(54) ГИДРАВЛИЧЕСКИЙ ЛЮНЕТ
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ ЛЮНЕТ | 1970 |
|
SU269676A1 |
| Гидравлический люнет | 1984 |
|
SU1175652A1 |
| Люнет к автоматам фасонно-продольного точения | 1985 |
|
SU1321546A1 |
| Гидравлический люнет | 1983 |
|
SU1143566A1 |
| Устройство для изготовления сильфонов | 1984 |
|
SU1263390A1 |
| Вальцешлифовальный станок для обработки валков в собственных подшипниках | 1975 |
|
SU556029A1 |
| Люнет | 1982 |
|
SU1125117A1 |
| Привод подачи сверлильного станка | 1979 |
|
SU917958A1 |
| Подвижный гидравлический люнет | 1980 |
|
SU884942A1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ | 2002 |
|
RU2225785C1 |
1
Изобретение относится к станкостроению, в частности к устройствам для поддержания и центрирования заготовок типа вал в процессе их обработки на металлорежущих станках:
Известен гидравлический самоцентриру.ющий люнет, выполненный в виде корпуса, в расточках которого помещены поршни, штоки которых несут губки, взаимодействующие с обрабатьюаемой деталью и кинематически связанные между собой поворотными секторами и механизмом запитки поршней с нажимным поршнем 1 .
Недостатком этого устройства является то, что конструкция люнета, являясь неразъемной, ограничивает использование этого устройства по диаметральному диапазону и затрудняет установку детали, а также требует специальной подготовки обрабатываемой детали в месте установки люнета - люнетной шейки.
Известен также гидравлический люнет, содержащий три рабочих гидроцилиндра со штоками, взаимодействующими с обрабатываемой деталью, гидравлический компенсатор со ступенчатым золотником с количеством ступеней, равным количеству гидроцилиндров, одна торцовая полость которого связана с напорной магистралью, а торцовые полости ступеней связаны с бесшток овыми полостями гидроцилиндров. Кроме того, в гидросистеме установлен реверсивный золотник 2.
При обработке детали с использованием этого люнета в связи с наличием общего
10 компенсатора для всех рабочих гидроцилиндров микронеровности и другие погрешности геометрической формы детали (некруглость, овальность и т.д.) вызывают одновременный отвод всех штоков и деталь во время об15работки остается безопорной.
Цель изобретения - повышение производительности труда при механической обработке деталей с ломошью гидравлического люне2Q та путем обеспечения возможности базнрования люнетом детали с необработанной поверхностью.
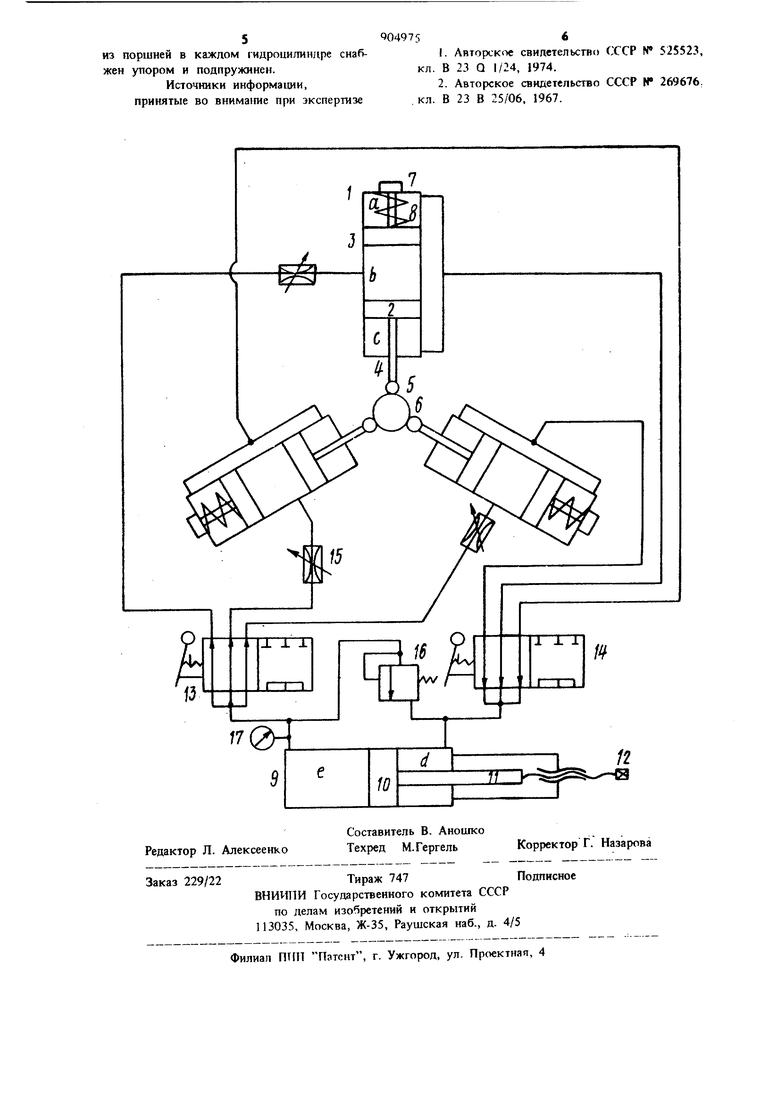
Поставленная цель достигается тем, что каждый гидроцилиндр содержит ота не связаиные меж;у собой поршня, разделяющих гидрошишидр на три полости: штоковую, гюришевую п кош1енсируюиЕую. Крайние полости, компенсирующая и штоковая соедине ны между собой трубопроводом. .Поршень подпружиненный и снабженный огра1дачительным упором, вместе с полостью, образуемой им и компенсирующей, является компенсатором перемеще П я рабочего поршня. В резуль тате налтшя KoivmeHcatopa в каждом гидроцилиндре шгоки реагирзтот на неровности детали независимо друг от друга, сохраняя ноадержку детали во время обработки. На чертеже представлена схема гадравлического люнета. Люнет содержит три рабочих гидроцилинд ра 1, объем которых разделен норшнями 2 и 3 на три полости: компенсирующую а, поршневую Ь и штоковую с. Край{ше полости а и с соединены между собой трубопроводом. Попиш т 2 жестко связаны со штоками 4, которые посредством контактов 5 качения взаимодействуют с обрабатываемой деталью 6. Компенсирующие nopmtni 3 с ограничителями 7 находятся под действием пружин 8 Полости гидрощ ли1адров с помощью трубопроводов связаны с питателем 9. Питатель нредставляет собой гидроцклиндр, разделенный iiopuuiCM 10 на полости d и е. Поршень 10 через шток 11 связан с винтовым пр}шодом 12. Управление работой падравлическош люнета обеспеч1гоается золотниками 13 и 14. Трубогфоводы, связьтаюаще золотш1к 13 с норишевыми полостями b гидроцилиндров снабжены дросселями 15. Давление в системе ограничивается переливным золотником 16 и контролируется по манометру 17. Люнет работает следующим образом. В исходном положении система заполнега рабочей жидкостью. После установки детали на станок ее предварительно закрепляют. Пр этом контакты 5 гидроцилиндров 1 не взаимодействуют с деталью 6. С помощью винтового привода 12 поршень 10 перемещается, уменьшая объем полости е. Вытесненнаяч рабочая жидкость по трубопроводам через золотьшк 13 и дроссели 15 поступает в поршневые полости b рабочих гидрошшиндров, В результате этого дорщни 2 со оттоками 4 и кот1тактами 5 пер&меидаются к детали 6 до соприкосновени Вытесненная из полости с жидкость перетекает в полости а, при этом поршни 3 перемещаются в направлении детали до срабатыванда упора 7. жидкости через золотник 14 попадает в полость d питателя 9. Затем деталь приводится во вращение, и вследствие сопротивления поршней перемещению происходит совмещение центра опорного диаметра детали 6 с линией центров станка. Деталь останавливается. Затем переключается золотник 13, запирая полости Ь гидроцилиндров ), каждую в отдельности. Переключением золотника 14 запираются сообщаюцдаеся между собой полости а и с. Деталь 6 окончательно закрепляется в станке, вновь приводится во вращение и обрабатывается. Неправильности формы неподготовленной люнетной шейки детали могут бьгть в виде выступов и впадин, Воздействие выступов детали 6 на контакты 5 приводит к перемещению щтоков 4 с поршнями 2. Так как жидкость в полости b заперта, она воздействует на поршень 3, который, перемещаясь, сжимает пружину 8. Вытесненная из полости а жидкость перетекает в полость с. Если в следующий момент времени в месте контакта 5 имеется не выступ, а впадина, давление в полости с падает и под действием пружины 8 через поршень 3 и нсидкость, запертую в полости Ь, поршень 2. перемещается в направлении детали, сохраняя связь контактами 5 с деталью 6. При этом хдадкость из полости с перетекает в полость а. При изменении опорного диаметра детали, например в случае перемещения люнета вдоль оси станка в процессе обработки, гидролюнет обеспечивает необходимые перемещения контактов 5 по описанному принципу. Таким образом, использование изобретения позволит обрабатывать детали без предварительной обработки опорной поверхности, что повышает производительность труда. Формула изобретения Гидравлический люнет, содержащий гидроцилиндры, пттоки которых взаимодействуют с обрабатьтаемой деталью, гидропривод гидроцилиндров, отличающийся тем, что, с целью повышения производительности при механической обработке деталей с помощью гидравлического люнета путем обеспечения возмгожности базирования люнетом детали с необработанной поверхностью, каждый из гидроцилиндров выполнен с тремя полостями, образованными двумя не связанными один с другим порпшями, причем крайние полости соединены меясиу собой, а один
