(54) УСТАНОВКА ДЛЯ МЕТОДИЧЕСКОГО ИНДУКЦИОННОГО .НАГРЕВА КОНЦОВ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для индукционного нагрева | 1981 |
|
SU985075A1 |
| Установка для индукционного нагрева заготовок | 1988 |
|
SU1611948A1 |
| Станок для нагрева цилиндрических заготовок | 1974 |
|
SU737480A1 |
| Индукционная установка | 1981 |
|
SU1057556A1 |
| Устройство для выгрузки изделий из индуктора | 1980 |
|
SU933738A1 |
| Автоматическая линия безоблойной штамповки | 1980 |
|
SU889482A1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА КОНЦОВ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И ИХ ПОДАЧИ К ТЕХНОЛОГИЧЕСКИМ ПОЗИЦИЯМ | 1999 |
|
RU2150517C1 |
| Установка для индукционного нагрева изделий | 1980 |
|
SU950781A1 |
| Устройство для индукционного нагрева концов заготовок | 1979 |
|
SU775859A1 |
| Установка для стыковой индукционной сварки трубчатых изделий | 1989 |
|
SU1673346A1 |
1
Изобретение относится к электротермии и может быть использовано для нагрева заготовок перед пластической деформацией или термообработкой в кузнечно-штамповочном и термическом производствах.
Известна установка для индукционного нагрева концов стержнёобразных заготовок, содержащая шарнирно закреп ленную на каркасе подвижную раму, на которой установлены загрузочный бункер, подающий лоток, транс({юрматор с индуктором, упор и толкатель LuОднако в известном устройстве нагреваемые заготовки подаются в целевой индуктор толкателем без ())иксации каждой относительно витков индуктора, что снижает надежность работы установки вследствие наползания заготовок друг на друга и их заклинивания в индукторе.
Известна установка для нагрева изделий, содержащая корпус, на котором установлены трансформатор со
сменным щелевым индуктором, и ротор с захватами для заготовок f2j.
Недостатком известной установки является ее низкий КПД, обусловленный тем, что транспортируемые через индуктор заготовки расположены на роторе радиально, при этом расстояние между нагреваемыми концами заготовок увеличивается с увеличением их длины. Такое размещение заготовок
10 дает низкий коэффициент заполнения индуктора, приводит к увеличению длины его активных витков. Кроме того, известную установку сложно переналадить на другой типоразмер нагревае 5мых заготовок ввиду отсутствия регулировки зажимов.
Цель изобретения - повышение КПД установки и расширение ее технологических возможностей .
20
Поставленная цель достигается тем, что, в установке, содержащей корпус, на котором установлены трансформатор со сменным щелевым иидукто391
ром и ротор с захватами для заготовок, ротор еьтолнен в виде конуса, направленного вершиной к индуктору, захваты установлены по образующим конуса, а актавный токопровод индуктора расположен параллельно поверхности конуса ротора.
Кроме того, установка снабжена кронштейнами и связанными с ними шарнирными опорами, закрепленными на роторе, а захваты размещены на кронштейнах.
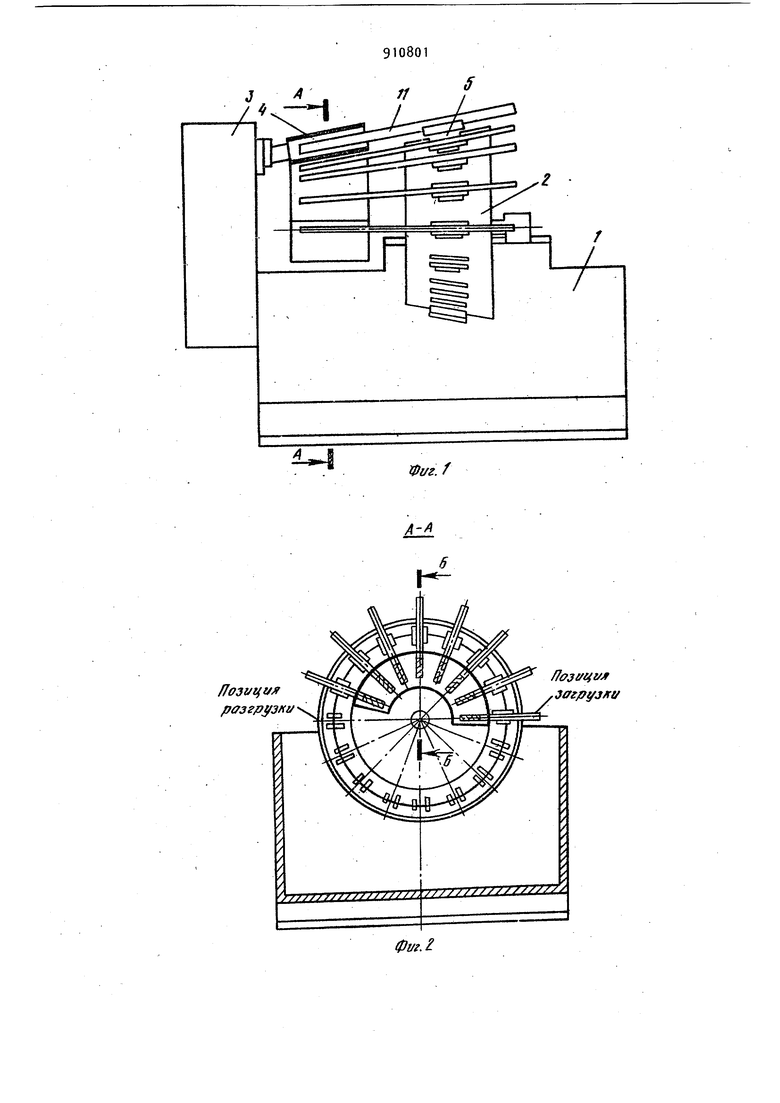
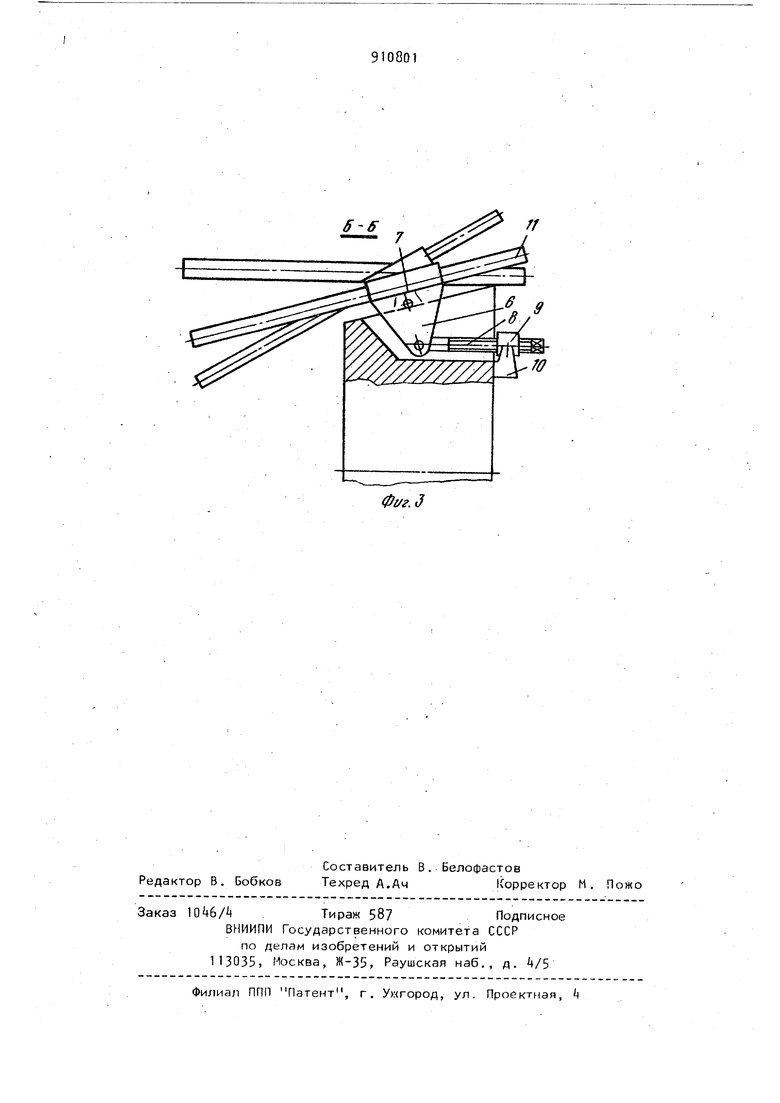
На фиг. 1 изо ажена предлагаемая установка, общий вид; на фиг. 2 разрез А-Л на фиг. 1;. на фи.г. 3 разрез Б-Б на фиг.2, узел захвата.
Предлагаемая установка для методического нагрева концов заготовок содержит корпус 1, на котором смонтированы ротор 2, выполненный в виде усеченного конуса, и трансформатор 3 ;со сменным щелевым индуктором 4. На боковой поверхности ротора Z по его образующим установлены захваты 5 (например , электромагнитные). Каждый захват (см. фиг. 3) смонтирован на кронштейне 6, который ийеет возможность поворота вокруг оси 7 за счет взаимодей ствия винта 8 гайки 9,шарнирно закрепленной на опоре 10, установленной на барабане. Активный провод индуктора расположен параллельно поверхности конуса, образованного нагреваемыми деталями, т.е.описываемого рабочими поверхностями захватов при вращении барабана.
Установка работает следующим образом..
Заготовка 11 подается на захват в позиции загрузки. Ротор,вращаясь, проносит заготовки через индуктор, гд концы заготовок нагреваются. Расстояние между нагреваемыми концами заготовок посредством винтов 8 выбирается
минимальным, что повышает КПД индуктра. На позиции выгрузки заготовка удаляется с ротора, после чего поступает на деформацию или в бак для закалки . Захваты 5 ротора работают от управляемых электромагнитов. Для переналадки установки на другой типоразмер заготовок необходимо сменить индуктор и изменить с помощью винта В угол наклона захватов 5.
Установка позволяет за счет плотного расположения концов нагреваемых заготовок в индукторе снизить потери энергии и на 7-10 повысить КПД.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
rr
S
H
70
7//m
ф1/г.д
