Изобретение относится к дуговой сварке и может быть использовано в различных отраслях промышленности при сварке с подачей электродного или присадочного материала.
Известно ус.тройство для подачи сварочной проволоки, содержащее смонтированную на станине с возможностью вращения в плоскости, перпендикулярной направлению подачи проволоки, платформу, несущую подающие ролики и кинематически связанную с приводом подачи 1.
Такая конструкция устройства может быть эффективной при подаче единичных проволок с цилиндрической поверхностью и не пригодна для подачи скрученных в жгут нескольких проволок.
Известен механизм подачи скрученных -в жгут проволок, содержащий привод вращения, подающее и прижимные звенья 2.
Использбвание скрученного из нескольких проволок жгута при поступательной его подаче ухудшает условия работы известных роликовых механизмов подачи из-за невозможности обжима жгута по всему переменному по длине профилю, вследствие чего он выходит
из роликов неравномерно деформированным, что отрицательно сказывается на качестве сварки и исключает возможность нормальной подачи такого жгута по удлиненным канешам (например, при полуавтоматической сварке плавящимся электродом). Кроме того, проталкивающее осевое прилагаемое к жгуту усилие, обеспечиваемое таки10ми механизмами, значительно меньше, чем усилие, прилагаемое этими же механизмами к одиночной проволоке такого же сечения, что резко сужает область применения сварки 15 с использованием скрученных из нескольких проволок жгутов.
Цель изобретения - упрощение конструкции и повышение усилия подачи.
20
Поставленная цель достигается тем, что в механизме подачи скрученных в жгут проволок, содержащем привод вращения, подающее и прижимные звенья, подающее звено выполнено в
25 виде втулки с внутренней многозаходной резьбой, соответствующей профилю подаваемого жгута, связанной с приводом вращения, а прижимные звенья выполнены в виде пары взаимно подпружиненных роликов.
Прижимные звенья установлены перед подающим звеном.
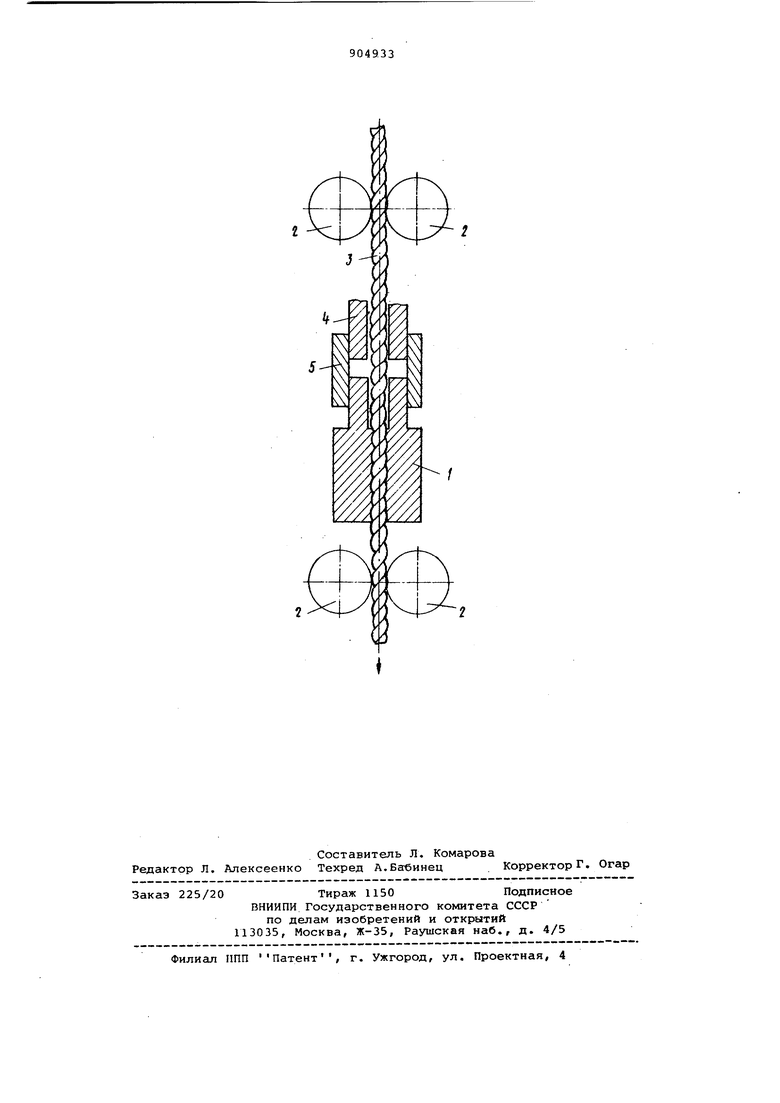
На чертеже, изображен предлагаемый механизм подачи, общий вид.
Механизм подачи состоит из подающего звена - втулки 1, прижимных звеньев - пары взаимно подпружиненных роликов 2,исключающих возможност вращения жгута 3 относительно оси подачи, и звена 4, обеспечивающего вращение втулки 1 через соединительное звено 5 относительно оси подачи жгута.
В качестве звена 4 используют либо пустотелый вал двигателя,либо пустотелое звено, получающее вращение от любого механизма.
Механизм работает следующим образом.
Скрученный из нескольких проволок жгут 3 пропускают через пустотелые звенья 4 и 5, заправляют его на некоторую глубину в подающее звено-втулку 1 и включают ее вращение посредством звена 4. При этом втулка 1, навинчиваясь иа жгут 3 и не имея возможности поступательного перемещения, пропускает его через себя. Установленные в непосредственной близости от подающего звена - втулки 1 взаимно подпружиненные прижимные ролики 2 свободного вращения пропускают через себя подаваемый жгут и исключают возможность его вращейия относительно оси подачи. Далее жгут подают в требуемом направлении.
Ролики 2 могут быть расположены и перед звеном 4, обеспечивающим врс1щение втулки 1. На чертеже такое размещение роликов показано пунктиром. При этом подающее звено - 1 может быть изготовлена из материала с высокой электропроводность
и использована одновременно в-качестве токоподводящего наконечника при дуговой сварке, плавящимся элек тродом.
Использование изобретения при механизированных способах сварки конструкций в различных отраслях промышленности позволит существенно упростить конструкции механизмов подачи, увеличить их проталкивающие осевые усилия, прилагаемые к пучку скрученных проволок и, соответственно, в несколько раз увеличить длину каналов, по которым подаются в требуемом направлении скрученные из нескольких проволок жгуты.
Формула изобретения
1.Механизм подачи скрученных в жгут проволок, содержащий привод вращения, подакяцее и прижимные звен отличающийся тем, что,
с целью упрощения конструкции и повышения усилия , подсиощее звено выполнено в виде втулки с внуренней многозаходной резьбой, соответствующей профилю подаваемого жгута, связанной с приводом вращения, а прижимные звенья выполнены в виде пары взаимно подпружиненных роликов
2.Механизм по п. 1, отличающийся тем, что прижимные звенья установлены перед подающим звеном.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 556007, кл. В 23 К 9/12, 1975.
2.Технология, организация и механизация сварочного производства. Обзор НИИинформтяжмаш,10-78-31. М., 1978, с. 26-28.
| название | год | авторы | номер документа |
|---|---|---|---|
| Подающее устройство | 1979 |
|
SU1255336A1 |
| СПОСОБ ПОДАЧИ ПРОВОЛОКИ | 1986 |
|
RU2012460C1 |
| Способ дуговой сварки | 1979 |
|
SU1230772A1 |
| СПОСОБ ПОДАЧИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2235006C1 |
| Устройство для дуговой сварки плавящимся электродом | 1977 |
|
SU1089856A1 |
| СПОСОБ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2022737C1 |
| Устройство для автоматической дуговой сварки поворотных стыков труб | 1976 |
|
SU749600A1 |
| Устройство для подачи электродной проволоки | 1990 |
|
SU1794002A3 |
| Устройство для скручивания концов обвязочной проволоки | 1983 |
|
SU1082688A1 |
| Устройство для обвязки предметов | 1982 |
|
SU1068341A1 |