Преллягаемое irscopcTeiino от;тос1пт5 к области прокатки полос и листов па станах периодической прокатки, с натяжением полос или листов, в клетях типа кварто или трио с приводиьюш опорными залкал;и фасонного профиля.
On;lcь в u iЬlй способ нрокаткн п конструкция стана для осуи;ествления этого способа обеспечивают возможность получения за один полос ил:И листов вытяжки в несколысо раз более высокой по сравнению с той, которая ;Может 6i5iTb по;; че:;а П|)и шклчатке полос и листов в обыч)1ых станах.
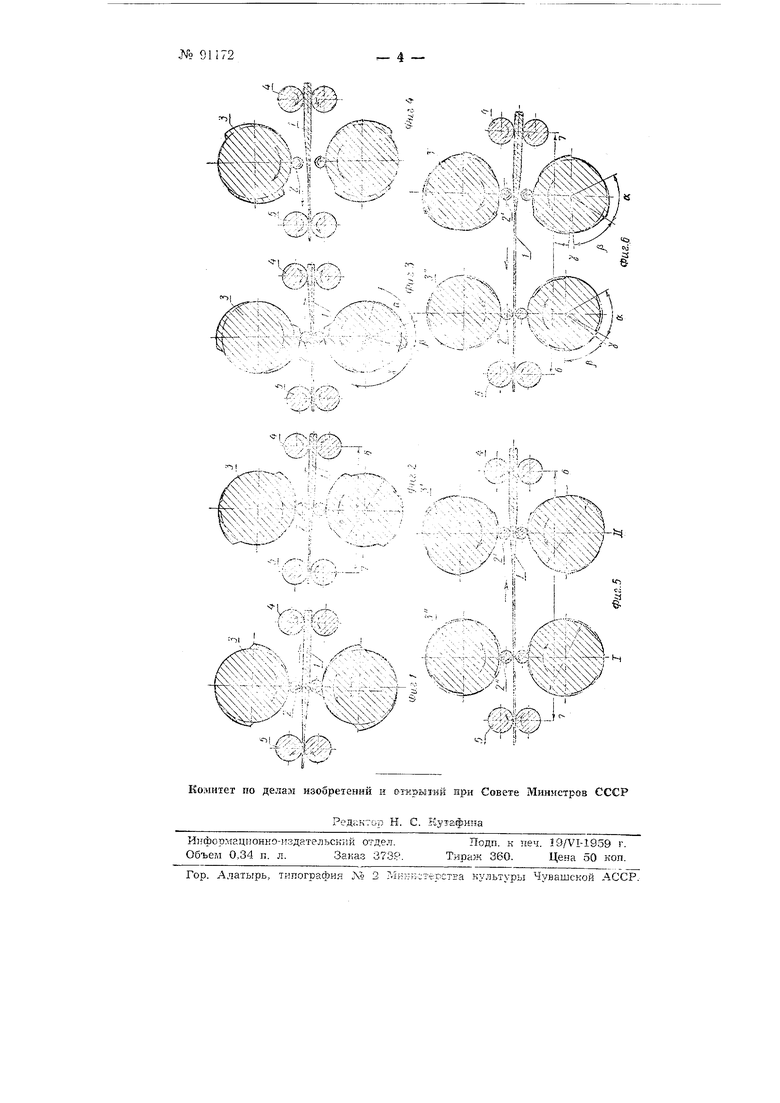
Иа фиг. -и ноказ;; 1а схема прокатки по.:(;с и .тнстон но предлагае.мому способу в станах с одной клетью.
Ма фнг. I пока.яано качало обжатия, при проходе полосы назад; на фиг. 2--н)одол)кенме обжатия при ходе полосы назад; на фиг. .3- .BiiHBa.Hiic (сг,таж.ива;1;;е) иоверхнос™ полосы при том же ходе; и;а фиг. -i-подача но.лосы Biiei)eH; iia фиг. 5-обжатие валками; Иа с|)И1. 6-выра1внн;-;аиие- ио;1осы между валками.
IlpoivaTKy полос листов } осуществляют рабочими ва.тками 2 не6o, диаметра, приводимыми во вращение трением опорных валков 3. Опорные валки имеют фасонное сечение с переменным по о«РУ1Ж.ЧССТИ ра,. Персл, рабочей )Ю и за эею устаповлеиы подаюн пе ролнки nepeainie 4 и задние 5 с реверсивными привода(Ми. Эти.ми нодаюпшми роликами проиазодят переднее натяже1ше полосы / в :1анра1;лении ст|)елки (/ и з.аглнее-в нанравлеиии стрелки 7. соответственно, при подаче полосы во время рабочего хода и при подаче полосы вперед во время холостого хода.
После очередной г одачи но/юсы начинаетея об 1-;атие ее. рабочими ва тками. При постепенно увеличивающихся радиусах но .туге ()ружнос ги, отвечаюи1е ; углу У. (фиг. 3) опориых валко:, рабо-iiie валки при ра,N:b 91172- 2 -
бочем ходе лри.бл.и/юаются один к другому и обжимают полосу, продвигая ее,назад, а затем при почти неизменных радиусах по дуге окружности, отвечающей углу 3 опо)ных валков, происходит только выравнивание и сглажив.ание поверхности полосы. При рабочем ходе нередние подающие вращ,аю1тя несколько быстрее движения полосы, а задние несколько медленнее н создают иередпее п-атяжение по стрелке 6 и яаднее по стрелке 7.
Следующий этал ра|боты стана (холостой ход) рабочие , прижатые уравнивающими устройствами к опорпьпм, имеюньчм постояппые радиусы по дуге окружности, отвечающей углу j (фиг. 3) расходятся и раскрывают зев калибр-а (щель меяаду валками). Подаюш,ие ролики р.еверсируются и подают полосу вперед в между в.алкамп. При зтом, как БНДНО из фиг. 4, с;бжатия полосы не происход,ит. Затем цикл прокатки повторяется. Подающие ролики служат такнсе для движения полосы ири раскатке переднего конца и докатке заднего. Скорость (вр ащения подающих роликов при этом переключается ма режим без н:атяжения. Для аюлучения максимальной производительности стан-а заготовки прокатываются впритык одна к другой или сращиваются (свариваются) перед станом без оста1НО Вки его и нодаются как непрерывная полоса.
Hia фиг. 5 показало 0|бжатие полосы валками первой клети / при свободном проходе полосы иазад между валками втюрой клети //. На фиг. б показано выравнивание {сгл1ажиБ:ание) поверхности полосы между валками второй клети при свободном проходе полосы вперед между в-алками первой клети.
По этой схеме полосы / между рабоч;ими валками 2 происходит в первой клети / (фиг. 5) при движении полосы н/азад, а сглажив ание между рабочими в алками . второй клети // при движении полосы вперед.: Опорные валки 3 первой клети имеют сечение с переменными радиусами по дугам окружности, отвечающим углам а , 3, 7(фиг. 6). Опорные вал1ки 3 второй клети ИМеют сечение
е постоянными радиусами, различными для дуг окружности, отвечающим углам аи 3с переменными радиуса1ми по дуге окружности, отвечающей углу у (фиг. 6).
Пр0;изводительность станов, р аботающих по этой схеме, должна быть выще по сравнепию е производительностью станов, работающих по первой схеме.
Подающие ролики работают с натяжением полосы при движании в .обе стороны.
Предмет изобретения
1.Прокатный стан для изготовления полос и листов, отличающийся тем, что опорные приводные валики имеют переменный катающий радиус, вследствие чего расстояние между рабочими валками небольщого диаметра непрерывно последовательно умепьшается и увеличивается.
2.Стан по п. 1, отличающийся наличием двух клетей типа кв ,арто.
3.Форма выполнения стана по пп. 1 и 2, отличающаяся наличием в каждой клети только одного приводного опорного валка с переменным катающим р.адиусом, одного рабочего валка малого диаметра и одного холостого цилиндрического валка.
4.Ста;н по пп. 1-3, от л и ч а ю щи йс я наличием перед и за рабочими клетями роликов с реверсивными приводами, обеспечивающих дви- 3 -Л1 91172
жение полосы назад к натяжение ее при обжатиквпервой клети и подачу полосы вперед при холостом ходе рабочих валков, первой клети.
5.Форма выПоЛйения стана по п. 4, отлич;ающаяся наличием, вместо роликов,- подаюй его натяжного устройства с клещевыми захватами или д:руГойконструку,ии.
6.Стайпо пп. 1-5,отли ч а ющи йся тем, что рабочие клети объеди rtCH tt в общей стаййгнё
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2436640C1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2001 |
|
RU2198043C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2004 |
|
RU2259896C1 |
| Способ профилирования валков прокатного стана | 1979 |
|
SU863029A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ НА СТАНЕ С ЧЕТЫРЕХВАЛКОВЫМИ КЛЕТЯМИ С ПРИВОДОМ ЧЕРЕЗ РАБОЧИЕ ВАЛКИ | 2001 |
|
RU2210442C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ НА СТАНЕ С ЧЕТЫРЕХВАЛКОВЫМИ КЛЕТЯМИ С ПРИВОДОМ ЧЕРЕЗ ОПОРНЫЕ ВАЛКИ | 2001 |
|
RU2210443C2 |
| Кольцевая установка для совмещенной разливки и прокатки металлов | 1970 |
|
SU330700A1 |
| Клеть стана пилигримовой про-КАТКи ТРуб | 1979 |
|
SU816587A1 |
| Способ прокатки полос | 1991 |
|
SU1789315A1 |
| СПОСОБ ПРОИЗВОДСТВА РЕССОРНЫХ ПОЛОС ПОСТОЯННОЙ ШИРИНЫ И ИЗМЕНЯЮЩЕЙСЯ ТОЛЩИНЫ | 2003 |
|
RU2239510C1 |