(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ Н.ЛЛИЧИЯ В ДЕТ.ЛЛИ ОТВЕРСТИР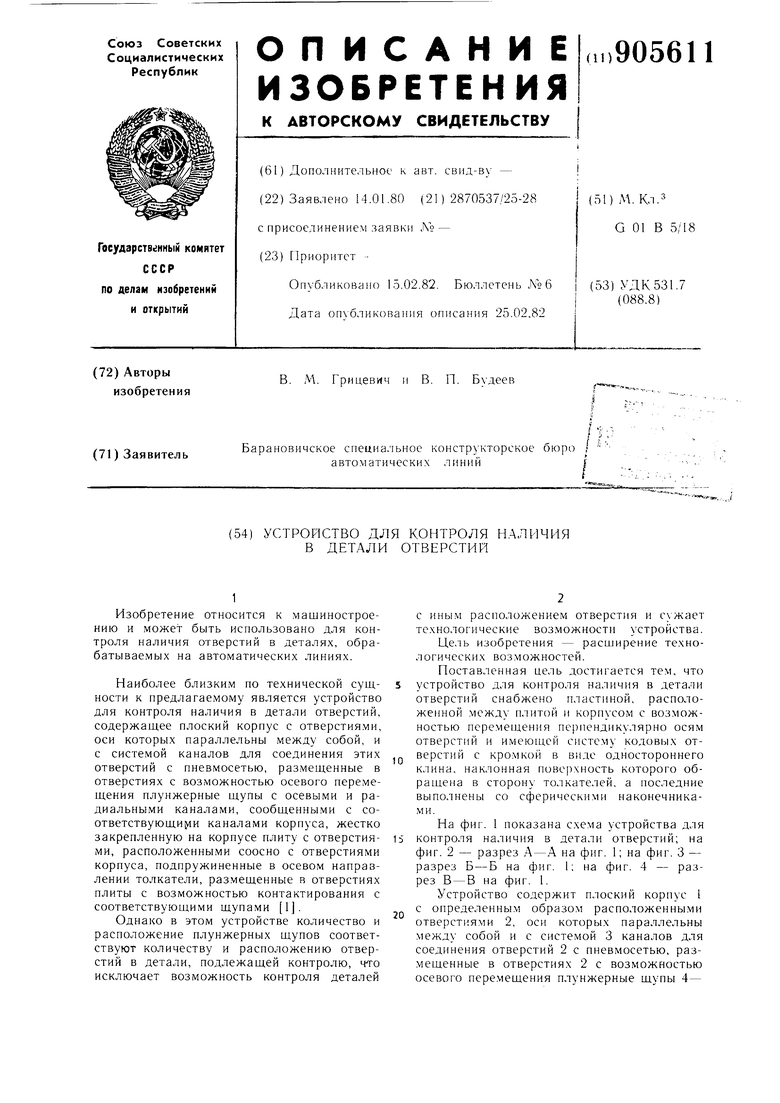
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля наличия и глубины отверстий | 1980 |
|
SU945655A1 |
| УСТРОЙСТВО для КОНТРОЛЯ НАЛИЧИЯ в ДЕТАЛЯХОТВЕРСТИЙ | 1972 |
|
SU345355A1 |
| Устройство для осевой ориентации заготовки и контроля инструмента | 1984 |
|
SU1219271A1 |
| Устройство для перемещения заготовок между рабочими позициями пресса | 1986 |
|
SU1412852A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Узорообразующее устройство плосковязальной машины | 1986 |
|
SU1406247A1 |
| Устройство для контроля наличия просверленных отверстий | 1983 |
|
SU1133043A1 |
| Емкостный датчик угла | 1989 |
|
SU1768949A1 |
| Устройство для распределения припуска на заготовке лопатки | 1976 |
|
SU655498A1 |
| ПНЕВМАТИЧЕСКИЙ КОНТРОЛЬНО-ДИАГНОСТИЧЕСКИЙ СТЕНД | 2014 |
|
RU2597630C2 |
1
Изобретение относится к машиностроению и может быть использовано для контроля наличия отверстий в деталях, обрабатываемых на автоматических линиях.
Наиболее близким по технической сущности к предлагаемому является устройство для контроля наличия в детали отверстий, содержащее плоский корпус с отверстиями, оси которых параллельны между собой, и с системой каналов для соединения этих отверстий с пневмосетью, размещенные в отверстиях с воз.можностью осевого перемещения плунжерные щупы с осевыми и радиальными каналами, сообщенны.ми с соответствующиЕли каналами корпуса, жестко закрепленную на корпусе плиту с отверстиями, расположенными соосно с отверстиями корпуса, подпружиненные в осевом направлении толкатели, размещенные в отверстиях плиты с возможностью контактирования с соответствующими щупами 1.
Однако в этом устройстве количество и расположение плунжерных щупов соответствуют количеству и расположению отверстий в детали, подлежащей контролю, что исключает возможность контроля деталей
с иным расположением отверстия и сужает технологические возможности устройства.
Цель изобретения - расширение технологических возможностей.
Поставленная цель достигается тем, что устройство для контроля наличия в детали отверстий снабжено пластиной, расположенной между плитой и корпусом с возможностью перемепдения перпендикулярно осям отверстий и имеющей систе.му кодовых отверстий с кромкой в виде одностороннего клина, наклонная поверхность которого обращена в сторону толкателей, а последние выполнены со сферическими наконечникам и.
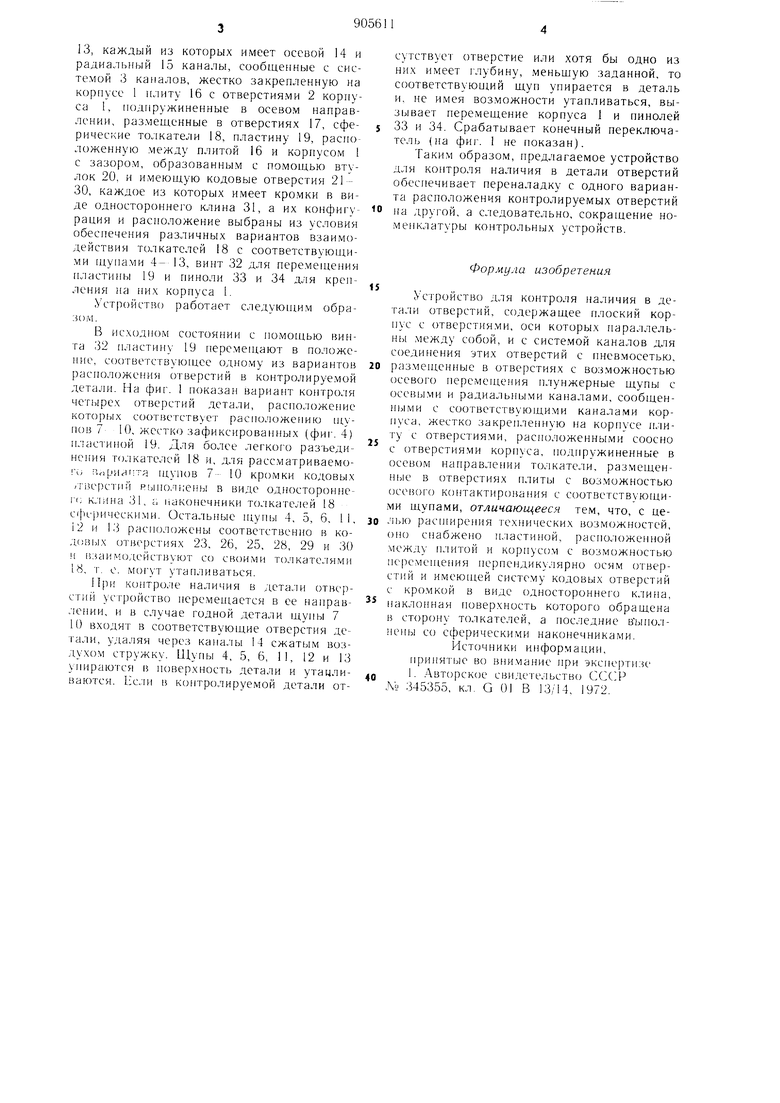
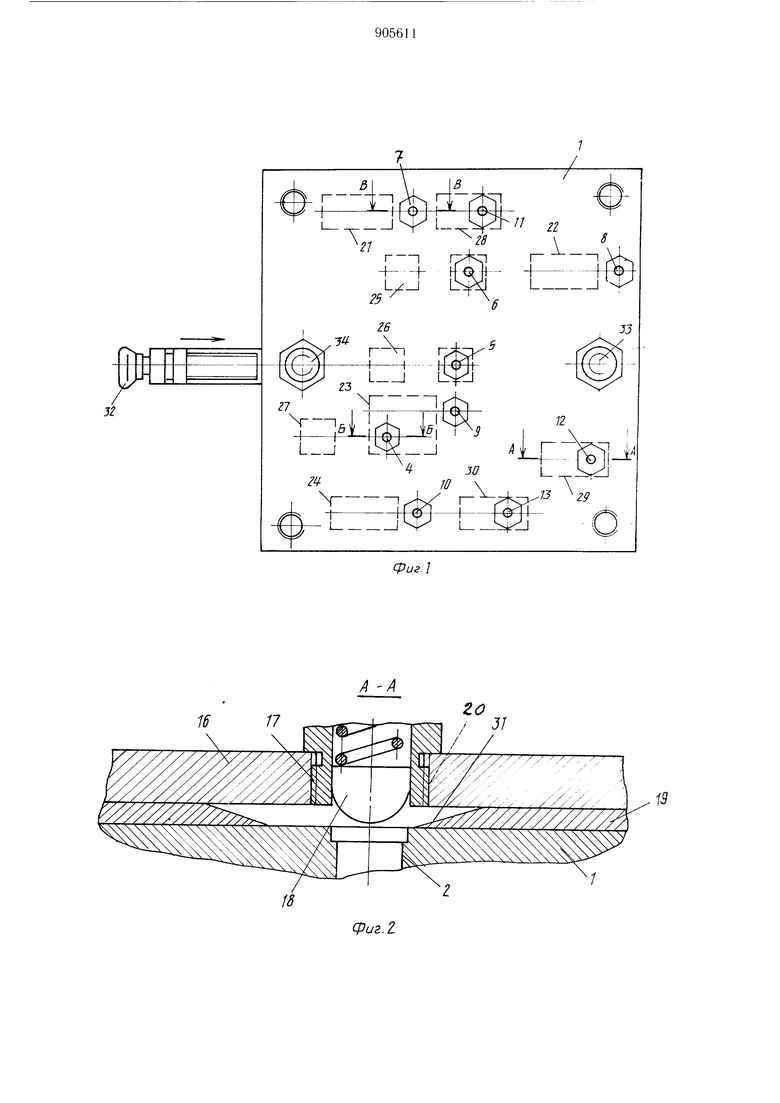
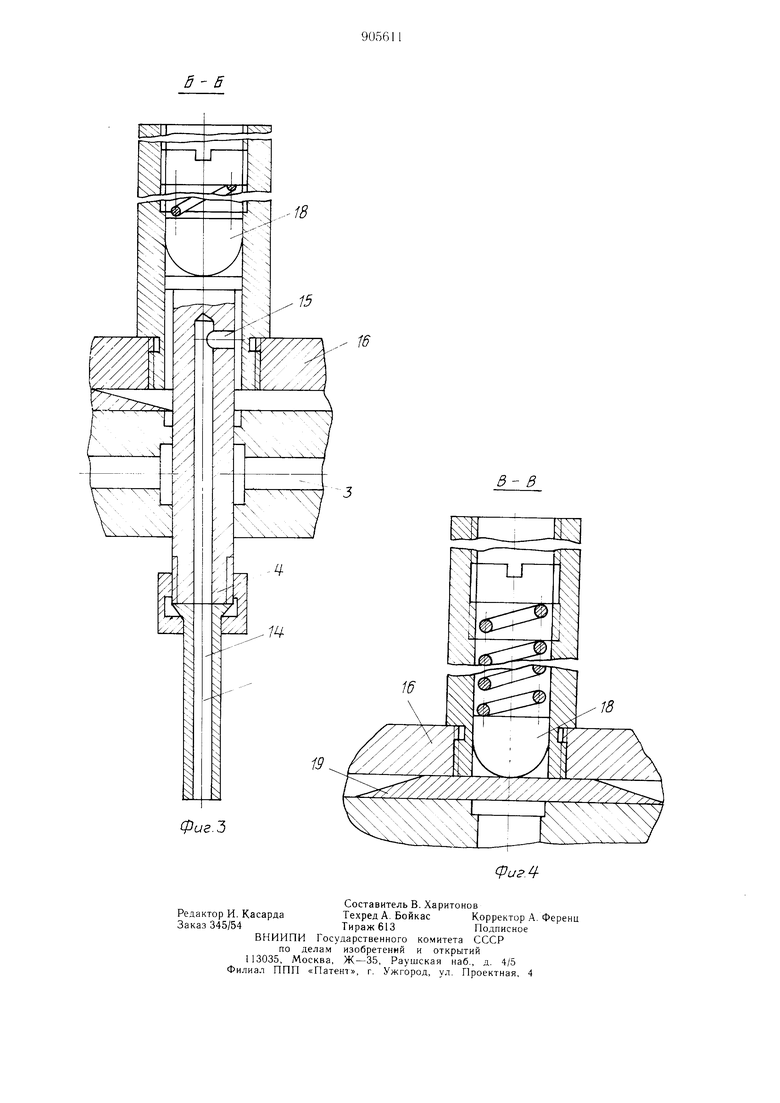
На фиг. 1 показана схема устройства для контроля наличия в детали отверстий; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б - Б на фиг. 1; на фиг. 4 - разрез В - В на фиг. 1.
Устройство содержит плоский корпус I с определенным образом расположенными отверстиями 2, оси которых параллельны между собой и с системой 3 каналов для еоединения отверстий 2 с пневмосетью, размещенные в отверстиях 2 с возможностью осевого пере.мещения плунжерные щупы 4-
13, каждый из которых имеет осевой 14 и радиа.льный 15 каналы, сообщенные с системой 3 каналов, жестко закрепленную на корпусе 1 плиту 16 с отверстиями 2 корпуса 1, подпружиненные в осевом направлении, размещенные в отверстиях 17, сферические то.лкатели 18, пластину 19, расположенную между плитой 16 и корпусом 1 с зазором, образованным с помощью втулок 20, и имеющую кодовые отверстия 21 30, каждое из которых имеет кромки в виде одностороннего клина 31, а их конфигурация и расположение выбраны из условия обеспечения различных вариантов взаимодействия толкателей 18 с еоответствуюп,ими Поупами 4-13, винт 32 для перемещения пластины 19 и пиноли 33 и 34 для крепления на них корпуса 1.
Устройст «) работает следующим образом.
В исходном состоянии с винта 32 1ластину 19 перемеп1,ают в положение, соответствуюпдее одному из вариантов расположения отверстий в контролируемой детали. На фиг 1 показан вариант ко1ггро;1я четырех отверстий детали, расположение KOTopijix соответствует расположению щупов 7 К), жестко зафиксированных (фиг. 4) пластиной 19. Для более легкого разъединения то;1кателей 18 и, для расс.матриваемо Р,приг11;та щупов 7- 10 кромки кодовых /пзерстий Р)П1олпень в виде одностороннегс 31, а наконечники то.чкателей 18 сферическими. Осталып11е П1,упы 4, 5, 6, 11, 12 и 13 расположены соответственно в кодовых отверстиях 23, 26, 25, 28, 29 и 30 и 5заимодействуют со своими толкате.гямм 18, т. е. мо1ут утапливаться.
контроле наличия в детали отверстий усгройство пере.мещается в ее направлении, и в елучае годной детали щупы 7 И) входят в соответствующие отверстия детали, удаляя через кана.лы 14 сжатым воздухом стружку. Щупы 4, 5, 6, 11, 12 и 13 упираются к поверхность детали и утацливаютси. Нс.ли в контролируемой детали отсутствует отверстие или хотя бы одно из них имеет глубину, меньшую заданной, то соответствуюп1.ий щуп упирается в деталь и, не имея возможности утапливаться, вызывает перемещение корпуса 1 и пинолей
33 и 34. Срабатывает конечный переключатель (на фи1 1 не показан).
Таким образом, предлагаемое устройство для коптроля наличия в детали отверстий обеспечивает переналадку с одного варианта расположения контролируемых отверстий
па другой, а следовательно, сокращение номер|клатуры контрольных устройств.
Формула изобретения
Устройство для контроля наличия в детали отверстий, содержащее плоский корпус с отверстиями, оси которых параллельны .между собой, и с еисте.мой каналов для соединения этих отверстий с пнев.мосетью,
0 размеп;енные в отверстиях с воз.можностью осевого иеремеп1ения плунжерные щупы с осевыми и радиальными ка алами, сообщенными с соответствующими канала.ми корпуса, жестко закрепленную на корпусе плиту с отверстиями, расположенными соосно с отверстия.ми корпуса, подпружиненные в осевом направлении толкатели, раз.мещенные в отверстиях плиты с воз.можностью oceiioro контактирования с соответствующи.ми щупами, отличающееся тем, что, с целью расп1ире п-1я технических возможностей, оно снабжено пластиной, расположенной .между п.литой и корпусом с возможностью перемеп1,ения перпендикулярно осям отверстий и имеклцей систему кодовых отверстий с кро.мкой в виде одностороннего клина,
наклонная поверхность которого обращена в сторону толкателей, а последние выпо.лнены со сферическими наконечниками.
Источники информации, принятые во внимание при экспертизе
QI. . BTopCKoe свидетельство CCCiP
ЛЬ 345355, кл. G 01 В 13/14, 1972.
сриг.г
