Изобретение относится к производству плитных материалов и может быть использовано в технологических линиях производства древесноволокнистых плит мокрым способом, а также в производстве стекловолокнистых и минераловатных плит.
Цель изобретения - увеличение производительности устройства и повышение качества ковра.
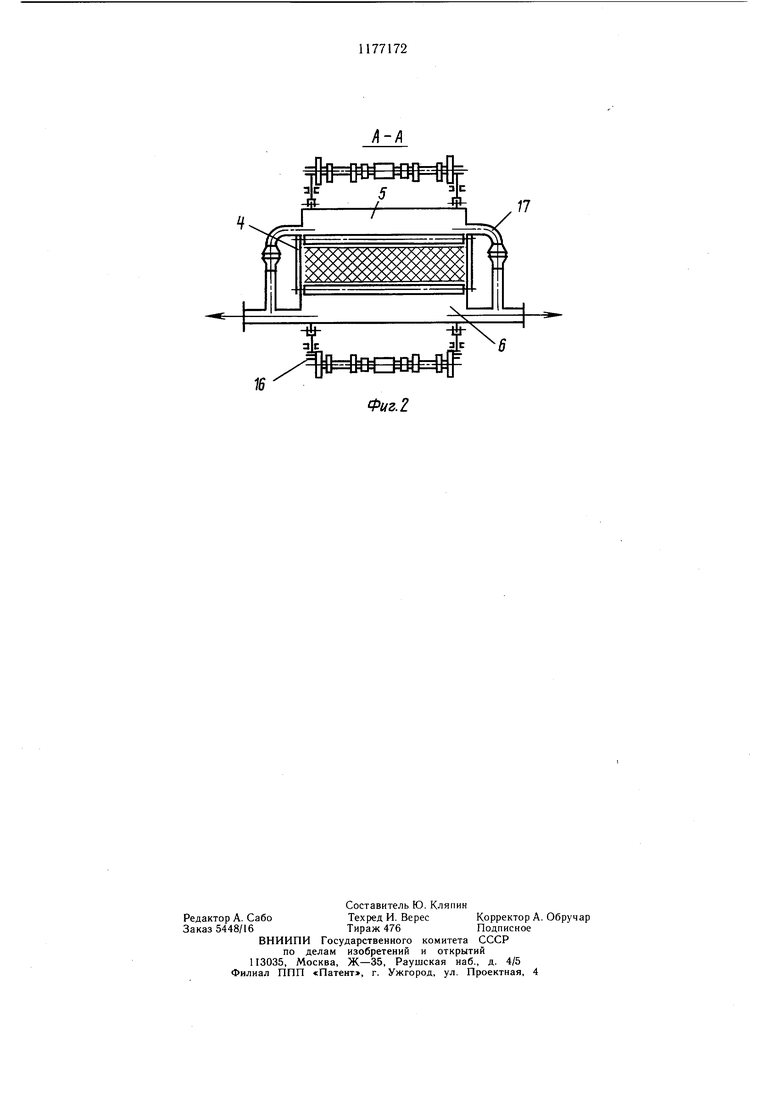
На фиг. 1 показано устройство, продольное сечение; на фиг. 2 - сечение А-А на фиг. 1.
Устройство для формирования ковра из волокнистых материалов содержит узел 1 дозированной подачи суспензии, камеру с зонами формирования 2 и прессования 3 ковра, образованную боковыми стенками 4 с ьерхиими 5 и нижними 6 отсасывающими y;auii arvih, имеющими перфорированные крьпики, обхваченные через натяжные валики 7 верхней 8 и нижней 9 сетками, принод (не показан). Устройство снабжено догюлнительным натяжным валком 10, обхватываемым верхней сеткой с образованием петли 11 между зонами формирования и прессования ковра, перфорированные крышки я,1пиков в зоне прессования выполнены в виде валков 12 с возрастающими от зоны формирования ковра диаметрами, а валки 13 зоны формирования смонтированы щарнирно (14) и снабжены вибраторами 15 и 16 - уплотнителями отсасывающих ящиков, снабженных сливными патрубками 17.
Устройство работает следующим образом.
Волокнистую суспензию заданной концентрации через узел 1 дозированной подачи направляют в зазор между верхней 8 и нижней 9 бесконечными сетками. С целью повышения производительности устройства волокнистую суспензию подают под давлением до .1 кг/см столба жидкости суспензии или при помощи насоса. Длинные волокна минеральной ваты или стекловолокна (100-150 мм), проходя через насос, интенсивно измельчаются (от 5 до 15 мм), что отрицательно сказывается на равноплотности и прочностных свойствах готовых плит, поэтому при формировании ковра из минеральной ваты предпочтительно использовать гидростатический напор столба суспензии.
Под воздействием потоков удаляемой воды на верхней и нижней сетках 8 и 9 зоны 2 формирования ковра образуются плотные слои волокна, затрудняющие фильтрацию и удаление воды из зоны 2 формирования ковра. Плотность слоев и сопротивление фильтрации воды через них увеличивается по мере увеличения столба суспензии узла 1 дозированной подачи.
С целью снижения сопротивления фильтрующих слоев верхний и нижний отсасывающие ящики 5 и 6 с перфорированными валками 13 вибрируют при помощи вибраторов 15. Капилляры (поры) фильтрующих слоев при этом увеличиваются, что позволяет интенсифицировать водоотделение в зоне 2 формирования ковра. Профильтрованную через слои волокна воду сливают в отсасывающие ящики 5 и 6 и по патрубкам 17 удаляют на очистку.
При неравномерной концентрации (возможны и другие причины) вогнутая поверхность настила постоянно перемещается вправо или влево по длине участка формирования. При параллельном исполнении перфорированных плоскостей зоны 2 формирования (в сравнении с клиновой установкой плоскостей) перемещение поверхности настила не влияет на разноплотность ковра и разнотолщинность плит в продольном направлении.
Параллельное исполнение перфорированных плоскостей и сеток 8 и 9 в зоне 2 формирования стало возможным при образовании петли 11 вокруг валка 10 между верхней перфорированной плоскостью зоны 2 формирования и верхней перфорированной плоскостью зоны 3 прессования. Сформированный в зоне 2 ковер направляют в клиновой зазор между перфорированными плоскостями зоны 3 прессования, где под их механическим воздействием удаляют из ковра свободную влагу. Выполнение перфорированных плоскостей зон 2 и 3 соответственно формирования и прессования в виде последовательно установленных валков позволяет заменить трение скольжения верхней и нижней сеток 8 и 9 на трение качения, что повысит срок службы сеток и снизит мощность привода устройства.
Использование устройства позволит получать ковер различной толщины с высокими производительностью и качеством, а кроме того снизить энергоемкость процесса формирования и повысить срок службы сеток.
;7
Фиг.г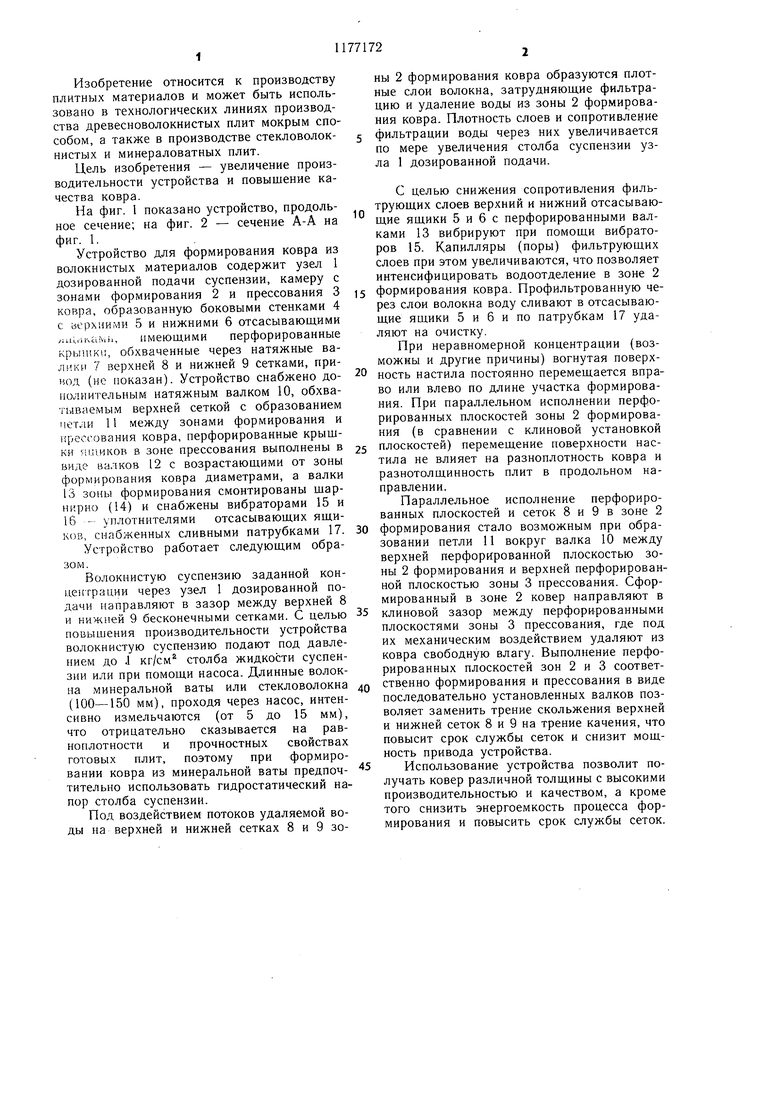
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для отлива древесноволокнистого ковра | 1991 |
|
SU1795993A3 |
| Устройство для формирования ковра | 1983 |
|
SU1133099A1 |
| Устройство для формирования многослойного волокнистого ковра | 1983 |
|
SU1133100A1 |
| ЮЕСОЮЗИ'-Я | 1973 |
|
SU379407A1 |
| Устройство для формирования в газовой среде многослойного облагороженного ковра из лигноцеллюлозных и подобных частиц | 1980 |
|
SU889475A2 |
| Пресс для обезвоживания волокнистого рулонного материала | 1980 |
|
SU945267A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КОВРА | 1972 |
|
SU435135A1 |
| Линия производства профильных формованных изделий из волокнистой массы | 1987 |
|
SU1444151A1 |
| Поточная линия для изготовления волокнистых плит из волокнистой суспензии | 1989 |
|
SU1761480A1 |
| Устройство для изготовления многослойных плит из измельченной древесины | 1976 |
|
SU574346A1 |
УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КОВРА ИЗ ВОЛОКНИСТЫХ МАТЕРИАЛОВ, содержащее узел дозированной подачи суспензии, камеру с зонами формирования и прессования ковра, образованную боковыми стенками с верхними и нижними отсасывающими ящиками, имеющими перфорированные крыщки, обхваченные через натяжные валики верхней и нижней сетками, привод, отличающееся тем, что, с целью повышения производительности устройства и качества ковра, оно снабжено дополнительным натяжным валиком, обхватываемым верхней сеткой с образованием петли между зонами формирования и прессования ковра, перфорированные крыщки ящиков в зоне прессования выполнены в виде валков с возрастающими от зоны формирования ковра диаметрами, а валки зоны i формирования смонтированы щарнирно и снабжены вибраторами. (Л vj 1C
| Устройство для обезвоживания древесноволокнистого ковра | 1981 |
|
SU1043023A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для изготовления древесноволокнистого ковра | 1981 |
|
SU1014751A1 |
| Солесос | 1922 |
|
SU29A1 |
