(54) ЗАГРУЗОЧНОЕ УСТРОЙСТВО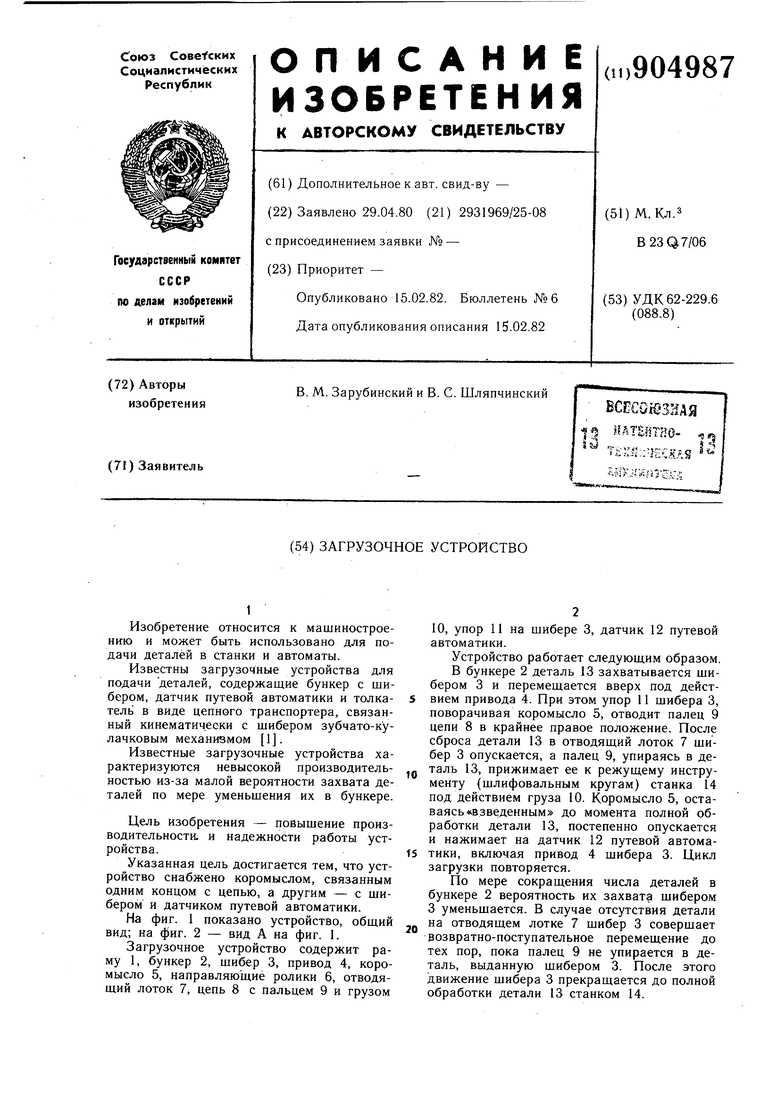
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПОДАЧИ ДЕТАЛЕЙ | 2013 |
|
RU2533980C1 |
| Загрузочное устройство | 1990 |
|
SU1774910A3 |
| Автоматическая линия для обработки деталей типа дисков | 1973 |
|
SU459324A1 |
| Загрузочное устройство | 1991 |
|
SU1814607A3 |
| Загрузочное устройство | 1988 |
|
SU1604557A1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1991 |
|
RU2023566C1 |
| Загрузочное устройство | 1991 |
|
SU1821332A1 |
| Загрузочно-разгрузочное устройство | 1977 |
|
SU667379A1 |
| Бункерное загрузочное устройство | 1985 |
|
SU1279798A1 |
| Загрузочное устройство | 1985 |
|
SU1349961A2 |
1
Изобретение относится к машиностроению и может быть использовано для подачи деталей в станки и автоматы.
Известны загрузочные устройства для подачи деталей, содержащие бункер с шибером, датчик путевой автоматики и толкатель в виде цепного транспортера, связанный кинематически с шибером зубчато-кулачковым механизмом 1.
Известные загрузочные устройства характеризуются невысокой производительностью из-за малой вероятности захвата деталей по мере уменьшения их в бункере.
Цель изобретения - повышение производительности, и надежности работы устройства.
Указанная цель достигается тем, что устройство снабжено коромыслом, связанным одним концом с цепью, а другим - с шибером и датчиком путевой автоматики.
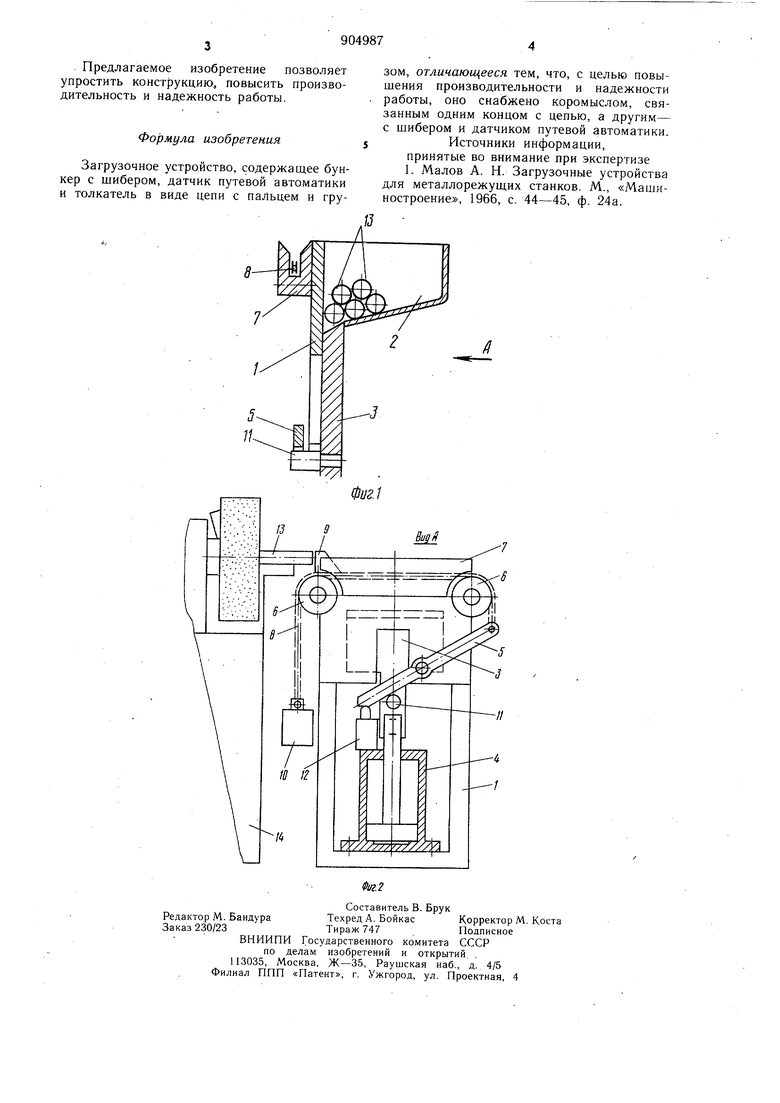
На фиг. 1 показано устройство, общий вид; на фиг. 2 - вид А на фиг. 1.
Загрузочное устройство содержит раму 1, бункер 2, шибер 3, привод 4, коромысло 5, направляюи ие ролики 6, отводящий лоток 7, цепь 8 с пальцем 9 и грузом
10, упор 11 на шибере 3, датчик 12 путевой автоматики.
Устройство работает следующим образом.
В бункере 2 деталь 13 захватывается шибером 3 и перемещается вверх под действием привода 4. При этом упор 11 шибера 3, поворачивая коромысло 5, отводит палец 9 цепи 8 Б крайнее правое положение. После сброса детали 13 в отводящий лоток 7 щибер 3 опускается, а палец 9, упираясь в де. таль 13, прижимает ее к режущему инструменту (шлифовальным кругам) станка 14 под действием груза 10. Коромысло 5, оставаясь «взведенным до момента полной обработки детали 13, постепенно опускается и нажимает на датчик 12 путевой автоматики, включая привод 4 шибера 3. Цикл
fS загрузки повторяется.
По мере сокращения числа деталей в бункере 2 вероятность их захвата шибером 3 уменьшается. В случае отсутствия детали на отводящем лотке 7 шибер 3 совершает
20 возвратно-поступательное перемещение до тех пор, пока палец 9 не упирается в деталь, выданную шибером 3. После этого движение шибера 3 прекращается до полной обработки детали 13 станком 14.
