(Б ) СПОСОБ ИЗГОТОВЛЕНИЯ СТЕБЛЕЙ РУЖЕЙНЫХ СВЕРЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ уплотнения стебля вращающегося ружейного сверла и отражательная шайба для реализации способа | 1981 |
|
SU997994A1 |
| РУЖЕЙНОЕ СВЕРЛО | 2006 |
|
RU2409452C2 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ С ТВЕРДОСПЛАВНЫМ СТЕБЛЕМ | 2014 |
|
RU2581541C2 |
| Способ сварки деталей | 1988 |
|
SU1655725A1 |
| Заготовка для прессования профилей из труднодеформируемых материалов | 1981 |
|
SU1017400A1 |
| Способ изготовления профильных изделий | 1980 |
|
SU919774A2 |
| УСТРОЙСТВО НЕПРЕРЫВНОЙ ЭКСТРУЗИИ | 1996 |
|
RU2164832C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1990 |
|
SU1804027A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССОВАННОЙ ПОРОШКОВОЙ ЗАГОТОВКИ | 2003 |
|
RU2304036C2 |
| Цанговый патрон | 1979 |
|
SU831403A1 |
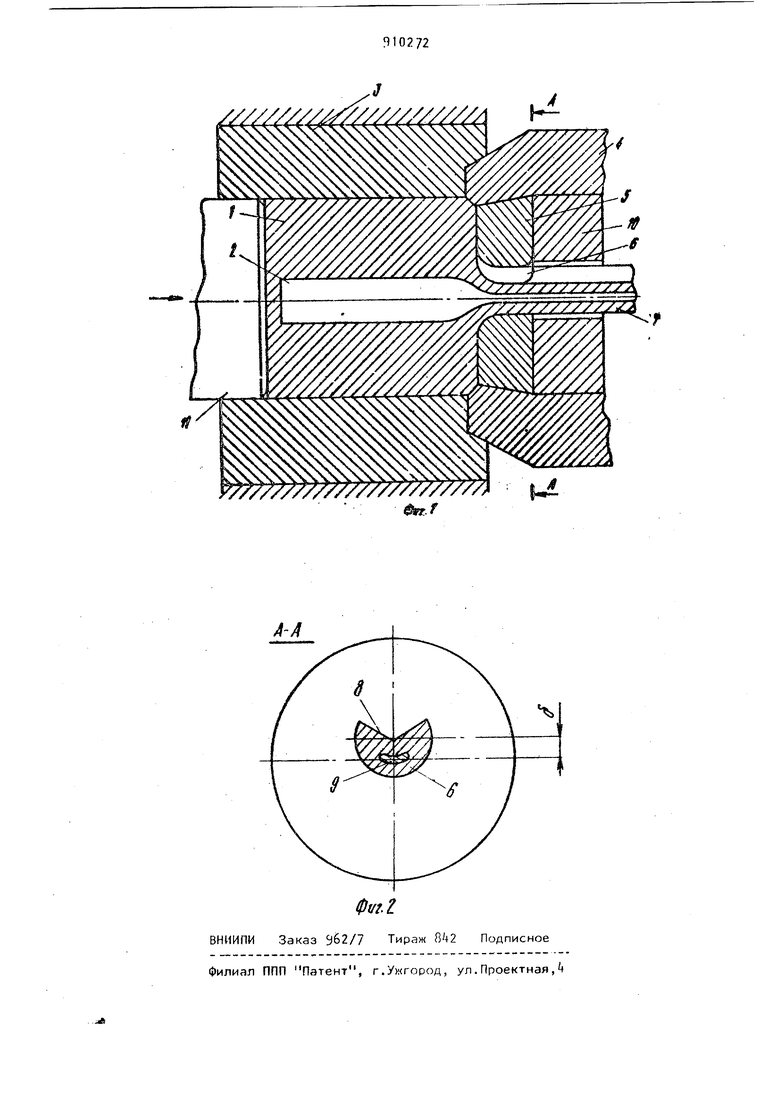
Данное изобретение относится к обработке металлов давлением, а точнее - к изготовлению профилей с отверстиями ружейных сверл. Известен способ аналогичного назначения, включающий прессование стеб ля из круглой заготовки с круглым сердечником через очко матрицы, удаление сердечника и образование на поверхности стебля стружечной канавки путем механической обработки ll. Недостатки этого способа - высокая себестоимость изготовления стебля из-за механической обработки стру жечной канавки и больших отходов металла в стружку, а также низкая жесткость стебля на скручивание изза ослабления сечения стебля внутрен ним каналом круглого сечения. Цель, изобретения - снижение себестоимости и повышение жесткости стеб Поставленная цель достигается тем, что стружечную канавку образуют в процессе прессования, а само прессование осуществл)яют через матрицу со смещенным относительно её оси центром очка на величину отклонения оси канала от центра круга стебля. На фиг. 1 показана оснастка для реализации данного способа; на фиг. 2 - поперечный разрез этой оснастки по матрице в месте выхода отпрессованного стебля. Круглую заготовку 1 изготавливают с круглым сердечником 2 и помещают в контейнер 3. В матрицедержателе смонтирована матрица 5 очко 6 в которой выполнено по форме стебяя 7 ружейного сверла с готовой стружечной канавкой 8, и центр окружности, (вписанной вокруг очка, смещен {Относительно оси матрицы на величи3
ну, обеспечивающую совпадение оси сердечника 9 в стебпе 7 с осью заготовки 1. Матрица опирается на проставку 10.
При воздействии на заготовку прессштемпеля 11 материал заготовки совместно с материалом сердечника 2 истекает через очко 6 матрицы 5, оформляясь в стебель 7- Смещение омка матрицы на заданную величину обеспечивает желаемую ориентацию сердечника 9 относительно стружечной канавки 8. Неравномерная деформация материала заготовки по периметру стебля передается материалу сердечника 2, вследствие чего сердечник 9 в стебле 7 принимает в сечении показанную на фиг. 2 замкнутую дугообразную форму, имеющую относительно небольше сечение в сечении стебля 7.
После прессования сердечник 9 удаляют путем вытягивания на волочильном стане, в результате чего образуется канал стебля сверла, соответствующий по форме сердечнику.
Применение данного способа позволяет сокпатить операцию фрезеро4
вания паза при изгоговпе.иии сгебпя из круглой заготовки, а также повысить жесткость сверла за счет дугообразного канала.
Формула изобретения
Способ изготовления стеблей ружейных сверл путем прессования из круглой заготовки с круглым сердечником через очко матрицы, удаления сердечника и образования на поверхности стебля стружечной канавки, от-.
личающийся тем, что, с целью снижения себестоимости и повышения жесткости стебля, образование стружечной канавки производят в процессе прессования, а само прессование осуществляют через матрицу со смещенным относительно ее оси центром очка на величину отклонения оси от канала от центра круга стебля.
Источники информации, принятые во внимание при экспертизе
