() СПОСОБ КОНТРОЛЯ КАЧЕСТВА СБОРКИ ПОДШИПНИКОВ КАЧЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества сборки подшипников качения | 1981 |
|
SU996903A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СБОРКИ ПОДШИПНИКОВОГО УЗЛА | 2022 |
|
RU2790276C1 |
| Способ контроля качества поверхностижЕлОбА КОлЕц пОдшипНиКОВ КАчЕНия | 1979 |
|
SU827975A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ БЕТОНА МЕТОДОМ АКУСТИЧЕСКОЙ ЭМИССИИ | 2022 |
|
RU2807868C1 |
| Способ контроля прессовой посадки колец подшипников осей колесных пар железнодорожных вагонов | 2022 |
|
RU2779604C1 |
| СПОСОБ ВХОДНОГО КОНТРОЛЯ ПОДШИПНИКОВ | 2011 |
|
RU2495393C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СИЛ ПРИСОЕДИНЕННОЙ ИНЕРЦИИ И ДЕМПФИРОВАНИЯ ТЕЛ МЕТОДАМИ ИХ СВОБОДНЫХ ЗАТУХАЮЩИХ КОЛЕБАНИЙ В ЖИДКОСТИ | 2009 |
|
RU2425344C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2130368C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГИСТЕРЕЗИСНЫХ ПОТЕРЬ МАЯТНИКОВЫМ ТРИБОМЕТРОМ | 2014 |
|
RU2559120C1 |
| СПОСОБ ДУБЛЕНИЕ КОЖИ | 1992 |
|
RU2045580C1 |
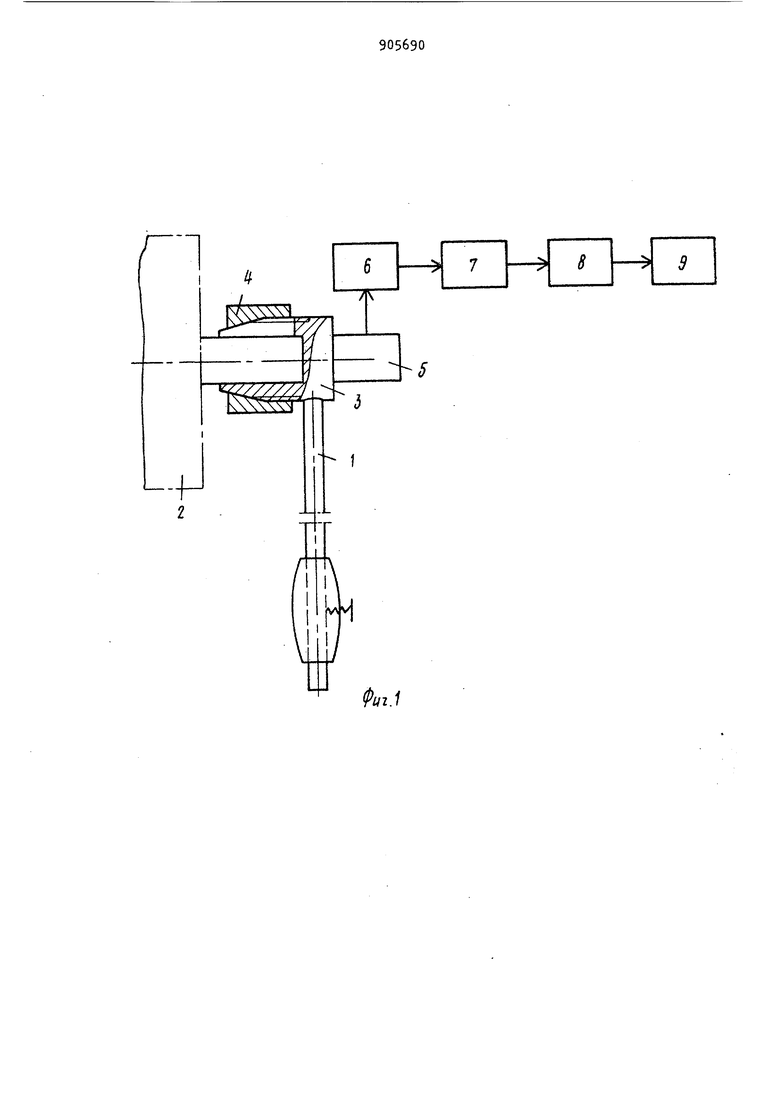
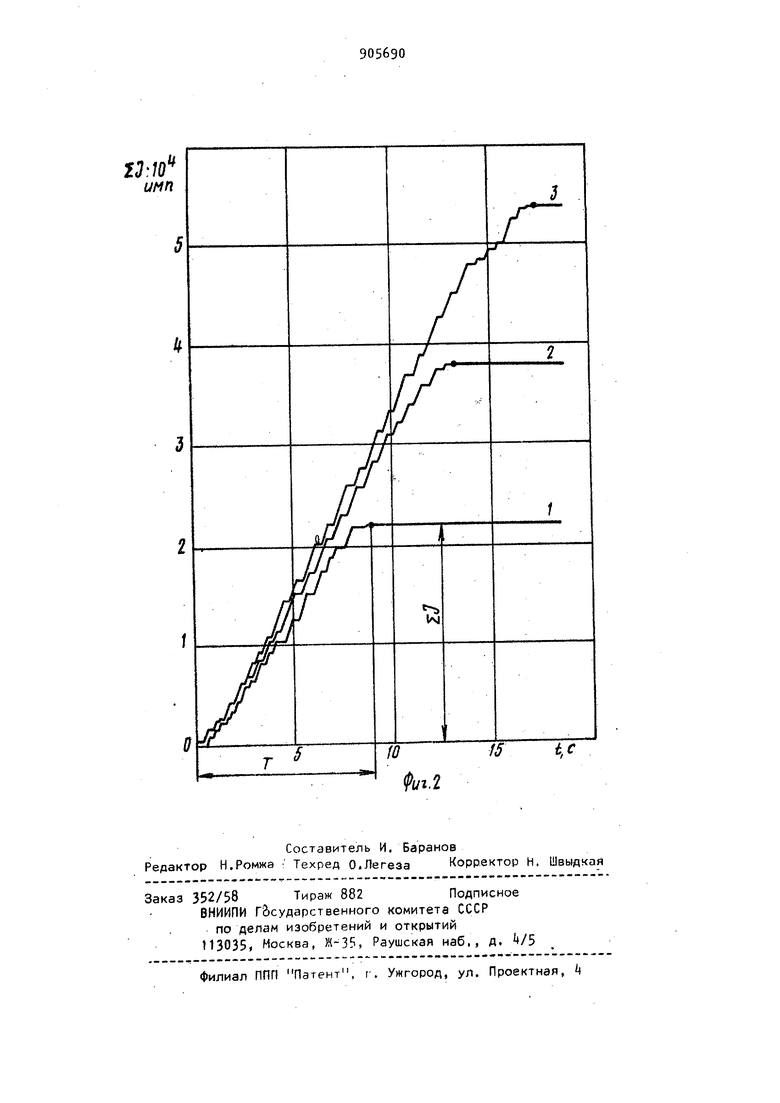
Изобретение относится к подшипниковой промышленности и может быть ис пользовано для контроля качества сбо ки подшипников качения. Известен способ контроля качества сборки подшипников качения,заключающийся в том, что создают затухающие колебания подшипников вокруг оси вра щения под действием маятника, измеряют период полного затухания колебаний и по полученной информации определяют качество подшипников 1 . Однако недостатком является низкое качество контроля подшипников. Цель изобретения - повышение качества контроля сборки подшипников. Поставленная цель достигается тем что создают затухающие колебания под шипников вокруг оси вращения под дей ствием маятника, измеряют суммарное число импульсов акустический эмиссии за период полного затухания колебаний, рассчитывают среднюю интенсивность импульсов акустической эмиссии по формуле - с п. ш средняя интенсивность импульсов акустической эмиссии;П - суммарное число импульсов акустической эмиссии; Т - период полного затухания колебаний, и качество сборки подшипников определяют по суммарному числу импульсов и средней интенсивности импульсов акустической эмиссии. На фиг. 1 показана схема устройства для осуществления способа; на фиг. 2 - графики изменения суммарного числа импульсов акустической эмиссии во времени, где кривые 1-3 соответствуют сборке подшипников с тугим, плотным натягом колец и свободной п,осадке колец подшипников соответственно. Устройство содержит маятник 1 , снабженный узлом крепления его на роторе изделия 2, состоящим из втулки 3 и накидной гайки k цангового патрона, последовательно соединенные широкополостный преобразователь 5, например пьезоэлектрический, усилитель 6 электрических сигналов аку стической эмиссии, широкополостный фильтр 7, пороговое устройство 8 и регистратор 9. Способ осуществляют следующим образом. На роторе 2 контролируемого объекта гайкой 4 со втулкой 3 крепят маятник 1. Отклоняют маятник 1 от вертикального положения и создают с его помощью затухающие колебания ротора 2, Сигналы акустической эмиссии, воз никающие в подшипниковом узле объек та 2 по звукопроводу - ротору изделия, поступают в преобразователь 5 закрепленный на цанговом патроне мая ника 1 . Эти сигналы преобразователем 5 преобразуются в электрические си|- налы, которые проходят далее через последовательную цепочку, состоящую из усилителя 6, фильтра 7, порогового устройства 8 и регистратора 9. Последний производит запись кривой зависимости суммарного числа импульсов акустической эмиссий 2 от периода Т колебаний маятника до полного его затухания. По этой кривой определяют параметры 1 и , по которым производят оценку качеств сборки подшипников качения. Положительный эффект от внедрения предлагаемого способа состоит е том что повышена точность и достоверност контроля качества сборки подшипников качения непосредственно в корпусах готовых изделий за счет простой схемы реализации и использования в качестве оценочных показателей параметров акустической эмиссии, выделяющейся на фоне Низкочастотных помех. Это повышает точность входного контроля подшипниковых узлов, надежность и долговечность различных изделий при их эксплуатации. Формула изобретения Способ контроля качества сборки подшипников качения, заключающийся в том, что создают затухающие колебания подшипников вокруг оси вращения под действием маятника, измеряют период полного затухания колебаний и по полученной информации определяют качество подшипников, отличающийся тем, что, с целью повышения качества контроля, измеряют суммарное число импульсов акустической эмиссии за период полного затухания колебаний, рассчитывают среднюю интенсивность импульсов акустической эмиссии по формуле где Jcp средняя интенсивность импульсов акустической эмиссии ; Z - суммарное число импульсов акустической эмиссии; Т - период полного затухания колебаний, и качество сборки подшипников определяют по суммарному числу импульсов и средней интенсивности ИМПУЛЬСОВ акустической эмиссии. Источники информации, принятые во внимание при экспертизе 1. Ковалев М. П., Моржаков С. П. и Терехова К. С. Динамическое уравновешивание роторов гироскопических систем. М., Сборонгиз, 19б2, с. 717б (прототип).
