Изобретение относится к строительству, в частности к стандартному деревянному домостроению, и может быть использовано на предприятиях по производству мягких древесноволокнистых плит/ плит на минеральном волокне и т. д.
Известна линия для подачи и дозирования волокнистой суспензии, включающая мешальный бассейн, соединенный трубопроводом с узлом подачи и емкостью узла дозирования суспензии, вакуум-насос узла формования, связанный с узлом формования, который расположен под узлом подачи и дозирования, и сеточный конвейер 1.
Недостаток указанной линии заключается в том, что волокнистая масса при подаче ее в узел дозирования центробежным насосом измельчается (укорачивается). Укорачивание волокон приводит к замедлению процесса обезвоживания массы и снижению прочностных свойств плит вследствие снижения эффекта переплетения волокон.
Известна линия для подачи и дозирования волокнистой суспензии, включающая мешальнуй бассейн, соединенный трубопроводом с узлом подачи и емкостью узла дозирования суспенэии, выполненной с входным, выходным и сливным патрубками, вакуумнасос узла формования, связанный с узлом формования, который расположен под узлом подачи и дозирования, и сеточный конвейер 2,
Недостатки описанной линии также связаны с существенным укорачиванием (измельчением) волокон при прохождении через вращакяциеся части центробежного насоса, что снижает прочностные свойства плит, увеличивает время обезвоживания ковра, а также повышает разнотолщинность ковра, а следовательно, и плит.
Цель изобретения - повьлиение физико-механических показателей и интенсификация процесса формования ковра.
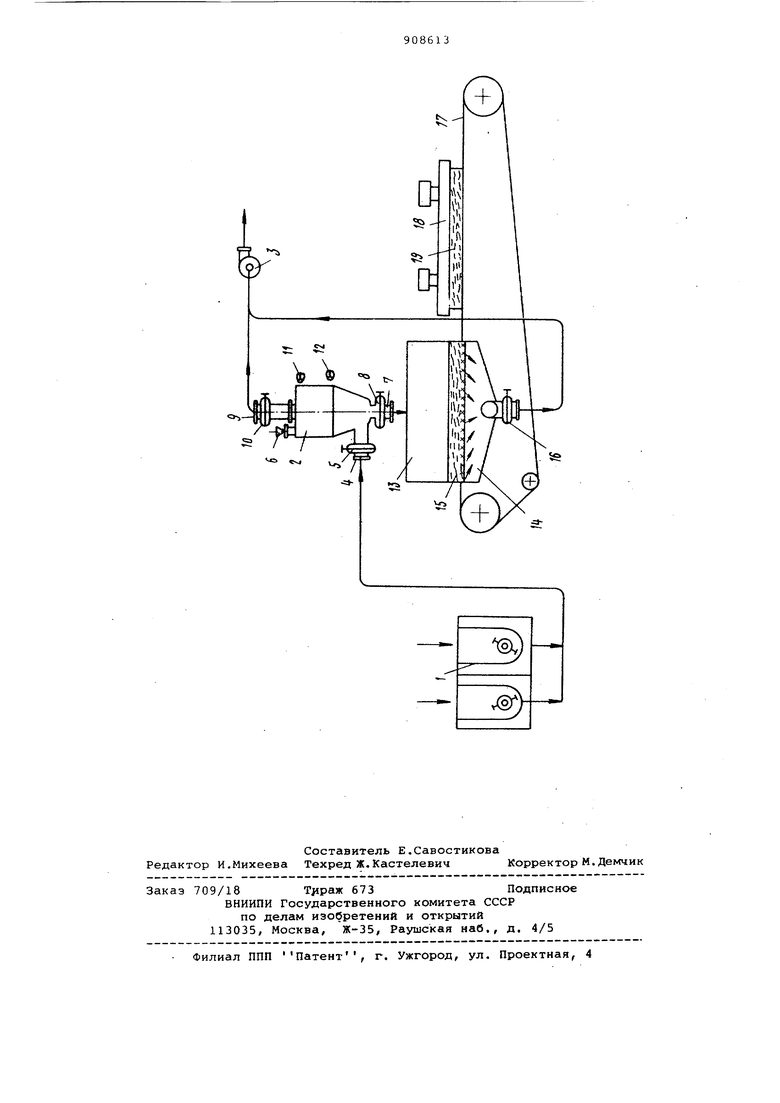
Поставленная цель достигается тем, что в качестве узла подачи суспензии использован вакуум-насос узла формования, который соединен трубопроводом с емкостью узла дозирования, узел дозирования снабжен клапаном, причем патрубки узла .дозирования суспензии снабжены гидрозадвижками, а в верхней и нижней частях емкости узла дозирования суспензии установлены соответственно датчики заполнения и разгрузки суспензии. На чертеже приведена схема предл гаемой линии. Линия включает метальный бассейн 1, соединенный трубопроводом с емкостью 2 узла дозирования, который трубопроводом соединен с вакуум-насосом 3 и имеет входной патрубок 4 с гидрозадвижкой 5, клапан 6, сливн патрубок 7 с гидрозадвижкой 8 и выходной патрубок 9 с гидрозадвижкой 10. В верхней и нижней частях емкое ти 2 узла дозирования установлены соответственно датчик 11 заполнения и датчик 12 разгрузки суспензии. По узлом дозирования установлен узел 13 формования, включающий отсасывающий ящик 14 с перфорированной плоскостью 15 и гидрозадвижкой 16, сеточный конвейер 17 и подпрессовщик 18 ковра 19. Линия работает следующим образом Приготовленную в метальном бассейне 1 волокнистую суспензию с добавками смолы под воздействием ваку ума, создаваемого вакуум-насосом 3, направляют в емкость 2 узла дозирования. При этом клапан 6 и гидрозад вижка 8 сливного патрубка 7, гидрозадвижка 16 отсасывающего ящика 14 установлены в положение Закрыто По мере заполнения .емкости 2 суспен зией датчик 11 заполнения дает сигнал исполнительным механизмам гидрозадвижки 8 сливндго патрубка 7 и клапана б на положение Открыто гидрозадвижки 10 входного патрубка 4 - на положение закрыто .По мере сливания суспензии в емкость 13 узла формования датчик 12 разгрузки подает сигнал исполнительным механи мам клапана б, гидрозадвижек 8 и 10 на положение Закрыто, а исполнительному механизму гидрозадвижки 16 отсасывающего ящика 14 на положение Открыто. После обезвоживания ковра 19 гид розадвижки 16 и 8 соответственно отсасывающего ящика и сливного патрубка получают сигнал на положение Закрыто, а исполнительный механизм гидрозадвижки 10 получает сигн на положение Открыто, при этом сеточным конвейером 17 ковер 19 перемещают к подпрессовщику 18. Таким образом, осуществляется периодическая подача, дозирование суспензии, формование и подпрессовка ковра в автоматическом режиме. После подпрессовки ковер 19 направляют на операцию термообработки. Для удобства обслуживания узла дозирования входной патрубок 4 может быть установлен на уровне заполнения емкости 2 узла дозирования необходимой дозой суспензии. Изобретение при минимальных затратах позволяет значительно повысить прочностные свойства ковра, снизить разнотолщинность плит и интенсифицировать процесс формования ковра. Изобретение особенно эффективно при использовании его в производстве минераловатных и стекловолокнистых плит, так как минеральные волокна более тонки и менее прочны в сравнени-и с древесными и, следовательно, больше подвергаются измельчению при подаче суспензии центробежными насосами . Формула изобретения Линия для подачи и дозирования волокнистой суспензии, включающая метальный бассейн, соединенный трубопроводом с узлом подачи и емкостью узла дозирования суспензии, выполненной с входным, выходным и сливным патрубками, вакуум-насос узла формования, связанный с узлом формования, который расположен под узлом подачи и дозирования, и сеточный конвейер, отличающаяся тем, что, с целью повьвиения физико-механических показателей и интенсификации процесса формования ковра, в качестве узла подачи суспензии использован вакуум-насос узла формования, который соединен трубопроводом с емкостью узла дозирования, узел дозирования снабжен клапаном, причем патрубки узла дозирования суспензии снабжены гидрозадвижками, а в верхней и нижней частях емкости узла дозирования суспензии установлены соответственно датчики заполнения и разгрузки суспензии. Источники информации, принятые во внимание при экспертизе 1.Солечник Н.Я. Производство древесноволокнистых плит. М,,Гослесбумиздат{ 1963, с. 195 - 196, 2.Справочник бумажника, т. 3, М., лесная промышленность , 1966, с. 360 - 364.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования многослойного волокнистого ковра | 1983 |
|
SU1133100A1 |
| Отливная машина для изготовления древесноволокнистых плит | 1988 |
|
SU1719516A1 |
| Устройство для изготовления волокнистых плитных материалов | 1986 |
|
SU1391915A1 |
| Устройство для изготовления древесноволокнистых плит | 1981 |
|
SU1014750A1 |
| Поточная линия для изготовления перлитоволокнистых изделий | 1988 |
|
SU1518127A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МИНЕРАЛОВАТНОГО ТЕПЛОИЗОЛЯЦИОННОГО КАРТОНА | 1992 |
|
RU2034704C1 |
| Устройство для формирования ковра | 1983 |
|
SU1109319A1 |
| Поточная линия для изготовления волокнистых плит из волокнистой суспензии | 1989 |
|
SU1761480A1 |
| Линия изготовления древесно-волокнистых плит мокрым способом | 1986 |
|
SU1397295A1 |
| Устройство для формирования ковра из волокнистых материалов | 1984 |
|
SU1177172A1 |