ю
00
ел
1C
Изобретение относится к обработке металлов давлением и может быть использовано для перемещения заготовок между рабочими позициями пресса.
Цель изобретения - расширение технологических возможностей за счет улучшения системы контроля положения заготовок.
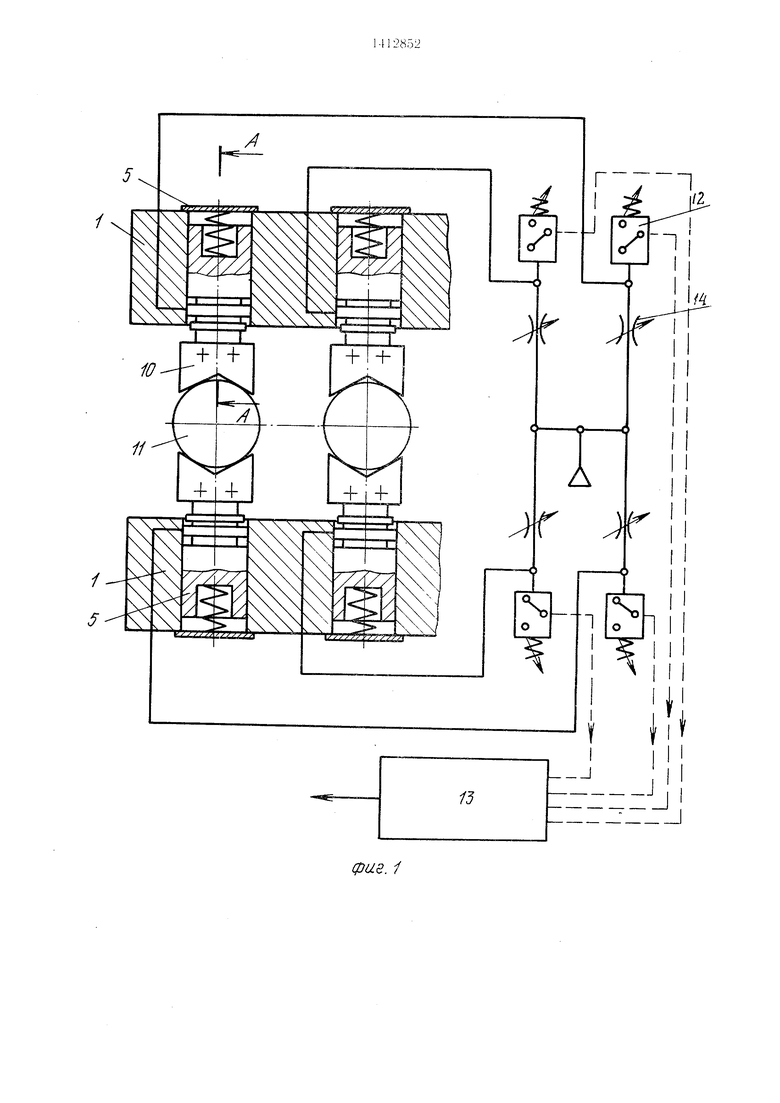
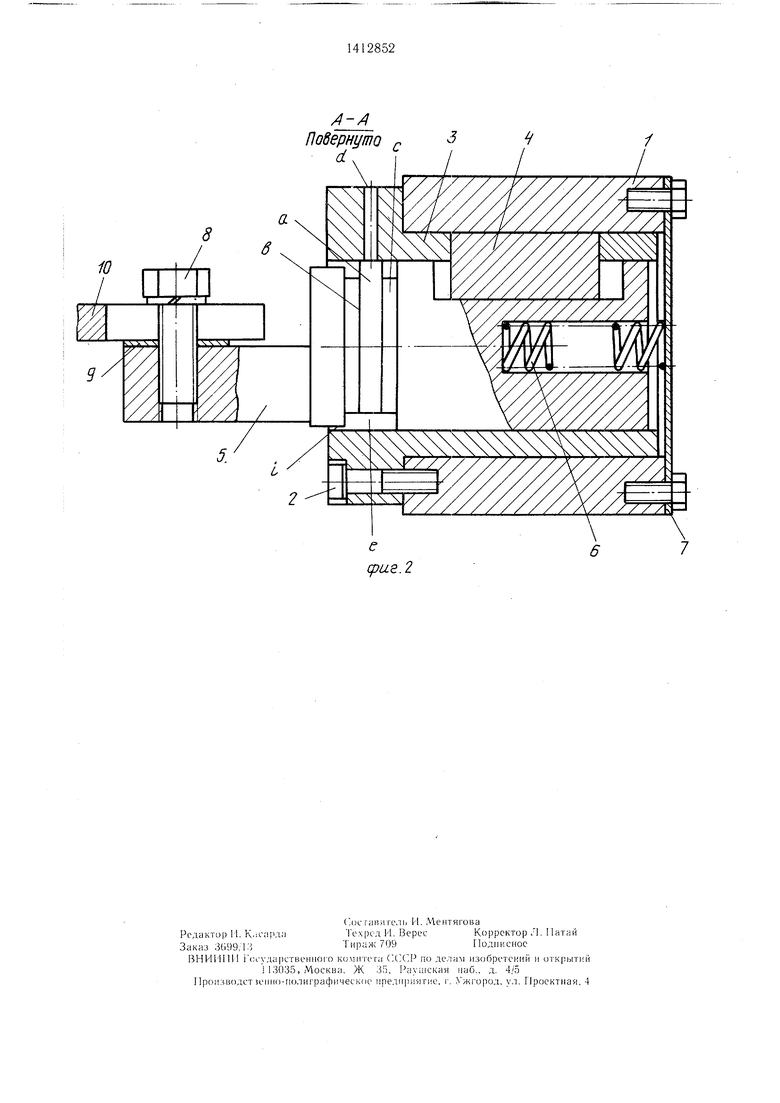
На фиг. 1 изображено устройство для перемещения заготовок между рабочими позициями пресса; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит грейферные линейки 1, в которых с помощью винтов 2 смонтированы корпусы 3. В корпусе 3 с помощью щпонки 4 установлен плунжер 5, на одном конце которого располагается пружина 6, удерживающая в исходном положении плунжер 5 (фиг. 2) и упирающаяся в крыщ- ку 7, а на другом с помощью болтов 8 и регулировочной прокладки 9 - захват 10. При этом захваты 10 устанавливаются на |лунжерах 5 таким образом, что в мо.мент нахождения в них заготовки 11 контрольный поясок (выступ) а, разделяющий сообщающиеся кольцевые канавки Ь, закрывает отверстие d, через которое подается из инев- мосисте.мы сжатый воздух (фиг. 2). Канавки b и с соединяются между собой каналом е. Со стороны захвата 10 между плунжером 5 и корпусом 3 имеется кольцевой зазор i, соединяющий канал b и с с атмосферой.
Пневмосистема включает в себя несколь ко пневматических цепей по числу плунжер- пых пар. Каждая пневматическая цепь содержит реле 12 давления, связанное с логической электронной системой 13. Настройка каждой пневматической цепи осуществляется дросселем 14.
Устройство работает следующи.м образом .
Сжатый воздух через пневмосистему постоянно подается в корпус 3 через отверстие d (фиг. 2). Если заготовка 11 находится в захватах 10, контрольный поясок а плунжера 5 перекрывает отверстие d. Пневматическая цепь, включающая пневмодроссель 14 и реле 12 давления, находится под давлением, и реле 12 давления подает сигнал в логическую электронную систему 13 о наличии заготовки в захвате.
Если заготовка 11 по каким-либо причи- на.м отсутствует в захватах 10, плунжер 5 под действием пружины 6 выдвигается из корпуса 3 и соединяет канавку с с отверстием d. Воздух через канал е и зазор i выходит в атмосферу, что приводит к падению давления в пневматической nerni данного
плунжера, которое фиксируется реле 12 давления, дающем сигнал в логическую электронную систему 13 об отсутствии заготовки в захвате.
Наличие канавки b предусматривает случай, когда в захват 10 попадает посторонний предмет большего размера, чем заготовка 11, или, например, когда захваты 10 упираются в облой (неправильный захват). В этом случае плунжер 5, сжимая пружину 6, входит в корпус 3 до соприкосновения с крышкой 7 и соединяет отверстие d с канавкой Ь. Воздух через зазор i выходит в атмосферу.
Проис.ходит падение давления в пневматической цепи одного из плунжеров 5, фиксируемое реле 12 давления. Сигналы от всех реле 12 давления суммируются и обрабатываются логической электронной систе- .мой 13, которая в зависимости от ожидаемого положения плунжеров 5 при данном цикле работы грейферной подачи дает сигнал на аварийную остановку пресса или разрешает его дальнейшую работу.
25
Формула изобретения
Устройство для перемещения заготовок между рабочими позициями пресса, содержащее грейферные линейки, расположенные
,, симметрично относительно оси перемещения заготовок и несущие захваты, механизм контроля положения заготовок в захватах и систему управления, отличающееся тем, что, с целью расширения технологических возможностей, за счет улучшения системы
5 контроля положения заготовок, механизм контроля выполнен в виде плунжерных пар, имеющих корпусы с отверстия.ми .1ля подачи сжатого воздуха из пневмосети и закрепленные на грейферных линейках плунжеры, и.ме„ ющие каждый по .меньшей мере две кольце- 0
вые канавки и установленные в корпусах
плупжерных пар с возможностью перемещения в направлении, перпендикулярном оси пере.мещения заготовок, и подпружи- пенных в этом направлении пружинами, 5 дросселей и реле давлений, соединенных с системой управления, причем система управления выполнена в виде логической электронной системы, захваты закреплены на плунжерах, отверстия корпусов плунжерных пар соединены с пневмосистемой через реле давления и дроссели, ктьцевые канавки каждого из плунжеров ра: .южепы по обе стороны отверстия корпуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный пресс для горячей объемной штамповки | 1985 |
|
SU1279716A1 |
| Автоматическая линия для многопозиционной листовой штамповки | 1986 |
|
SU1470398A1 |
| Грейферное подающее устройство к прессу | 1987 |
|
SU1433594A1 |
| Автоматизированный комплекс для горячей штамповки | 1988 |
|
SU1750839A1 |
| УСТРОЙСТВО для КОНТРОЛЯ ПОЛОЖЕНИЯ ЗАГОТОВОК | 1973 |
|
SU396154A1 |
| Грейферный механизм подачи к штампу для вязки крючковых цепей | 1980 |
|
SU984585A1 |
| Устройство для штамповки деталей из штучных заготовок | 1985 |
|
SU1368089A1 |
| Грейферный механизм | 1978 |
|
SU774725A1 |
| Автоматический комплекс для горячей объемной штамповки | 1987 |
|
SU1493373A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
Изобретение относится к обработке металлов давление.м и может быть использовано для перемеп1.ения заготовок между рабо- чи.ми позициями пресса. Цель изобретепия - расширение техпологических воз.можностеи за счет улучп1епия системы контроля положения заготовок. Заготовки перемен1.аются между рабочими позиция.ми пресса грейферными линейками с помощью захватов. Ио- ложепие заготовок в захватах определяется механизмом контроля, выполненным в виде силовых цилиндров, в корпусах которых установлены плунжеры с двумя кольцевыми канавками. Плунжеры подпружинены пружинами перпендикулярно к оси перемешения заготовок. В каждом из корпусов выполнено отверстие, расположенное между кольцевыми канавками плунжеров и соединенное с нневмосистемой через реле давления и дроссель. Каждое из реле давления связано с системой управ,1ения, вынолненной в виде .логической электронной систе.мы. 2 ил. S
фае. 1
А- Побернушо г
d.
10
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАЛИЧИЯ ЗАГОТОВОК В ЗАХВАТНЫХ ОРГАНАХ ПОДАЮЩЕГО УСТРОЙСТВА | 1972 |
|
SU422505A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
