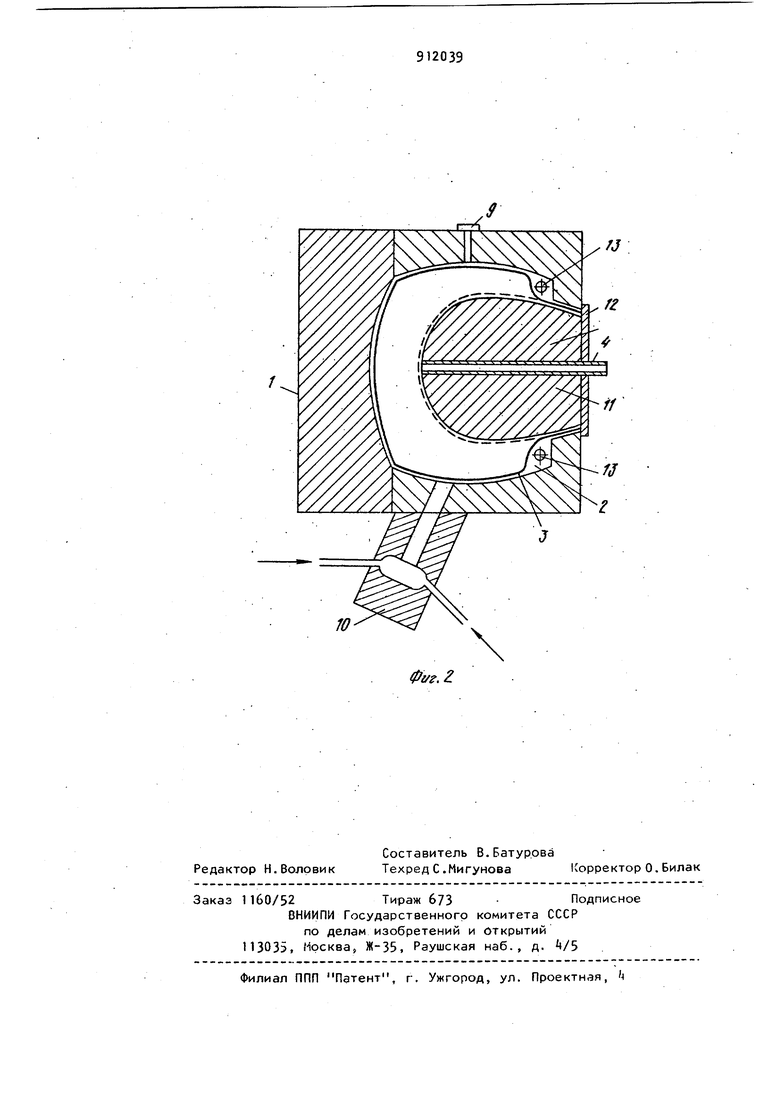
3 среды под давлением и питатель для подачи под давлением полиуретана Известный способ не требует сло ного оборудования, но не обеспечивает изготовления каркасов шин из полиуретана без воздушных включени что снижает качество шин. Цель изобретения - обеспечение возможности изготовления каркасов шин из полиуретана без воздушных включений. Для достижения поставленной цел в способе изготовления каркасов шин из полиуретана литьем под давл нием, при котором полиуретан в жид котекучем состоянии подают под дав лением в формующую полость, образо ванную внутренней профильной повер ностью металлической формы и эласт ным дорном, причем перед подачей полиуретана эластичный дорн раздувают путем подачи в него под давле нием рабочей среды, эластичный дор раздувают до взаимодействия его с профильной поверхностью металлической формы, а при подаче полиуретана синхронно с заполнением им формующей полости отводят рабочую среду из дорна до сжатия последнего до размера, соответствующего внутренней полости изготовляемого каркаса В качестве рабочей среды в дорн подают жидкость с удельным весом, соответствующим удельному весу полиуретана. Рабочую среду в дорн подают под давлением, меньшим давления полиуретана. Для изготовления каркасов шин предлагаемым способом в устройство для изготовления каркасов шин из полиуретана литьем под давлением, содержащем литьевую металлическую форму с внутренней профильной поверхностью, образующий с последней :формующую полость эластичный дорн с трубой для соединения со средство для подачи рабочей среды под давлением и питатель для подачи под давлением полиуретана, средство для подачи рабочей среды под давлением выполнено в виде цилиндра с подвижным.поршнем, связанного с трубой и заполненного жидкостью с удельным весом, большим удельного веса полиуретана, и регулятора давления, установленного в трубе между дорном и цилиндром. 4 Устройство снабжено датчиком положения поршня, установленным по месту расположения поршня, соответствующему равенству объема формующей полости объему изготовляемого каркаса. Эластичный дорн снабжен установленным в нем жестким разборным сердечником, имеющим канал для прохода конца.трубы и. выполненным по форме внутренней полости изготовляемого каркаса. На фиг. 1 изображено устройство для изготовления каркасов шин из . полиуретана дитьем под давлением; на фиг. 2 - металлическая форма и дорн с жестким сердечником. Устройство для изготовления каркасов шин из полиуретана литьем под давлением содержит разъемную литьевую металличесвую форму 1 с внутренней профильной поверхностью и образующий с последней формующую полость 2, эластичный дорн 3 с трубой Ц, для соединения со средством 5 для подачи рабочей среды под давлением. Средство 5 для подачи рабочей среды под давлением выполнено в виде цилиндра 6 с подвижным поршнем 7 связанного с трубой и заполненного жидкостью с удельным весом, большим удельного веса полиуретана, и регулятора давления 8, установленного в трубе Ц между дорном 3 и цилиндром 6. В устройстве имеется датчик 8 положения поршня, установленный по месту расположения поршня, соответствующему равенству объема формующей полости 2 объему изготовляемого каркаса. В форме 1 выполнено выпускное отверстие 9- Форма 1 соединена с питателем 10 для подачи под давлением полиуретана. Дорн 3 может быть снабжен жестким разборным сердечником 11 (фиг.2). Полость между ними уплотняется пластиной 12. В сердечнике 11 имеется канал для прохода конца трубы k, Дорн 5 может быть выполнен из резины или полиуретана с толщиной стенки около 2 мм. Способ изготовлений каркасов шин из полиуретана литьем под давлением на данном устройстве может быть осу-, ществлен следующим образом. Сначала в формующей полости,устанавливают бортовые кольца 13, а затем раздувают дорн 3 до взаимодействия его с профильной поверхностью 5 металлической формы 1. Для этого перемещением поршня 7-влево, заполняющую цилиндр 5 жидкость под давле нием по трубе Ц подают в эластичный дорн, пока он не займет положение, указанное на фиг.I пунктирной линией, а на фиг, 2 - сплошной. При этом жидкость подают в дорн под дав лением меньшим давления полиуретана но большим атмосферного давления, чтобы предотвратить проникновение воздуха в полость 2. Расширяясь, дорн вытесняет из формующей полости 2 воздух, который выходит через отверстие 9- После вытеснения всего воздуха отверстие 9 перекрывается.Затем через питатель 10 в формую щую полость 2 подается под давление полиуретан. Поскольку давление жидкости в полости дорна меньше давления полиуретана , то при подаче последнего в формующую полость из дорна 3 вытесняется жидкость по трубе k через регулятор 8 в цилиндр 6, а дорн 3 - сжимается до положения, (показанного на фиг. 1 штрихпунктирной линией. Вследствие этого в цилиндре 6, поршень 7 перемещается вправо. Причем перемещение поршня 7 прямо пропорционально сжатию дорна 3, з следовательно, и количеству залитого в фор мующую полость полиуретана. При достижении поршнем 7 датчика 8, подачу полиуретана прекращают, так как этот момент соответствует равенству объемов формующей полости 2 и изготовляемого каркаса, а размер дорна соответствует объему внутренней полости каркаса.Затем производят отверждение полиуретана при подводе тепла либо через форму 1, либо через дорн 3 подавая в него теплоноситель, После отверждения полиуретана поршень отводят далее вправо (привод не показан), вследствие чего сливается оставшаяся в дорне 3 жидкость в цилиндр 6, а дорн. 3 сжимается и выводится из полости каркаса. Далее форму открывают и.извлекают готовый каркас шины. При изготовлении каркаса в форме с жестким сердечником 11 заполнение формующей полости полиуретаном осуществляют аналогичным образом, только дорн 3 сжимают до взаимодействия с сердечником 11 (этоположение дор9на .показано пунктирной линией на фиг.2). После отверждения каркаса сердечник разбирают и извлекают из эластичного дорна 3. Затем открывают форму и извлекают готовый каркас. При таком конструктивном выполнении устройства необходимо точно дозировать количество подаваемого полиуретана в формующую полость, чтобы предотвратить растрескивание формы. Дозирование можно осуществлять по объему жидкости в цилиндре 6. Предлагаемое изобретение обеспечивает качественное изготовление каркасов шин. Формула изобретения 1.Способ изготовления каркасов шин из полиуретана литьем.под давлением, при котором полиуретан в жидкотекучем состоянии подают под давлением в формующую полость, образованную внутренней профильной поверхностью металлической формы и эластичным дорном, причем перед подачей полиуретана эластичный дорн раздувают путем подачи в него под давлением рабочей среды, отличающийся тем, что, с целью обеспечения возможности изготовления каркасов шин из полиуретана без воздушных включений, эластичный дорн раздувают до взаимодействия его с профильной поверхностью металлической формы, а при подаче полиуретана синхронно с заполнением им формующей полости отводят рабочую среду из дорна до сжатия последнего до размера, соответствующего внутренней полости изготовляемого каркаса. 2.Способ по п.1,отличающ и и с я тем, что в качестве рабочей в дорн подают жидкость с удельным весом, соответствующим, удельному весу полиуретана. 3.Способ по п.1,отличающий с я тем, что рабочую среду в дорн подают под давлением, меньшим давления полиуретана. 4. Устройство для изготовления каркасов, шин из полиуретана литьем под давлением, содержащее литьевую металлическую форму с внутренней профильной поверхностью, образующей с последней формующую полость эластичный дор,н с трубой для соединения
со средством для подачи рабочей среды под давлением и питатель для подачи под давлением полиуретана, отличающееся тем, что, с целью обеспечения возможности изготовления каркасов шин из полиуретана без воздушных включений, средство для подачи рабочей среды под давлением выполнено в виде цилиндра с подвижным поршнем, связанного с трубой и заполненного жидкостью с удельным весом, большим удельного веса полиуретана, и регулятора давления, установленного в трубе между дорном и цилиндром.
5. Устройство по п,4, отличающееся тем, что оно снабжено датчиком положения поршня, установленным по месту расположения поршня, соответствующему равенству объема формующей полости объему изготовляемого каркаса.
6. Устройство по п.t, отличающееся тем, что эластичный дорн снабжен установленным в нем жестким разборным сердечником, имеющим анал для прохода конца трубы и выполненным по форме внутрен- . ней полости изготовляемого каркаса.
Источники информации, принятые во внимание при экспертизе 1. ЗаявкаФРГ h 2231780, кл. В 29 Н 17/02, 1973.
2. Патент Великобритании №1362 52, кл. ОБА, опублик. 197 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Вулканизационный дорн | 1987 |
|
SU1495132A1 |
| Вулканизационный дорн | 1978 |
|
SU981008A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДЛЯ БУРОВЫХ НАСОСОВ | 2008 |
|
RU2393090C2 |
| Пневматическая шина для автомобилей и способ ее изготовления | 1987 |
|
SU1727526A3 |
| Устройство для изготовления брекерно-протекторных браслетов для покрышек пневматических шин | 1980 |
|
SU1011040A3 |
| Вулканизационный дорн | 1986 |
|
SU1337272A2 |
| Станок для сборки и формования покрышки пневматической шины | 1976 |
|
SU680906A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИАФРАГМ | 1971 |
|
SU291804A1 |
| ПОРЦИОННАЯ КАПСУЛА И СПОСОБ ПРИГОТОВЛЕНИЯ НАПИТКА С ПОМОЩЬЮ ПОРЦИОННОЙ КАПСУЛЫ | 2013 |
|
RU2615952C2 |
| Вулканизационный дорн | 1985 |
|
SU1260226A1 |
i
г-А
Фиг. г
