(54) ПРАВЯЩИЙ ФАСОННЫЙ ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Правящий фасонный инструмент | 1980 |
|
SU931438A1 |
| Способ профилирования шлифовального круга | 1989 |
|
SU1773705A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ФАСОННОГО АЛМАЗНОГО ШЛИФОВАЛЬНОГО КРУГА И СПОСОБ ПОДГОТОВКИ УСТРОЙСТВА К ПРОВЕДЕНИЮ ИЗМЕРЕНИЯ РЕЛЬЕФА ПРОФИЛЯ РАБОЧЕЙ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 1999 |
|
RU2183547C2 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| Правящий абразивный инструмент и способ его изготовления | 1983 |
|
SU1138304A1 |
| Способ изготовления сложнопрофильного абразивного инструмента | 1990 |
|
SU1754430A1 |
| АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ | 2007 |
|
RU2354532C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| Способ обработки деталей абразивным кругом | 1987 |
|
SU1542788A1 |
1
Изобретение относится к станкостроению и касается правки фасонных шлифовальных кругов алмазными фасонными инструментами.
Известна конструкция правящего фасонного инструмента, выполненного в виде ролика, содержаш,его корпус, на рабочей поверхности которого закреплены в один слой алмазные зерна одинакового размера. При правке фасонный ролик принудительно вращается и подается на круг в направлении, перпендикулярном оси ролика (на врезание) 1.
Недостатком инструмента известной конструкции является неравномерный износ алмазных зерен в различных зонах на рабочей поверхности ролика, причем чем больше угол между касательной к профилю и осью ролика, тем меньше износ в данной точке инструмента.
Цель изобретения - повышение эффективности использования алмазных зерен путем их полного использования в правящем инструменте.
Для достижения поставленной цели правящий фасонный инструмент, содержащий корпус, на рабочей поверхности которого
закреплены алмазные зерна, размер последних пропорционален углу, образованному плоскостью, перпендикулярной оси инструмента, и касательной к профилю инструмента и определяется из соотношения
Н k п(1 - sinc) + sinoi., где k - зернистость алмазных зерен на участке профиля с ot 90° (1500-63 мкм); п - доля алмазного зерна, необходимая для его удержания в корпусе инструмента (0,1-0,8);
ot-угол, образованный плоскостью, перпендикулярной оси, и касательной к профилю инструмента.
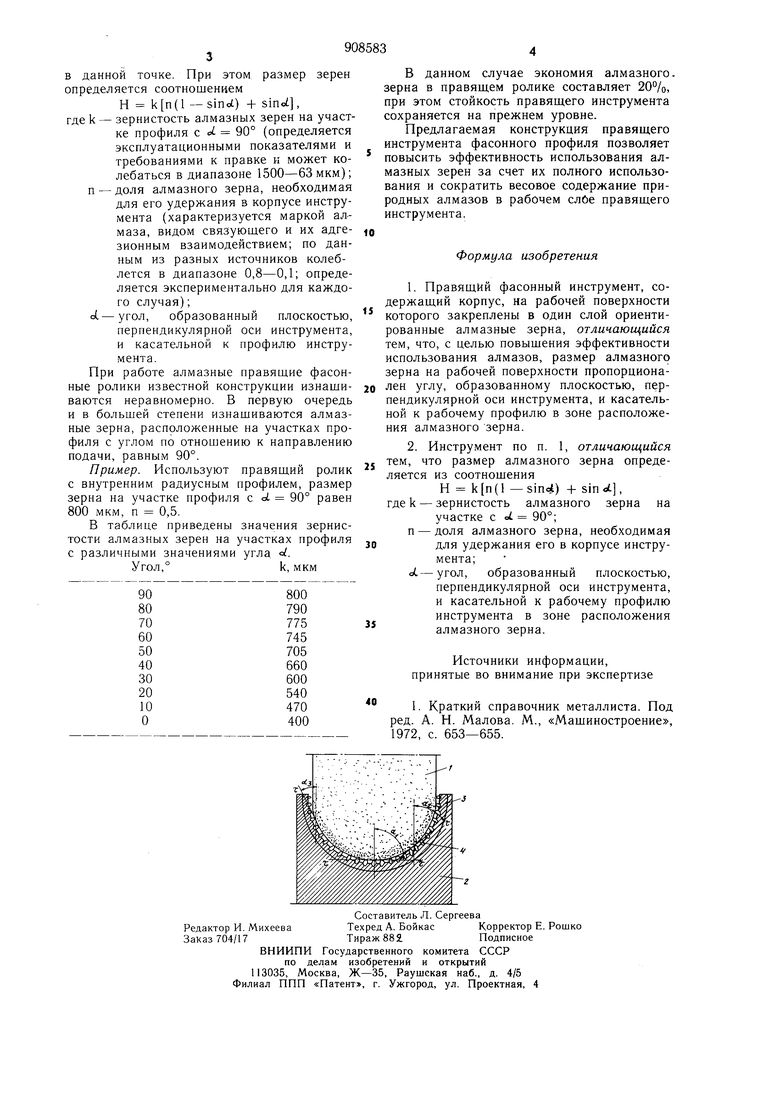
На чертеже изображена предлагаемая j конструкция правящего инструмента и заправляемый шлифовальный круг.
Фасонный шлифовальный круг 1 взаимодействует с правящим роликом 2, на корпусе которого с помошью связующего 3 закреплены в один слой алмазные зерна 4, размер которых пропорционален угла.м otj, , ,-., образованными плоскостью, перпендикулярной оси инструмента, и касательными Т-Т к рабочему профилю правящего инструмента
