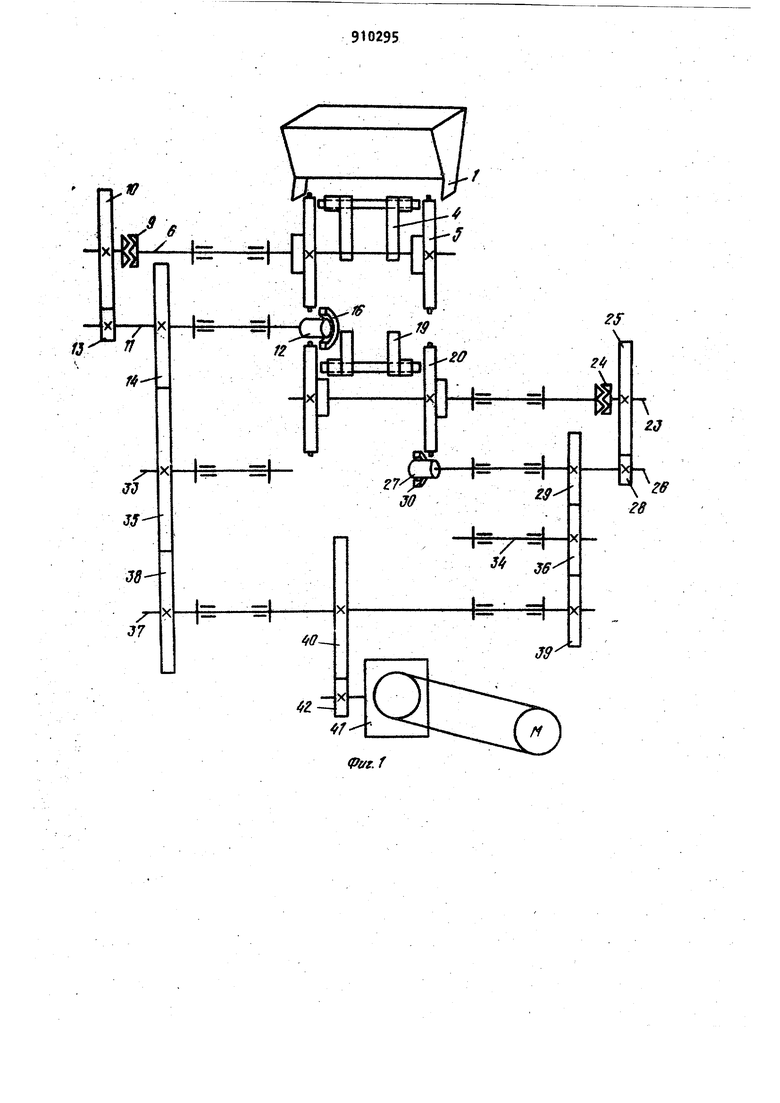
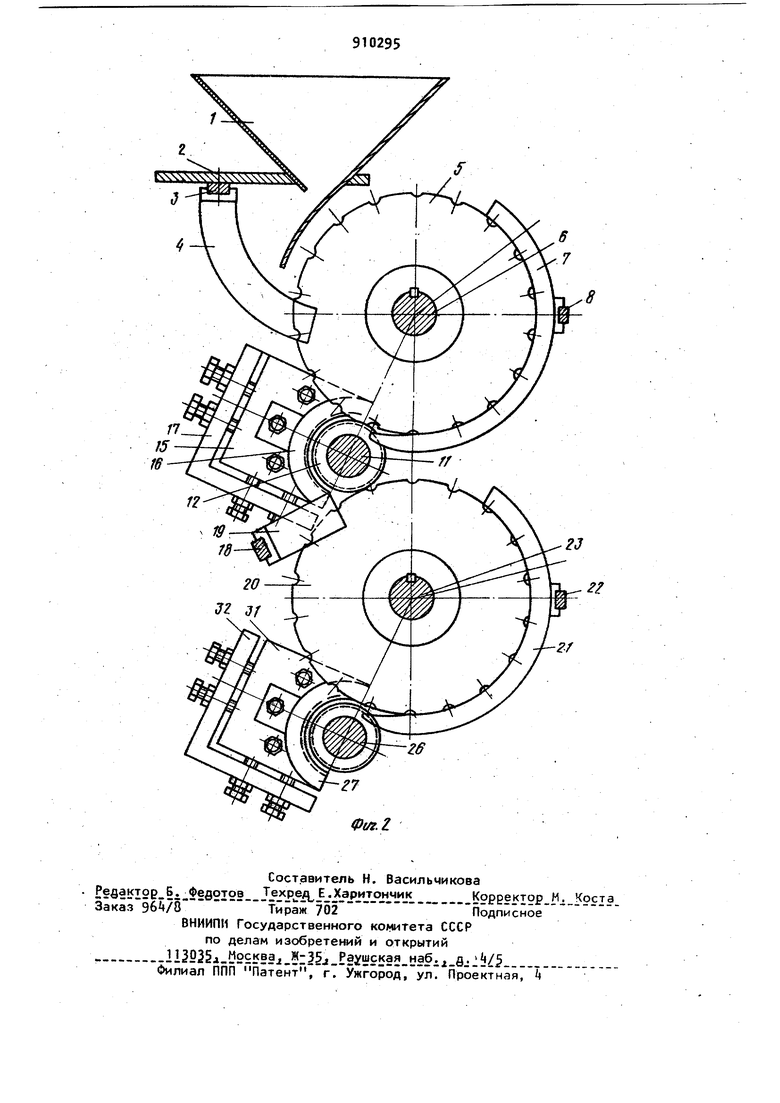
Изобретение относится к работк | металлов давлением, в частности, MO-fжет быть использовано для накатки резьбы ча шпильках общего и специального назначения. Известны двухроликовые резьбонакатные автоматы с загрузочными устрой cTBaf-w для подачи заготовок шпилек из бункера непосредственно на вращающиеся диски подающего механизма и затем в зону накатывания резьбы СП. Конструкция загрузочных устройств указанных автоматов не исключает озможности переплетения заготовок и заклинивания их на выходе из бункера между периферией вращающихся дисков и неподвижной стенкой бункера. Известен также двухшпиндельный резьбонакатный автомат, содержащий верхний и нижний шпиндели, на которых крепятся резьбонакатные ролики. Для приема заготовок шпилек и подачи на позицию заталкивания в резьбонакатный инструмент служат питатели типа зор между резьбонакатным роликом и резьбонакатным сегментом производится дрсылателем, совершающим возвратно-поступательное движение. После образования резьбы на одном конце заготовка падает в нижний питатель типа змейка, а затем досылателем подается в зону накатывания резьбы на другом конце 2 Недостаток автомата - застревание заготовок шпилек в верхнем и нижнем питателях. Кроме того, досылатель совершает наряду с рабочими холостые ходы. Цель изобретения - повышение производительности и надежности работы автомата . Эта цель достигается тем, что двухшгмндельный автомат для накатки резьбы на шпильках, содержащий станину, загрузочный бункер, два подаю1цих ме- ханизма и-два резьбонакатных ролика с неподвижными резьбонакатными сегмеи9теми, снабжен двумя парами кро штейнов, установленных на станине с возможностью их регулировки параллельно оси накатки и связанных с подающим м ханизмом, выполненным в виде дисков с пазами на периферии с сегментными ограничителями, установленными по пе риферии дисков и смещенными от плоскости, проходжцей через центры дисков, на 25-30 в сторону, противоположную кронштейнам, а загрузочный бу кер выполнен с удлиненной стенкой, образукидей совместно с одной парой кронштейнов приемный и раздаточный отсеки. На фиг. 1 изображена кинематическая схема; на фиг, 2 показан продоль ный разрез автомата. . Автомат содержит загрузочный бункер 1, смонтированный на станине 2. На направляющей 3 установлены два раздвижных кронштейна 4 с вогнутыми несущими поверхностями. Два раздвижных диска 5 с пазами закреплены, на в лу 6. Диски огкбают сегментные ограничители 7. служащие для удержания заготовок в гнездах дисков при подаче их в зону накатывания резьбы, установленные на направляющих 8, На ва лу 6 смонтированы зубчатая муфта 9 для настройки синхронизированной подачи заготовок в зону накатки и зубчатое колесо 10. Верхнее резьбонакатное устройство автомата включает шпиндель 11, на ко тором закреплены резьбонакатный роЛик 12, шестерня 13 и зубчатое колесо Ц, В обойме 15 размещен резьбонакатный сегмент 16. Для получения требуемого зазора между резьбонакатным роликом и резьбонакатным сегментом имеется механизм регулировки 17. На направляющей 18 установлены два раздвижных кронштейна 19 с наклонным несущими поверхностями, раздвижные диски с пазами 20, сегментные ограничители 21 на направляющей 22, вал 23, зубчатая муфта 2 и зубчатое колесо 25. Нижнее резьбонакатное устройство содержит шпиндель 2б, резьбонакатный ролик 27, шестерню 28, зубчатое коле со.29, резьбон;|катный сегмент 30 в -обойме 31 и механизм регулировки 32. В состав автомата также входят промежуточные валы 33 и 3 с шестернями 35 и 36, распределительный вал 37 с закрепленными шестернями 38 и зубчатым колесом Q и электромеханический привод с шестерней.f2. Предложенный автомат работает следующим образом. От электромеханического привода 41 посредством шестерни k2 и зубчатого колеса 40 вращение передается распределительному валу 37. Через шестерни 38 и 35 и зубчатое колесо V вращение передается шпинделю 11 верхнего резьбонакатного устройства с резьбонакатным роликом 12. Через шестерни 39 и 36 и зубчатое колесо 29 вра1чение передается шпинделю 26 нижнего резьбонакатного устройства с резьбонакатиым роликом 27. Вал 6 с дисками 5 верхнего подающего механизма приводится во вращение от шпинделя 11 через шестерню 13 и зубчатое колесо 10. Вал 23 с дисками 20 нижнего подающего механизма приводится во вращение от шпинделя 26 через шестерню 28 и зубчатое колесо 25. Заготовки шпилек, заложенные в загрузочный бункер 1 штабелем, под собственным весом по удлиненной стенке движутся в приемный отсек и по вогнутым несущим поверхностям кронштейнов через щель между нижней кромкой удлиненной стенки загрузочного бункера и кронштейном - в раздаточный отсек. Удлиненная стенка загрузочного бункера, разделяя рабочее пространство на приемный и раздаточный отсеки, позволяет избежать попадания заготовок на выпуклые поверхности дисков 5 навалом. Затем заготовки захватываются пазами вращающихся дисков. В случае захвата заготовки одним пазом вращающегося диска за один конец другой конец на участке выпуклой поверхности дисков от дна магазина по направлению вращения до вертикальной оси дисков свисает, а на участке выпуклой поверхности дисков сразу после вертикальной оси находится выше захваченного. На этом обнаженном, не закрытом сегментным ограничителем, участке поверхности дисков в 25-30 незахваченный конец заготовки под собственным весом успевает скатиться вниз и запасть в паз барабана, т.е. принять сориентированное положение, после чего оба конца заготовки свободно проходят под ограничителем в зону накатывания резьбы без заклинивания. Дисками 5 заготовки подаются в зазор между вращающимися резьбонакатным роликом 12 и резьбонакатным сеггментом 16 верхнего резьбонакатного устройства. Происходит накатывание резьбы на одном конце заготовки. Затем за готовки поштучно попадают на наклонные несущие поверхности кронштейнов 19 и под собственным весом движутся до встречи с выпуклыми поверхностями вращащихся дисков 20, которые своими пазами захватывают их и подают в зазор между вращающимся резьбонакат ным роликом 26 и резьбонакатным сегментом 2-7 нижнего резьбонакатного устройства. Происходит накатывание резьбы на другом конце заготовки. Экономическая Э()фективность от внедрения автомата 5 тыс. руб« в год. Формула изобретения Двухшпиндельный автомат для накатывания резьбы на шпильках, содержащий станину, загрузочный бункер, два |Подающих механизма и два резьбонакатных роликах неподвижными резьбонакатныгМ сегментами, отличающ и и с я тем, что, с целью повышения производительности и надежности работы, он снабжен двумя парами кронштейнов, установленных на станине с возможностью их регулировки параллель но оси накатки и связанных с подающим механизмом, выполненным в виде дисков с паза/« на периферии с сегментными ограничителями, установленными по дисков и смещенныг«1 от плоскости, проходящей через центры дисков, в сторону, противоположную кронштейнам, а загрузочный бункер выполнен с удлиненной стенкой, образующей совместно с одной парой кронштейнов приемный и раздаточный отсеки. Источники информации, принятые во внимание при экспертизе 1. Механизация и автоматизация процессов образования профилей методом пластической деформации, обзор. Серия С-Х-3, НИИМАШ, 1971. 2.Авторское свидетельство СССР If кл. В 21 Н 3/00, 21.06.67 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатной автомат Кирьянова А.В. | 1988 |
|
SU1704893A1 |
| Автоматический резьбонакатный станок | 1980 |
|
SU948507A1 |
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| РЕЗЬБОНАКАТНОЙ АВТОМАТ | 1992 |
|
RU2021063C1 |
| РЕЗЬБОДАВИЛЬНЫЙ СТАНОК | 1972 |
|
SU346005A1 |
| Резьбонакатной автомат | 1981 |
|
SU1006009A1 |
| Устройство для накатывания резьбы на пустотелых заготовках | 1982 |
|
SU1074641A1 |
| Резьбонакатный автомат Ткачика | 1988 |
|
SU1641494A1 |
| Резьбонакатной станок | 1980 |
|
SU946754A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШПИЛЕК | 1967 |
|
SU190321A1 |