Изобретение огносигся к кузнечношгамповочному произвоас тву и может быть использовано цля поштучной выаачи деталей типа пластин из магазина. Известно устройство цля поштучной выаачи деталей, содержащее подъемноопускной от поршневого цилиндра стол и усгановленный на нем магазин аля деталей 1 . Однако этоустройство имеет ограниченную технологическую возможность, так как оно расчигано на работу с дета лями определенной толшины, кроме того, возврат подъемно-опускного стола в исходную позицию производится вручную. Наиболее близким к изобретению явля ется устройство для поштучной выдачи деталей типа пластин посредством питателя из магазина, содержащее подъемно опускной стол с пневмогидроприводом, кшгематически связанным с питателем, конечный выключатель и установленное на уровне верхней детали фотореле f 2 Недостатком этого устройства является необходимость периодической остановки для загрузки деталей в магазин, а использование гидропневматического привода усложняет изготовление и эКсалуатацто устройства. Поставленная цель достигается теМ| что известное устройство, содержащее смонтированный на станине подЬемногопускной стол с приводом его перемещения, конечные вьшлючатели, ограничивающие перемещение стола, и фотореле, установленное на уровне верхней детали, снабжено установленной подвижно в имеющихся горизонтальных направл5пощих станины площадкой, на которой размещены магазины с деталями, а привод стола выполнен в вице винтовой пары с гайкой, установленной в имеющихся направляющих, и Зубчатой передачи, приводимой в движение при подъеме от электродвигателя постоянного тока с регулируемой скоростью вращения, а при опускании - от ,
электроцвигатепя временного тока посреастБом рааьециняющей муфты.
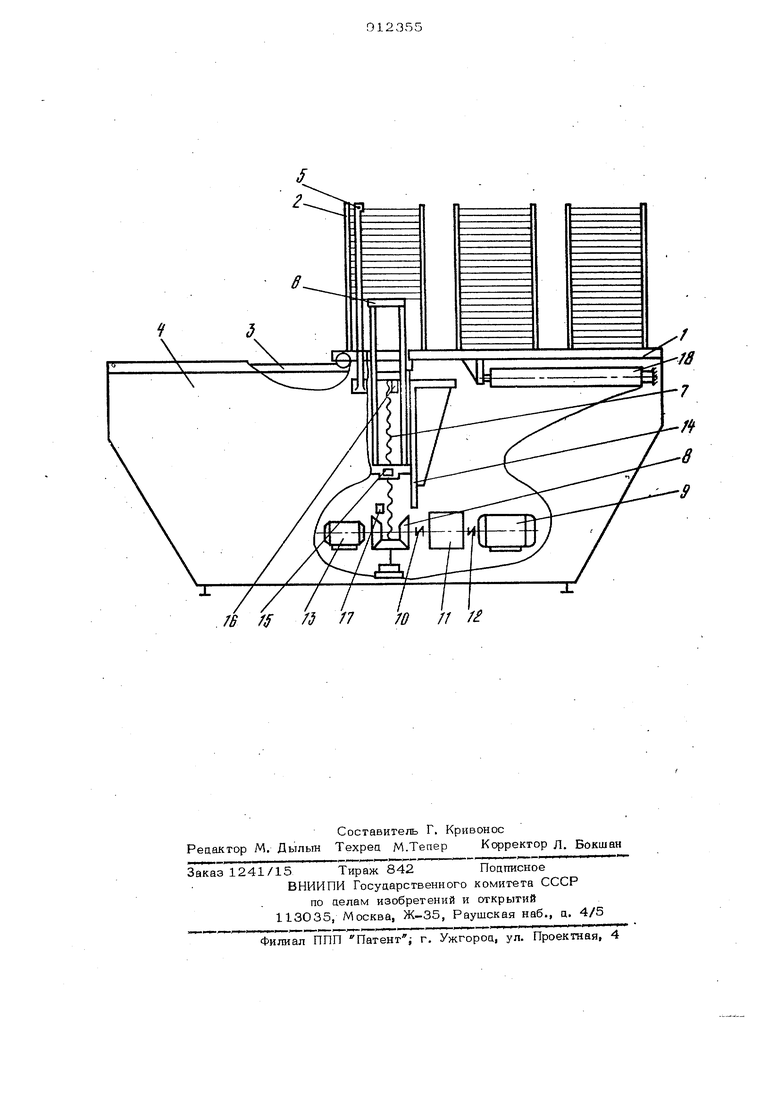
На чертеже изображено предложенное устройство.
Устройство содержит плсадаоку I, на которой размещены магазины 2 с уложенными в них стопками цеталями, перемещающуюся по горизонтальным направляющим 3 станины 4, установленное на кронщтейнах фотореле 5, поцъемно-опускной стол в, получающий движение от винтовой пары 7 через зубчатую передачу 8 кинематегчески связанную с электродвигателем постоянного тока 9 посредством разьединяющей муфты Ю, редуктора II упруго пальцевой клуфты 12. Винтовая пара 7 связана также с электродвигателем переменного тока 13. Гайка винтовой пары 7 устанселена в вертикальных направляющих 14 и на ней размещен флажок IS, взаимодействующий с t конечными выключателями 16 и 17, Грузовая площадка 1 снабжена линейным электродвигателем 18, обеспечивающим ее передвижение в зону подьемно-опусккого стола.
Устройство работает следующим образом.
В магазин 2 загружают детали и в зависимости от толщины одной детали устанавливают опеределнную скорость вращения электродвигателя постоянного тока. 9. От вала электродвигателя 9 вращение передается через упруго-пальцевую муфту 12, редуктор 11, разъединягащую муфту 10, зубчатую передачу
8на винтовую пару 7. Поаьемно-опускной стол 6 поднимается. Захватный орйан (на чертеже не показан), берет деталь из магазина 2 и за время ее перемещения на позицию обработки .следующая деталь, находящаяся в магазине
2, занимает ее место. В случае поднятия верхней детали выше требуемого уровня срабатывает фотореле 5, в резуль тате чего отключается электродвигатель
9и подъем прекращается. По достижении подъемно опускным столом 6 крайнего верхнего положения срабатывает конечный выключатель 16 и разьединяющая муфта 12 отключает редуктор 11 и электроавигатель постоянного тока 9, включая электродвигатель переменного тока, который возвращает подъемно-опускной стол 6 в крайнее нижнее положение, в результате чего срабатывает выключатель 17,
Наличие двух и более магазинов на грузовой площадке повышает производительность устройства. Введение электродвигателя переменного тока и разъединяющей муфты дает возможность быстрого опускания подъемно-опускного стола в крайнее нижнее положение.
Формула изобретения
Устройство для пощтучной выдачи деталей типа пластин из магазина, содержащее смонтированный на станине подьемно-опускной стол с приводом его перемещения, конечные выключатели, ограничивающие перемещения стола, и фотореле, установленное на уровне верхней детали, отличающееся тем, что, с целью повьпнения производительности, оно снабжено установленной подйижно в имеющихся горизонтальных направл5пощих станины площадкой, на которой размещены магазины с деталями, а привод стола выполней в виде винтовой пары с гайкой, установленной в имеющихся направляющих, передачи, приводимой в движение при подъеме стола от электроцвигателя постоянного тока с ре- гулироемой скоростью вращения, а при опускании - от электродвигателя переменного тока через разъединяющую муфту.
Источники информации, принятые во внимание сфи экспертизе
1.Авторское свидетельство СССР N 390919, кл. В 23 Q 7/04, 1973.
2.Авторское свидетельство СССР
№ 657892, кл. В 2 IB 43/13, 1979 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи плоских деталей | 1984 |
|
SU1315088A1 |
| Устройство для поштучной выдачи деталей | 1981 |
|
SU1015987A1 |
| Устройство для поштучной выдачи плоских заготовок | 1983 |
|
SU1098630A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| СОЮЗНАЯ | 1973 |
|
SU368129A1 |
| Машина для разборки пакетовшТучНыХ гРузОВ | 1979 |
|
SU816916A1 |
| Устройство,преимущественно для поштучной выдачи и приема деталей типа пластин | 1984 |
|
SU1222363A1 |
| Устройство для поштучной выдачи деталей | 1977 |
|
SU657892A1 |
| Устройство для поштучной выдачи выполнен с толкателем для деталей,отличающейся тем,что,с целью расширения технологических возможностей и снижения металлоемкости,механизм поштучной | 1984 |
|
SU1292882A1 |
| Устройство для поштучной выдачи деталей из стопы | 1984 |
|
SU1286324A1 |