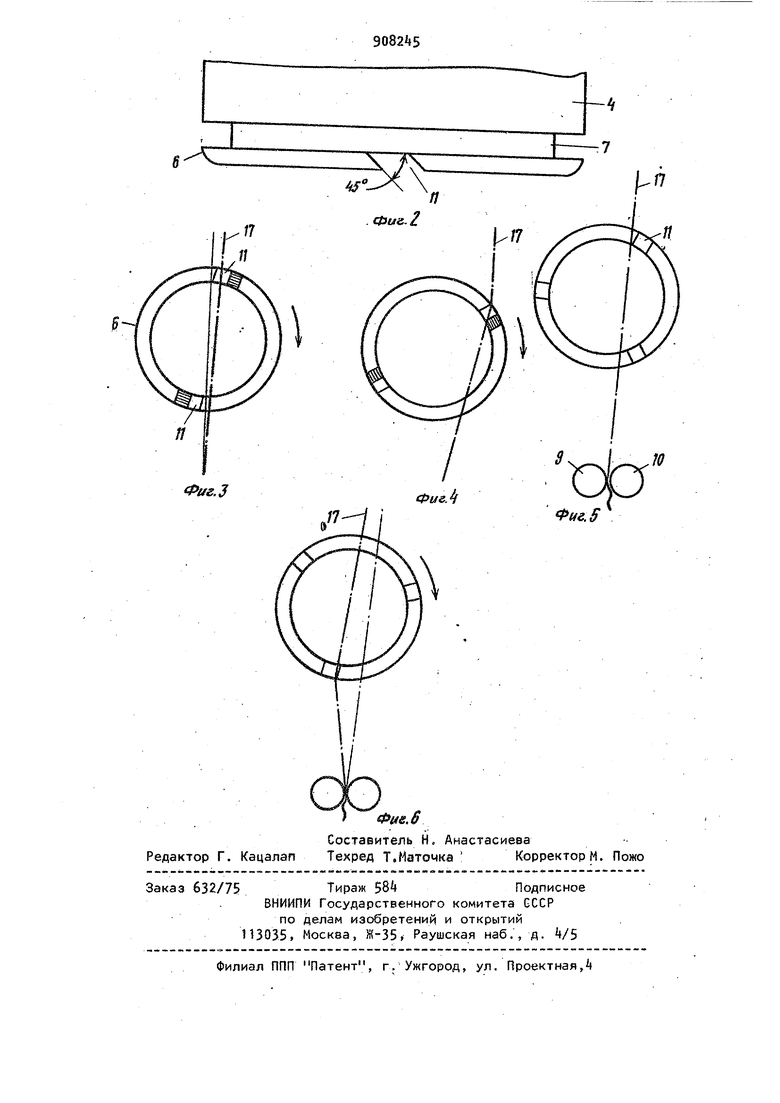
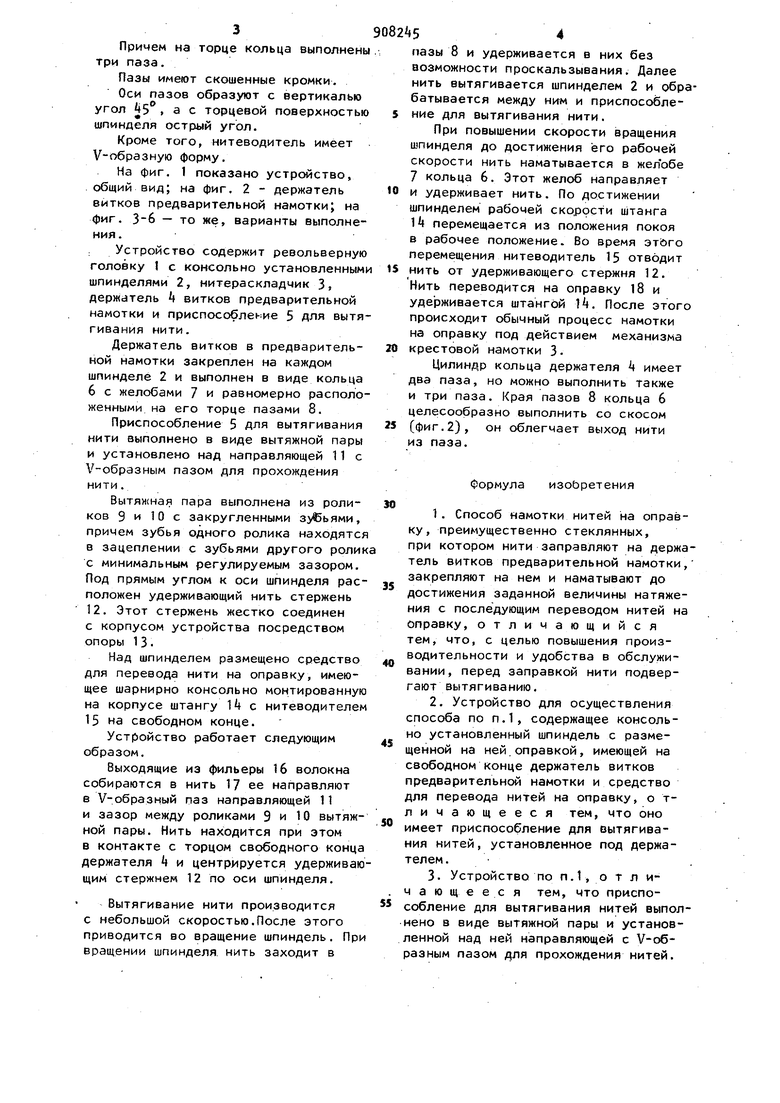
Причем на торце кольца выполнены три паза. Пазы имеют скошенные кромки. Оси пазов образуют с вертикалью угол tS , а с торцевой поверхностью шпинделя острый угол. Кроме того, нитеводитель имеет V-образную форму, На фиг. 1 показано устройство, . общий вид; на фиг. 2 - держатель витков предварительной намотки; на фиг. 3-6 - то же, варианты выполнения . . Устройство содержит револьверную головку t с консольно установленным шпинделями 2, нитераскладчик 3 держатель t витков предварительной намотки и приспособление 5 для вытя гивания нити. Держатель витков в предварительной намотки закреплен на каждом шпинделе 2 и выполнен в виде кольца 6 с желобами 7 и равномерно располо женными на его торце пазами 8. Приспособление 5 для вытягивания нити выполнено в виде вытяжной пары и установлено над направляющей 11 с V-образным пазом для прохождения нити. Вытяжная пара выполнена из роликов 9 и 10 с закругленными зубьями, причем зубья одного ролика находятся в зацеплении с зубьями другого ролик с минимальным регулируемым зазором. Под прямым углом к оси шпинделя расположен удерживающий нить стержень 12. Этот стержень жестко соединен с корпусом устройства посредством опоры 13. Над шпинделем размещено средство для перевода нити на оправку, имеющее шарнирно консольно монтированную на корпусе штангу 14 с нитеводителем 15 на свободном конце. Устройство работает следующим образом. Выходящие из фильеры 16 волокна собираются в нить 1 ее направляют в V-образный паз направляющей 11 и зазор между роликами 9 и 10 вытяжной пары. Нить находится при этом в контакте с торцом свободного конца держателя j и центрируется удерживаю щим стержнем 12 по оси шпинделя. Вытягивание нити производится с небольшой скоростью.После этого приводится во вращение шпиндель. Пр вращении шпинделя, нить заходит в пазы В и удерживается в них без возможности проскальзывания. Далее нить вытягивается шпинделем 2 и обрабатывается между ним и приспособление для вытягивания нити. При повышении скорости вращения шпинделя до достижения его рабочей скорости нить наматывается в желЪбе 7 кольца 6. Этот желоб направляет и удерживает нить. По достижении шпинделем рабочей скорости штанга 14 перемещается из положения покоя в рабочее положение. Во время этбго перемещения нитеводитель 15 отводит нить от удерживающего стержня 12. Нить переводится на оправку 18 и удерживается штангой Н. После этого происходит обычный процесс намотки на оправку под действием механизма крестовой намотки 3. Цилиндр кольца держателя 4 имеет два паза, но можно выполнить также и три паза. Края пазов 8 кольца 6 целесообразно выполнить со скосом (фиг.2), он облегчает выход нити из паза. Формула изоЬретения 1.Способ намотки нитей на оправку, преимущественно стеклянных, при котором нити заправляют на держатель витков предварительной намотки, закрепляют на нем и наматывают до достижения заданной величины натяжения с последующим переводом нитей на оправку, отличающийся тем, что, с целью повышения производительности и удобства в обслуживании, перед заправкой нити подвергают вытягиванию. 2.Устройство для осуществления способа по П.1, содержащее консольно установленный шпиндель с размещенной на ней,оправкой, имеющей на свободном конце держатель витков предварительной намотки и средство для перевода нитей на оправку, о тличающееся тем, что оно имеет приспособление для вытягивания нитей, установленное под держателем. 3.Устройство по П.1, о т л ич а юще ее я тем, что приспособление для вытягивания нитей выполнено в виде вытяжной пары и установленной над ней направляющей с V-образным пазом для прохождения нитей.
4.Устройство по п.2, о т л ичающееся тем, что средство для перевода нитей на оправку имеет шарнирно консольно смонтированную на корпусе над оправкой штангу с нитеводителем на свободном конце.
5.Устройство по п.2 , отличающееся тем, что держатель выполнен в в-иде кольца с желобом
на его цилиндрической поверхности и друмя равномерно распределенными пазами на его торце.
6.Устройство по пп. 2 и 5, о тличающееся тем, что на торце кольца выполнено три паза.
7.Устройство по пп. 2,5 и 6, о т личаю1цееся тем, что пазы имеют скошенные кромки.
8. Устройство по пп. 2,5-7,о тл и чающееся тем, что оси пазов образуют с вертикалью угол 45 а с торцевой поверхностью шпинделя 5 острый угол.
9. Устройство по.пп. 2 и , отличающееся тем, что нитеводитель имеет V -образную форму. Приоритет по пунктам
от 13.11.У - по пп. 1-5,7 и 9от 23.03.77 - по п.6.
Источники информации, принятые во внимание при экспертизе
1. Патент Франции № 2109 60, кл. В 65 Н 5VOO, 1972.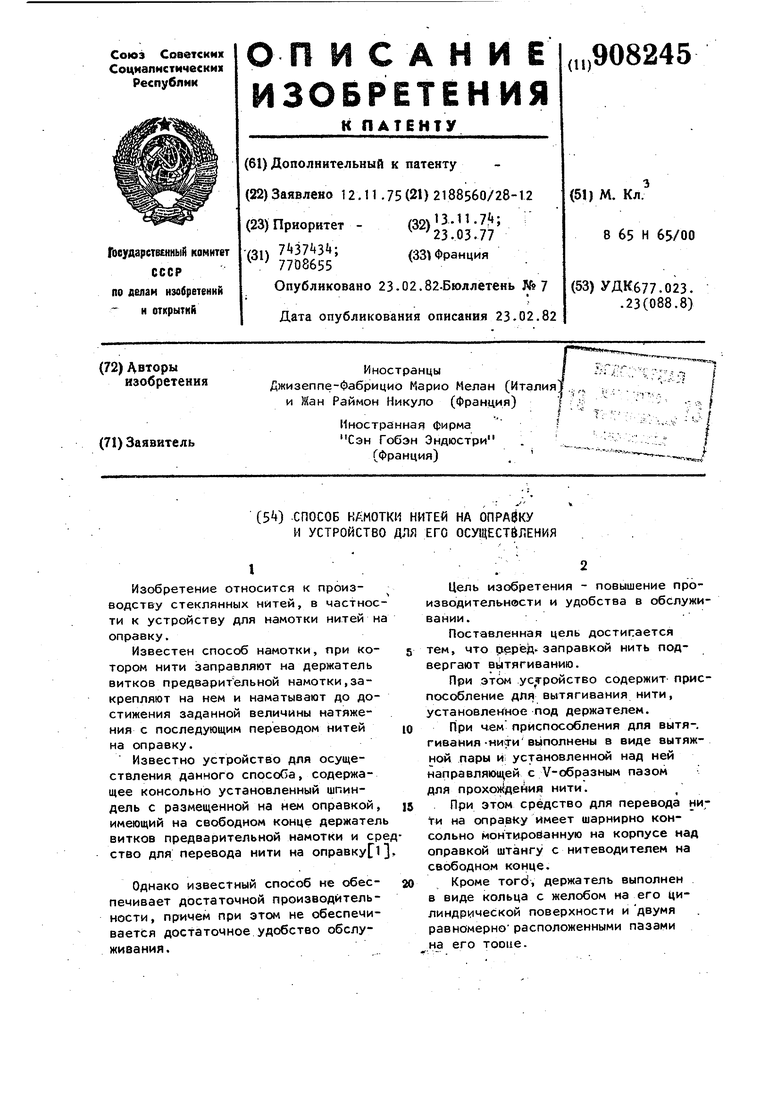
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывной намотки нити | 1983 |
|
SU1137046A1 |
| УСТРОЙСТВО НАМОТКИ НИТИ | 1997 |
|
RU2119886C1 |
| Устройство для намотки стеклонити на оправку | 1975 |
|
SU867656A1 |
| Устройство для непрерывной намотки на катушки нитеобразных материалов | 1972 |
|
SU448903A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОЙ НАМОТКИ НА КАТУШКИ НИТЕОБРАЗНЫХ МАТЕРИАЛОВ | 1973 |
|
SU394124A1 |
| Машина для намотки гибкой ленты на оправку | 1986 |
|
SU1416327A1 |
| Вороночная уточно-мотальная машина с приспособлением для получения резервной намотки | 1937 |
|
SU59629A1 |
| Веретено для двукратной крутки | 1938 |
|
SU59458A1 |
| МАШИНА ДЛЯ НЕПРЕРЫВНОЙ НАМОТКИ НИТИ | 1989 |
|
RU2037460C1 |
| УСОВЕРШЕНСТВОВАННАЯ МАШИНА И СПОСОБ УПАКОВКИ В РАСТЯГИВАЮЩУЮСЯ ПЛЕНКУ ИЗДЕЛИЙ, ПОДАВАЕМЫХ БЛОКАМИ ИЛИ ПО ОТДЕЛЬНОСТИ | 2017 |
|
RU2744712C2 |