(54) УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ПЛОСКИХ ИЗДЕЛИИ С ОДНОГО КОНВЕЙЕРА НА ДРУГОЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для сборки рабочих секций фильтрующих коробок | 1990 |
|
SU1720685A1 |
| Секционный конвейер транспортно-накопительной системы | 1989 |
|
SU1691238A1 |
| Устройство для упаковки сыпучего материала в клапанные мешки | 1982 |
|
SU1113308A1 |
| ШПАЛОПИТАТЕЛЬ ЛИНИИ ОБРАБОТКИ ШПАЛ | 1992 |
|
RU2070245C1 |
| Устройство для разгрузки и загрузки стеллажей склада штучными грузами | 1974 |
|
SU547378A1 |
| Линия формирования садки сырца-кирпича на печную вагонетку | 1987 |
|
SU1412975A1 |
| Устройство для загрузки длинномерных заготовок | 1990 |
|
SU1803305A1 |
| Машина для формирования на поддонах пакетов из затаренных в мешки грузов | 1975 |
|
SU557022A1 |
| УСТРОЙСТВО для ШТАБЕЛИРОВАНИЯ ЯЩИКОВ | 1969 |
|
SU255118A1 |
| Устройство для сборки-разборки стопы плоких изделий | 1988 |
|
SU1618710A1 |
1
Изобретение относится к промышленному транспорту, а именно к устройствам для межоперационного транспортирования штучных грузов, и может найти применение в установках, производяших плоские изделия, например керамические плитки.
Известно устройство для передачи штучных грузов с одного конвейера на другой, вкЛючаюш,ее подъемно-опускной перекладчик, выполненный в виде вилки с приводом перемеш,ёния, установленный над приемным конвейером 1.
Недостатком известного устройства является ненадежная ориентация изделий в процессе транспортирования и невозможность реверсивного движения.
Наиболее-близким по технической сущности и достигаемому результату к пред ложенному является устройство для перекладки изделий с одного конвейера на другой, включающее установленный на основании над приемным конвейером подъемноопускной от пр ивода перекладчик в виде консольно закрепленных и кинематически связанных между собой через приводной вал роликов с приводом их вращения 2.
Недостатком данного устройства являются возможность повреждения изделий из-за неплавности движения и ограниченность технологических возможностей ввиду отсутствия реверсивного движения. Цель изобретения - снижение повреждений изделий и расширение технологических возможностей.
Указанная цель достигается тем, что подъемно-опускной перекладчик установлен посредством щарнирной рычажной системы, а приводной вал роликов связан с приводом их вращения посредством разъемной муфты.
Разъемная муфта выполнена в виде звез15 дочки с подпружиненными кулачками, установленной на выходном валу привода, и полумуфты с пазами, укрепленной на приводном валу роликов с возможностью взаимодействия в верхнем положении перекладчика с кулачками звездочки.
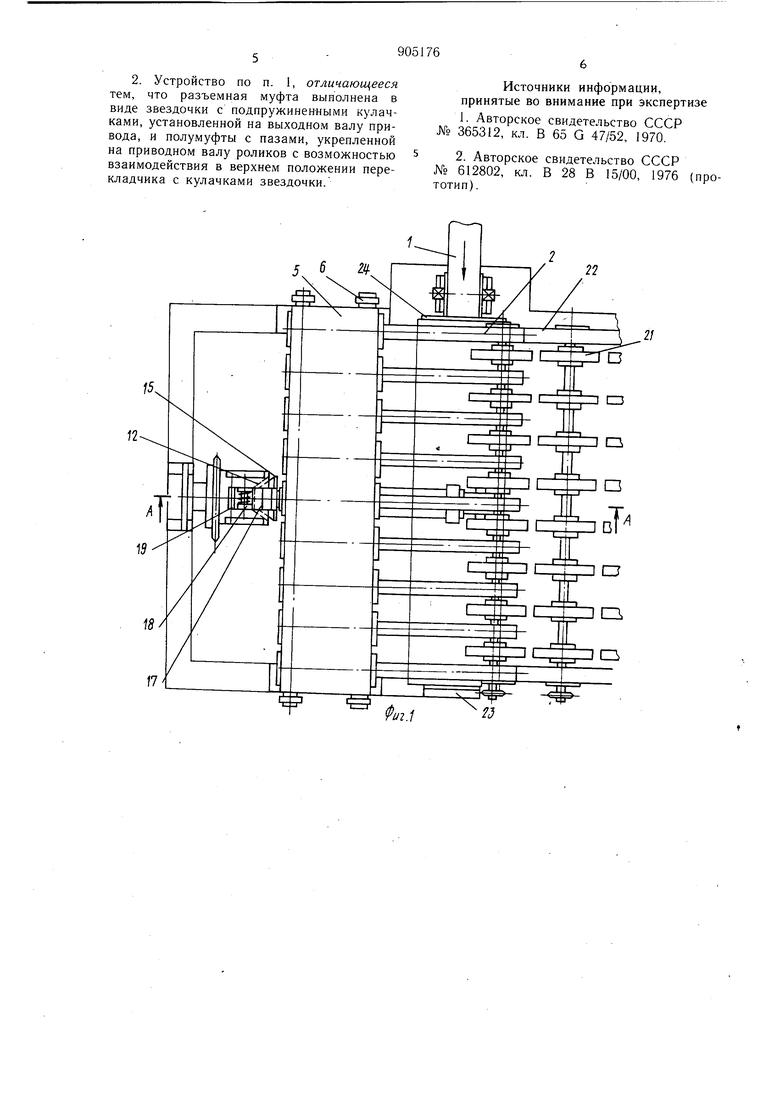
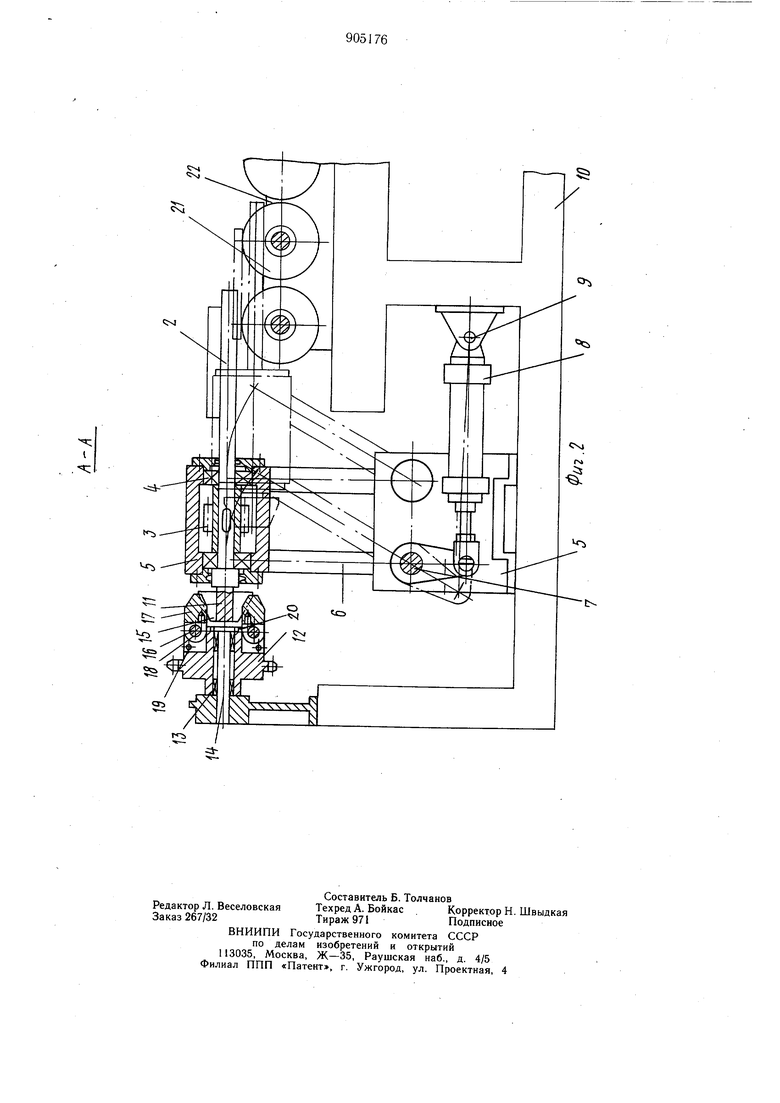
На фиг. 1 изображено предложенное устройство, общий вид; на фиг. 2 разрез А-А на фиг. 1.
Устройство содержит подающий конвейер 1, подъемно-опускной перекладчик,
включающий ролики 2, связанные между собой шестернями 3, вращающимися в подшипниках 4, установленные в корпусе 5. Корпус 5 соединен с щарнирно-рычажной системой 6. Ее ось 7 является приводной и связана с силовым цилиндром 8, который с помощью шарнира 9 закреплен на основании 10. Один из роликов 2 соединен с приводным валом 11. Соединение приводного вала 11 с приводом осуществляется через разъемную муфту. Муфта состоит из звездочки 12, установленной на подшипниках 13 на выходном валу 14 привода, и полумуфты 15 с пазами, жестко закрепленной на приводном валу И. На звездочке 12 на осях 16 закреплены кулачки 17 с пружинами 18. Каждая пружина 18 одним концом упирается в штифт 19, а другим - в отверстие в кулачке 17. Упоры 20 ограничивают разжимание пружин 18 в период выхода кулачков 17 из зацепления с полумуфтой 15. Приемный конвейер 21 устройства представляет собой рольганг из нескольких роликов, выполненных из нескольких элементов и смонтированных на одной оси. На раме 22 конвейера 21 установленупор 23 и на противоположной стороне --отсекатель 24.
Устройство работает следующим образом.
Звездочка 12, постоянно вращающаяся передает вращение на приводной вал 11 подъемно-опускного перекладчика через разъемную муфту. Через приводной вал вращение передается одному из роликов 2 а от него через шестерни 3 на другие ролики 2. На консольно выступающие из корпуса ролики 2 по подающему конвейеру поступают изделия. Изделия движутся до упора 23. При наборе полного ряда изделий включается отсекатель 24. Одновременно подается команда на силовой цилиндр 8 который приводит в движение щарнирнорычажную систему 6 перекладчика. В результате корпус 5 начинает перемещаться вдоль приемного конвейера 21, полумуфта 15 выходит из зацепления с кулачками 17, пружины 18 кулачков 17 на осях 16 разжимаются до упоров 20. Передача вращения на ролики 2 прекращается. Ролики 2 перекладчика, совершая плоско-параллельное движение, опускаются ниже уровня роликов приемного конвейера 21 и оставляют на них изделия. Ролики приемного конвейера 21 начинают вращаться и перемещать изделия. В момент выхода изделий из зоны роликов 2 подъемно-опускного перекладчика силовому цилиндру 8 подается команда возвратного движения. При этом полу.муфта 15 и звездочка 12 разъемной муфты устанавливаются соосно. Звездочка 12 вращается вхолостую до тех пор, пока кулачки 17 не попадут в пазы полумуфты 15. Когда кулачки 17 входят в зацепление с цолумуфтой, начинается движение
всех роликов 2 подъемно-опускного перекладчика. После возврата перекладчика в исходное положение датчик дает команду на отсекатель 24, который опускается и пропускает следующую партию изделий на ролики 2 перекладчика. Цикл работы повторяется.
Реверсивное движение осуществляется аналогичным образо.м.
В исходном положении подъемно-опускного перекладчика ролики 2 находятся ниже уровня роликов конвейера 21..Изделия подаются по приемно.му конвейеру 21 в направлении роликов 2 перекладчика. Когда изделия находятся над роликами 2, на силовой цилиндр 8 поступает команда возвратного движения. Известным образо.м происходит сцепление .муфты. Ролики 2 приходят в движение, и изделия с роликов 2 перемещаются на конвейер 1, далее - по технологии процесса.
Использование предлагаемого устройства обеспечивает надежную ориентацию изделий и их сохранность зо время транспортирования за счет того, что ролики, закрепленные в корпусе подъемно-опускного перекладчика, совершают плоско-параллельное движение, и изделия, находящиеся на них, всегда располагаются параллельно поверхности приемного конвейера и укладываются на него сразу всей опорной поверхностью на неподвижный в момент передачи приемный конвейер. Это позволяет избежать нарущение ориентации, дефор.мацию и сколы, отрицательно влияющие на качество изделий и работу устройства.
Возможность передающих роликов перекладчика соверщать плоско-параллельное движение позволяет осуществить реверсивное движение изделий. В это.м случае в кон-, це приемного конвейера возможно устроить накопитель изделий и по мере необходимости выдавать изделия при обратном ходе конвейера для последуюпхей технологической обработки.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
I
.
/
о
