Изобретение относится к производству профилей, Прутков, труб из металлов, в частности из алюминиевых сплавов, методом горячего прессования и может быть использовано для смазки инструмента при горячей обработке металлов давлением.
Известны смазки для горячей обработки металлов давлением на основе минерального масла с добавлением наполнителей, а также смазки на основе минерального масла, графита, талька, свинцового сурика и битума.
Основными недостатками указанных смазок являются недостаточно высокое качество обрабатываемой поверхности изделий и токсичность соединений свинца, которые выделяются в зоне деформации.
Известна смазка для горячего прессования металлов, в частности алюминиевых
сплавов, имеющая следующий состав, вес.%: олеиновая кислота 5-15; алюминиевая пудра 5-10; графит 10-20; тальк 3-8;
О битум до 100.
го
Недостатком известной смазки является неравномерность нанесени слоя смазки на поверхность матрицы при многоочковом
NJ прессовании, что приводит к опережению и образованию дефектов в виде скрутки, криЮвизны, поперечного коробления, что , ет дополнительного вспомогательного, времени на смазку крупногабаритного инструмента.
Целью изобретения является обеспечение равномерного слоя смазки на обрабатываемой поверхности и повышение качества этой поверхности, которое проявляется о исключении дефектов по скрутке, кривизне и поперечному короблению.
Поставленная цель достигается тем, что смазка для горячей обработки металлов, содержащая графит, олеиновую кислоту, алюминиевую пудру и битум, дополнительио содержит бентонит и минеральное масло при следующем соотношение уомпонентов, вес.%;: . .
Графит7-15
Олеиновая кислота10-15
Алюминиевая пудра 10-15 Вштум7-15
Бентонит10-15
Минеральное масло Остальное Наличие в составе смазки графита, смеС1 олеиновой кислоты и алюминиевой пудры, обладающих высокими смазочными свойствами, позволяет получать прессованные изделия при высоких скоростях с хорошим качеством поверхности.
Минеральное масло придает жидкотекучесть, что позволяет быстро наносить смазку на крупногабаритный инструмент известными способами,например напылением или с помощью тампона. Битум, обла,ающий высокой вязкостью и высокой температурой сгорания, позволяет получать непрерывный смазочный слой влечение Есаго цикла прессования между инструментом и прессуемым металлом.
Бентонит является стабилизирующим срадством - препятствует оседанию ингредиентов смазки, увеличивает вязкость смазки и исключает операцию периодического перемешивания смазки.
Процентное содержание компонентов зависит от типа обрабатывающего сплава.
При прессовании легкодеформируемых сплавов содержание компонентов ниже, при прессовании труднодеформируемых сплавов - выше.
При приготовлении смазки предварительно тщательно перемешивают алюминиевую пудру с олеиновой кислотой.
Затем в разогретый до жидкого состояния битум вводят минеральное масло и при постоянном перемешивании добавляют остальные компоненты небольшими порциями в следующей последовательности; графит, смесь олеиновой кислоты с алюминиевой пудрой, бентонит. Полученную массу тщательно перемешивают в специал1эной устаиовке в течение 20-30 мин до равномарногр распределения их в жидкой фазе.
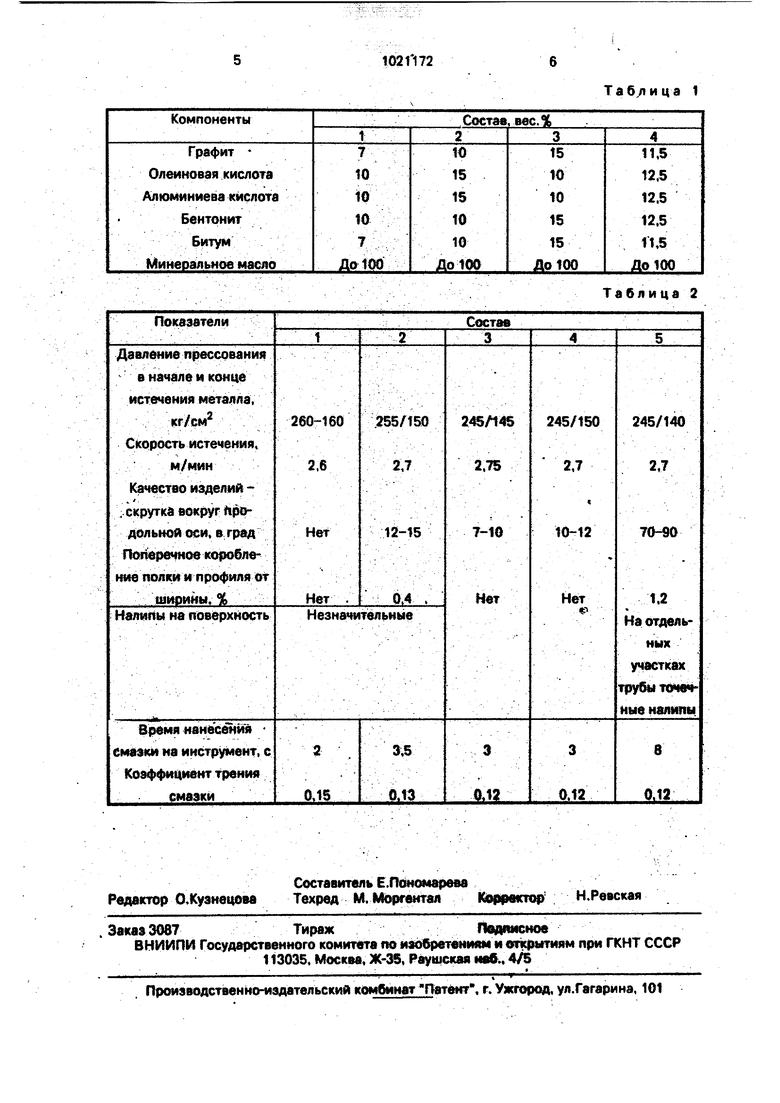
По описанной технологии были приготовлены составы смазок, приведенные в табл.1.
Указанные образцы смазок 1-4 были испытаны в сравнении с известной смазкой 5, представляющей собой смесь, вес.%: графит 15, олеиновая кислота 10, алюминиевая
пудра 8, тальк 3, битум 64.
Испытание смазок производили при
прессовании профилей из алюминиевых труднодеформируемых сплавов на горизонтально-гидравлических прессах усилием
2500 и 5000 т.
Температура обрабатываемого металла в зоне технологического инструмента 420480°С, температура инструмента (матрицы) в момент нанесения гмазки находилась в
пределах 250-320°С.
Во всех вариантах использовали заготовки одинакового сплава и размера с нагревом их в одинаковом температурном интервале (400-440°С).
При .испытаниях отбирали образцы для проверки качества поверхности, фиксировали по манометру полное давление прессования, определяли максимально допустимые скорости металла, фиксировали время нанесения смазки на поверхность крупногабаритного инструментаи в лабораторных условиях определяли коэффициенты трения смазок. Давление прессования в начале и конце прессования фиксировали по манометру,
показывающему давление в главном цилиндре пресса.
Скорости истечения определяли по градуированному микроамперметру, включенному в схему электрогидравлического
регулятора скорости. При этом прибор показывал скорость прессования, а скорость истечения определялась произведением скорости истечения на коэффициент вытяжки,
Качество поверхности определяли визуально, коробление изделий - на контрольных плитах с помощью щупа.
Время нанесения смазки фиксировали по секундомеру. Результаты испытаний
приведены в табл.2.
Как видно, заявленный состав технологической смазки позволяет производить прессование полуфабрикатов с уоеличенными скоростями прессования на прессах больших усилий, повышает производительность прессового оборудования за счет уменьшения вспомогательного времени при нанесении смазки, повышает качество
прессуемых изделий.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металлов | 1978 |
|
SU667585A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2007 |
|
RU2368649C2 |
| Смазка для горячей обработки металлов давлением | 1974 |
|
SU540907A1 |
| Смазка для горячей обработки металлов | 1974 |
|
SU521306A1 |
| Смазка для обработки металлов давлением | 1981 |
|
SU1011680A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1992 |
|
RU2028374C1 |
| ТЕХНВЧКСКАЯBHf;^t;:T. ^.д | 1966 |
|
SU189111A1 |
| Защитно-смазывающая смесь для полунепрерывного литья слитков | 1982 |
|
SU1069934A1 |
| Смазка для прессформ литья под давлением | 1980 |
|
SU859009A1 |
| СМАЗКА ДЛЯ РЕЗАНИЯ ГОРЯЧЕГО МЕТАЛЛА | 1971 |
|
SU320524A1 |
СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ, содержащая графит, олеиновую кислоту, алюминиевую пудру и битум, о т л и чающаяся тем, что, с целью обеспечения равномерного слоя смазки на обрабатываемой поверхности и повышения качества последней, смазка до- полнительно содержит бентонит и минеральное масло при следующем соотношении компонентов, вес.%: Графит 7-15 Олеиновая кислота10-15 Алюминиевая пудра 10-15 Битум,7-15 Бентонит10-15 Минеральное масло Остальное
Таблица 2
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ АЛЮМИНИЕВЫХСПЛАВОВ | 0 |
|
SU299534A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Смазка для горячего прессования металлов | 1973 |
|
SU446542A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Смазка для горячей обработки металлов | 1974 |
|
SU521306A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Смазка для горячей обработки металлов давлением | 1974 |
|
SU540907A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Смазка для горячей обработки металлов | 1978 |
|
SU667585A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
