической нагрузкой и оследукяцее соединение проводят при ередаче давления на компактную деаль.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий сложной формы из металлического порошка | 1981 |
|
SU977111A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СТРУЖКИ | 2000 |
|
RU2161547C1 |
| Способ изготовления спеченных антифрикционных изделий | 1981 |
|
SU1092009A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБЪЕМНЫХ СЛОЖНОПРОФИЛЬНЫХ НАНОСТРУКТУРНЫХ КОНСТРУКЦИОННЫХ И ФУНКЦИОНАЛЬНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2508961C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ ИЗДЕЛИЙ | 2003 |
|
RU2313421C2 |
| Способ изготовления комбинированных изделий из компактного материала и металлического порошка | 1988 |
|
SU1595631A1 |
| Способ получения спеченных изделий из латунных порошков | 1985 |
|
SU1340904A1 |
| Способ изготовления слоистого материала для молотка кормодробильной машины | 1989 |
|
SU1729698A1 |
| Способ изготовления горячештампованных нержавеющих порошковых сталей аустенитного класса | 1989 |
|
SU1719454A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСПОРИСТЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ | 1998 |
|
RU2168392C2 |
