Изобретение относится к -смазкам, применяемым при обработке материалов, в частности при прессовании- металлических порошков.
Известны смазки для горячего и холодного прессования порошков титана, содержащие дисульфид молибдена на ,мыльном растворе, графит на индустриальном масле и т. .д.. Эти смазки обеспечивают легкое скольжение молекулярных слоев относительно друг друга, способствующее снижению сил контактного трения частиц порошка о поверхность пресс-инструмента 1.
Однако указанные смазки не предотвращают схватывание титанового порошка спресс-инструментом при повышении давления прессования.
Наиболее близкой по составу к предлагаемой является смазка для прессования титановых порошков, содержащая компоненты,в следукщих количествах, вес.%: графит 20-45, глицерин 1-15, этиловый спирт 10-30,.ацетон до 100 2..
Однако известная смазка имеет слабое экранирующее и нивелирующее действие за счет значительного количеств и. этилового спирта, что приводит к снятию смазки в процессе прессования и.
как следствие, сн1{жению стойкости пресс-инструмента. Кроме того, известная смазка характеризуется низкой способностью сщсорбироваться на поверхности деформируёмого материала, и пластифицировать поверхностный слой прессуемого порсяика. Это приводит к ухудшению прессуемости материала и повышению усилия выпрессовки спрессо-,
10 ванного изделия из пресс-формы.
Целью изобретения является создание смазки для прессования порошков титана, которая позволяет улучшить прессуемость порошкового материала,
15 уменьшает усилие выпрессовки, что, в свою очередь обуславливает повышение стойкости инструмента.
Поставленная цель достигается тем,
20 что смазка для прессования порошков титана, содержащая графит и ацетон, дополнительно содержит поливиниловый спирт или олеиновую киСлоту при следукядем содержании компонентов, вес.% Графит 20-.50
25
Поливиниловый спирт или олеиновая .кислота 0,5-20 Ацетон . Остальное Смазку готовят простым смешением
30 компонентов.
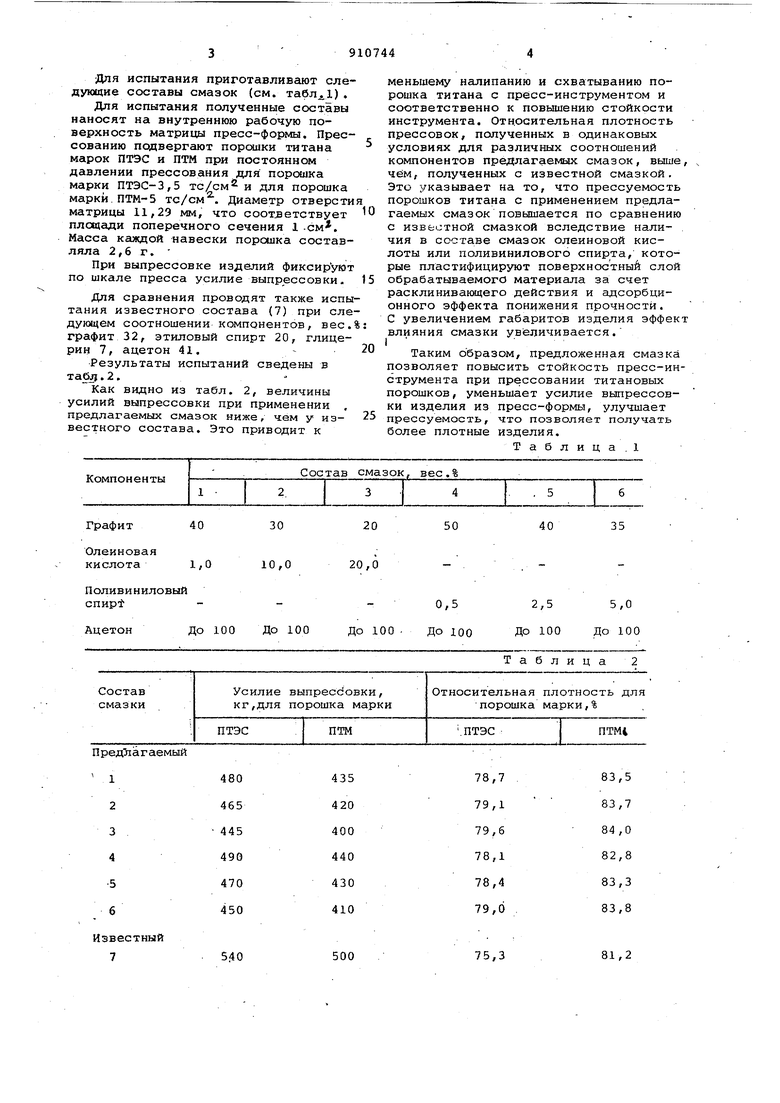
Для испытания приготавливают следующие составы смазок (см. табл.) .
Для испытания полученные составы наносят на внутреннюю рабочую поверхность матрицы пресс-формы. Прессованию подвергают порошки титана марок ПТЭС и ПТМ при постоянном давлении прессования для порошка марки ПТЭС-3,5 тс/см и для порошка марки.ПТМ-5 тс/см . Диаметр отверсти матрицы 11,29 мм, что соответствует площади поперечного сечения 1-см. Масса каждой навески порошка составляла 2,6г.
При выпрессовке изделий фиксируют по шкале пресса усилие выпрессовки,
Для сравнения проводят также испытания известного состава (7) при следующем соотношении компонентов, вес. графит 32, этиловый спирт 20, глицерин 7, ацетон 41.- ,
Результаты испытаний сведены в табл.2.
Как видно из табл. 2, величины усилий выпрессовки при применении , предлагаемых смазок ниже, чем у известного состава. Это приводит к
меньшему налипанию и схватыванию порошка титана с пресс-инструментом и соответственно к повышению стойкости инструмента. Относительная плотность прессовок, полученных в одинаковых условиях для различных соотношений компонентов предлагаемых смазок, выше ЧЁМ, полученных с известной смазкой. Это указывает на то, что прессуемость порошков титана с применением предлагаемых смазок повышается по сравнению с известной смазкой вследствие наличия в составе смазок олеиновой кислоты или поливинилового спирта, которые пластифицируют поверхностный слой обрабатываемого материала за счет расклинивающего действия и адсорбционного эффекта понижения прочности. С увеличением габаритов изделия эффек влияния смазки увеличивается. I
Таким образом, предложенная смазка позволяет повысить стойкость пресс-инструмента при прессовании титановых порошков, уменьшает усилие выпрессовки изделия из пресс-формы, улучшает прессуемость, что позволяет получать более плотные изделия.
Таблица. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для прессования титановых порошков | 1978 |
|
SU721468A1 |
| СПЕЧЕННЫЙ СПЛАВ НА ОСНОВЕ ТИТАНА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1991 |
|
RU2016114C1 |
| Смазка для горячей обработки металлов давлением | 1981 |
|
SU1021172A1 |
| Стеклосмазка для горячей деформации металлов | 1978 |
|
SU681910A1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ ИЗ ТИТАНА, ЦИРКОНИЯ И ИХ СПЛАВОВ | 2008 |
|
RU2381855C2 |
| Стеклосмазка для горячей деформации металлов | 1978 |
|
SU681909A1 |
| Смазка для горячей обработки металлов | 1978 |
|
SU667585A1 |
| Смазка для горячей обработки металлов | 1975 |
|
SU523135A1 |
| Пластификатор для прессования порошков | 1987 |
|
SU1456457A1 |
| Смазка для горячего прессования металлов | 1977 |
|
SU696047A1 |
10,0
До 100До 100
20,0
0,5 До 100
едлагаемый
435
1480 420
2465 400
3 445 440
4490 430 5470 410
6450
звестный
75,40
500
83,5 83,7 84,0 82,8 83,3 83,8
81,2
Формула изобретения Смазка для прессования порошков титана, содержащая графит и ацетон, отличающаяс я тем, что, с целью уменьшения усилия выпрессовки, смазка дополнительно содержит поливиниловый спирт или олеиновую кислоту при следующем содержании компонентов ,вес.% : Графит , 20-50 Поливиниловый спирт или олеиновая кислота 0,5-20 АцетонОстальное
Источники информации, принятые во внимание при экспертизе
с. 33.
