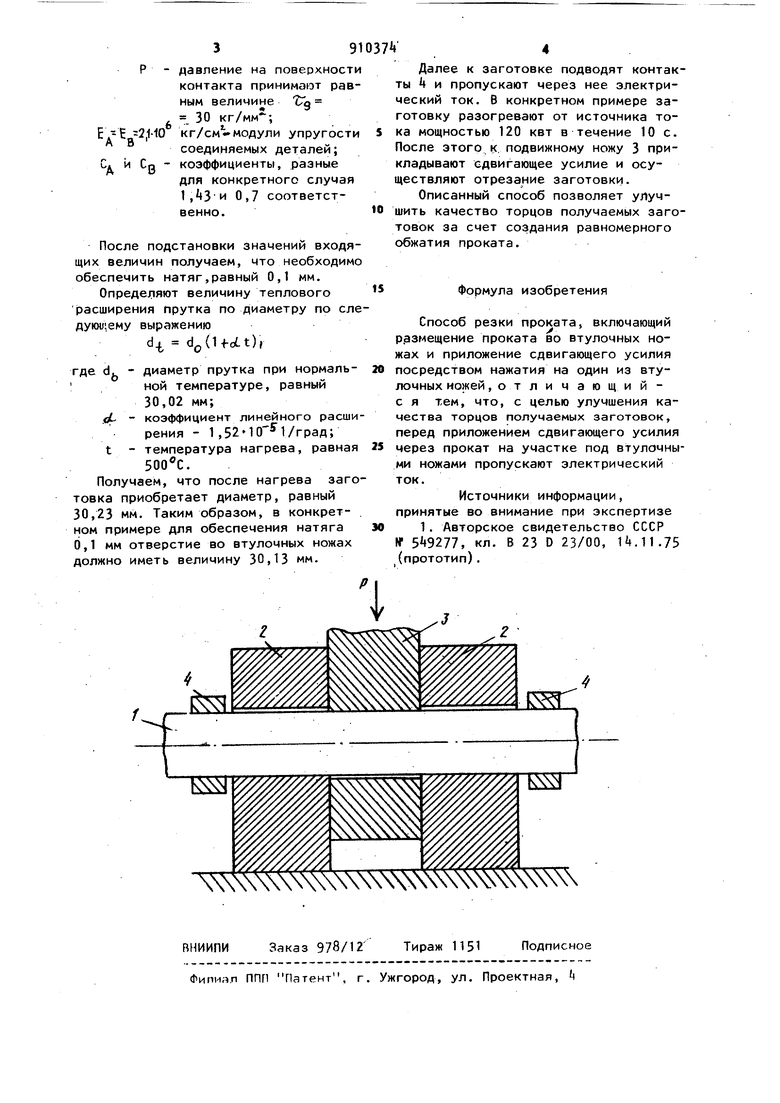
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки проката. Известен способ резки проката, включающий размещение проката во вт лочных ножах и приложение сдвигающе го усилия посредством нажатия на один из втулочных ножей l Недостатком известного способа я ляется низкое качество торцов получ емых заготовок. Цель изобретения - улучшение качества торцов получаемых заготовок. Поставленная цель достигается те что в способе резки проката, включа щем размещение проката во втулочных ножах и приложение сдвигающего усилия посредством нажатия на один из втулочных ножей, перед приложением сдвигающего усилия через прокат на участке под втулочными ножами пропускают электрический ток. Способ резки заключается в следующем (см. чертеж). Разрезаемый пруток (заготовку) 1 размещают в отверстиях втулочных ножей 2 и 3. Перед приложением сдвигающего усилия через прокат на участке под втулочными ножами пропускают электрический ток посредством подведения к прокату контактов, k. Пример осуществления способа. Заготовку 1 из калиброванного прутка нержавеющей стали 13Т8Н10Т диаметром 30,02 мм помещают внутрь втулочных ножей 2 и 3, имеющих отверстие, равное 32,13 мм. Размер отверстия втулочных ножей определяют следующим образом. Величину натяга определяют по следующему уравнению uPd(), ЕА ЕВ где d - диаметр сопрягаемых поверхностей;3 Р - навление на поверхност контакта принимают рав ным величине fg . 30 кг/мм ; Ед-Ец 2,1-10 кг/см «модули упругост соединяемых деталей; коэффициенты, разные для конкретного случая 1 .tS и 0,7 соответственно. После подстановки значений входя щих величин получаем, что необходим обеспечить натяг,равный 0,1 мм. Определяют величину теплового |эасширения прутка по диаметру по ел дукнцему выражению d d jdfcit), где d. - диаметр прутка при нормальной температуре, равный 30,02 мм; .«t- - коэффициент линейного расши рения - 1,5210 1/град; t - температура нагрева, равная . Получаем, что после нагрева заго товка приобретает диаметр, равный 30,23 мм. Таким образом, в конкретном примере для обеспечения натяга 0,1 мм отверстие во втулочных ножах должно иметь величину 30,13 мм. V4 Далее к заготовке подводят контакты и пропускают через нее электрический ток. В конкретном примере заготовку разогревают от источника тока мощностью 120 квт в течение 10 с. После этого к. подвижному ножу 3 прикладывают сдвигающее усилие и осуществляют отрезание заготовки. Описанный способ позволяет улучшить качество торцов получаемых заготовок за счет создания равномерного обжатия проката. Формула изобретения Способ резки проката, включающий р.азмещение проката во втулочных ножах и приложение сдвигающего усилия посредством нажатия на один из втулочных ножей,отличаю щийс я т,ем, что, с целью улучшения качества торцов получаемых заготовок, перед приложением сдвигающего усилия через прокат на участке под втулочными ножами пропускают электрический ток. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № , кл. В 23 D 23/00, U.11.75 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВ КРУГЛОГО СЕЧЕНИЯ | 2013 |
|
RU2532654C2 |
| Способ разделения сортового проката на заготовки | 1983 |
|
SU1159731A1 |
| Устройство для резки проката | 1986 |
|
SU1360920A1 |
| СПОСОБ ОТРЕЗКИ ОТ ПРУТКА ЗАГОТОВОК | 1999 |
|
RU2147493C1 |
| Способ разделения сортового проката | 1989 |
|
SU1731475A1 |
| Станок для безотходной резки круглого проката | 1982 |
|
SU1063545A1 |
| Штамп для резки пруткового материала | 1983 |
|
SU1123798A2 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| Устройство для разделения профильного проката | 1980 |
|
SU927417A1 |
| Способ разделки проката | 1984 |
|
SU1340934A1 |
