I
Изобретение относится к обработке поверхностей аегапей метоаом аластической пеформации и может быть использовано при упрочнении глубоких отверстий.
Известно устройство цля упрочняющей обработки отверстий, соцержащее корпус, устаноы цый с возможностью поворота Б обойме, и упрочняющие элементы, размещенные в рациальных отверстиях корпуса, охваченных сопеноицом с вывоцами цпя подключения к источнику переменного тока 1 J
Известное устройство не обеспечивает эффективной обработки из-за недостаточной силы уааров шариков об упрочняемую поверхность вслецствие небольшого пути разгона шариков, обусловленного глубиной гнезц.
Цель изобретения - устранение указанного недостатка.
Цель достигается тем, что рааиаль- ные отверстия в корпусе выполнены сквозными.
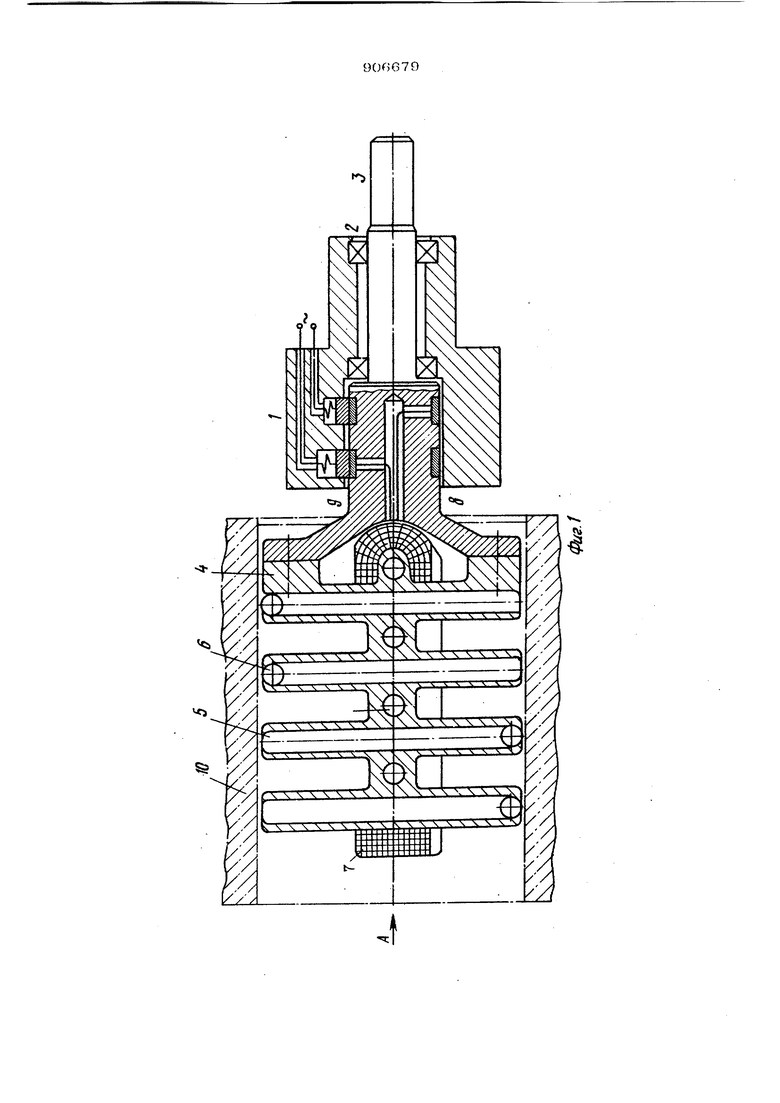
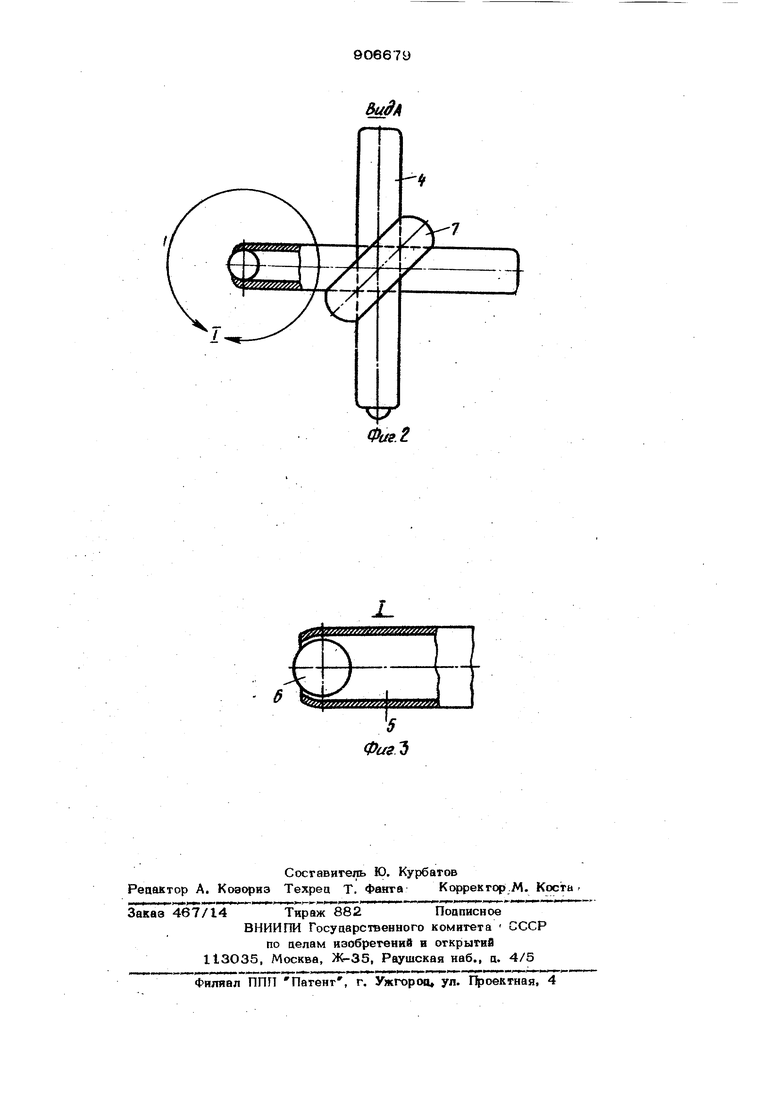
На фиг. 1 показано устройство, разрез; на фиг. 2 - виц А на фиг. I; на фиг. 3 - Крепление аеформиру1смцего элемента в корпусе.
Устройство содержит обойму 1, в которой на поашипниках 2 установлен хвостовик 3, корпус 4 с радиальными отверстиями 5 под оеформирующие элементы 6. Корпус 4 размешен внутри .соленоида 7, связанного через коллекторы 8 и тетки
10 9 с источником переменного тсжа. Тонкими линиями на чертеже показана обрабатываемая деталь Ш.
Устройство работает следующим образом.
15
Устройство устанавливают на станке, например сверлильном (не показан). При этом обойму I монтируют в пинолн, а корпус 4 посредством хвостика 3 - в JQ патроне шпинделя. Деталь 10 крепят на столе станка, затем задают вращение шпиндегао станка и на щетки 9 подают напряжение. Перемещая пиноль, вводят корпус 4 в отверстие обрабатываемой
цотали lO. Поц цействием магнитного rionflj образованного соленоидом 7, аеформирующие элементы разгоняются, устремляясь к оси корпуса 4, при аостиже- НИИ которой соленоиа 7 обесточивают, магн;итное поле пропацает и цеформируюшие элементы 6 ударяются об обрабатываемую поверхность детали 10. Далее ВНОВЬ производится пооключение соле ноида 7 к источнику переменного тока и деформирующие элементы 6 начинают перемещаться в обратном направлении, при этом цикл работы соленоида аналогичен предыдущему.
Перемеидение пиноли с корпусом 4 продолжается ао тех пор, пока вся поверхность отверстия детали 10 не будет обргботана, после чего корпус 4 вьгео- дится из отверстия, шпинаель останавливается и напряжение снимается со щеток 9. Обработанная деталь 1О заменяется заготовкой и цикл повторяется.
Регулируя частоту переменного тока, можно изменять длительность .обработки.
Использование устройства для ytipo4няющей обработки отверстий повышает
эффективность обработки вследствие увеличения силы ударов шариков об упрочняемую поверхность, что приводит к сокращению продолжительности обработки в ) 2-3 раза по сравнению с известными устройствами.
Формула изобретения
Устройство для упрочняющей обработки отверстий, содержащее , установленный с возможностью поворота в обойме, упрочняющие элементы, разме- щенные в радиальных отверстиях корпуса, и соленоиа с выводами для подключения к источнику переменного тока, отличающееся тем, что с целью повышения эффективности обработки, радиал ные отверстия в корпусе выполнены сквозными.
Источники информации, принятые во внимание при экспертизе I. Коновалов Е. Г, и др. Чистсжая и упрочняющая ротационная обработка поверхностей. Минск, Высшая школа , 1968, с. 267-271, рис. 174.
/2V;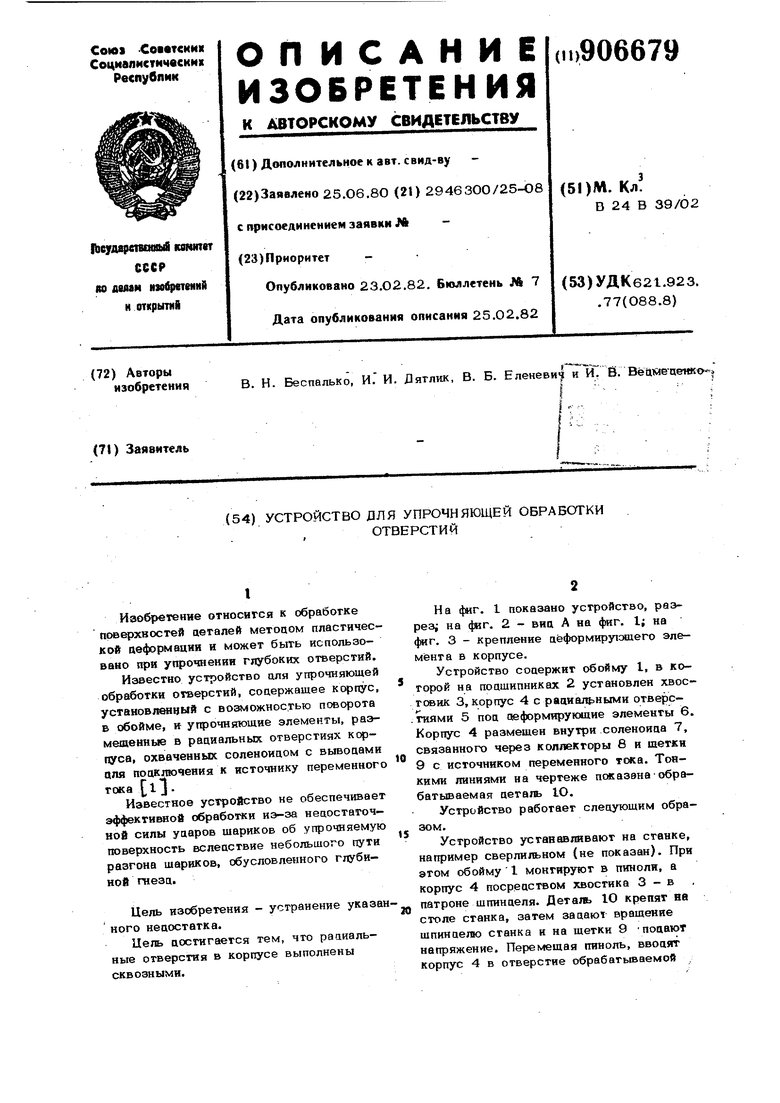
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки отверстий | 1980 |
|
SU876326A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРОВ, ТРУБ С ПОМОЩЬЮ НАНЕСЕНИЯ ПОКРЫТИЯ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2213653C2 |
| Инструментальная головка | 1982 |
|
SU1016089A1 |
| Устройство для пневмодинамического упрочнения наружных поверхностей деталей | 1979 |
|
SU889722A1 |
| ИНСТРУМЕНТ ДЛЯ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2000 |
|
RU2173628C1 |
| Устройство для упрочняющей обработки | 1985 |
|
SU1298053A1 |
| Накатник для чистовой и упрочняющей обработки | 1988 |
|
SU1574443A1 |
| Устройство для наклепа деталей | 1988 |
|
SU1532280A1 |
| Устройство для пневмодинамического упрочнения наружных поверхностей деталей | 1989 |
|
SU1632755A2 |
| Устройство для поверхностного пластического деформирования | 1986 |
|
SU1349979A1 |