I
Изобретение относится к сварным конструканям .и может найти применение в машиностроении , энергетической, химической и других отраслях промышленности. К сварным конструкциям Некоторых установок и ахшаратов предъявляется требование периодического их вскрытия для гфоведения регламентных и технологических работ. Конструкция в этом случае должна обеспечивать возможность многократного проведений операции вырезки сварного шва и повторной его заварки без замены соединяемых деталей. Кроме того, одним из главных требований при вырезке сварного шва и разборке конструкции является исключение вероя-пНОСТ.И попадания продуктов резания во внутреннюю полость конструкции.
Наиболее широкое распространение для указанных целей получили конструкции, в которых предусмотрено наличие частично расплавляемой при сварке накладки, которая вырезается вместе сошвом при вскрытии соединения.
Известна сварная конструкция, в которой в стык устанавливается вставка, имеющая форму ласточкиного хвоста . Такая - конструкция несколько упрощает сборку соединения с заданной точностью Ш.
Однако она малопригодна для операции вырезки и повторной сварки, так как в процессе резания неизбежно образование заусенцев с обратной стороны стыка,
10 подрыв кромки при сквозном ее прореза- НИИ резцом и в результате - попадания стружки во внутреннюю полость конструкции.
IS
Известна также сварная конструкция , в которой между соединяемыми элементами установлена -остающаяся накладка, выполненная с двухсторонним симметричным скосом. Такая конструкция снижает о&ьем
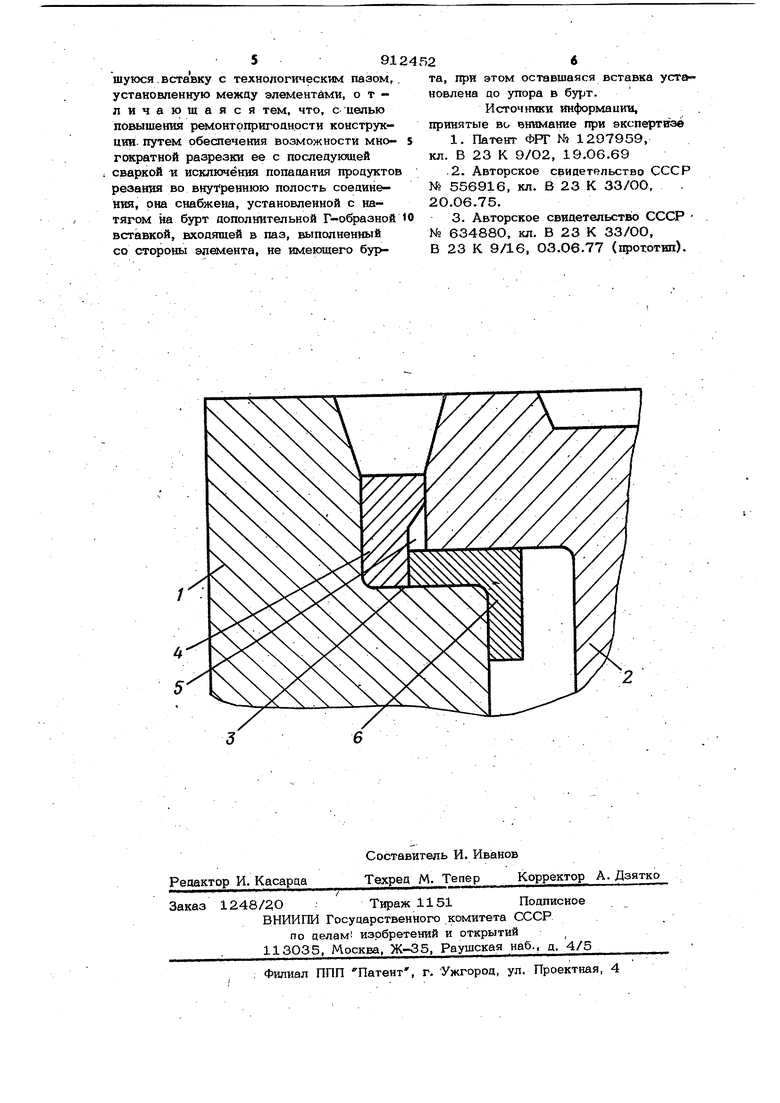
% Наплавляемого металла и повышает технологичность конструкции стыка, несколько Jyлyчшaютcя в этом, случае и условия реаания, которое ведется по скосам кромок С2. Однако наличие двух скосов кромок требует производить резание По двум поверхностям, что: возможно выполнить только последовательными операциями. Е1 связи с этим, первоначально необхо- димо произвести обработку одного из ск сов стыка со сквознь1м прорезанием соединения, а затем повторить операцию по второму скосу кромок. Кроме того, не исключается вероятность попадания стружки во в тутреннюю .полость стыка и возможность скалывания и падения . внутрь отдельных участков накладки при сквозном прорезании. Наиболее близкой по технической суш ности к предлагаемой является сварная конструкция, в которой между свариваемыми элементами установлена остающаяся вставка с технологическим пазом. а один из элементов имеет установочный . . Недостаток такой конструкции состои в том, что при разрезке необхоаймо выполнить ряд операций для сохранения ниж ней крсмки элемента, который усташвливается, на другой элемент с буртом. Иель изобретения - повышение ремон топригодности сварной конструкции путем обеспечения возможности многократной разрезки ее с последующей сваркой и исключения попадания продуктов резания во внутреннюю полость соединения. .Поставленная цель достигается тем, что сварнай конструкция, содержащая дв свариваемых элемента, один из которых выполнен с установочйым буртом, и оста ющуюся вставку с технологическим пазо установленную между элементами, снабжена, установленной с натягом на бурт дополнительной Г-образной вставкой, BXO аящей в паз, выполненный со стороны элемента не имеющего бурта, при этом остающаяся вставка установлена до упо- ..ра .в бурт. На чертеже изображена сварная конструкция, общий вид. Конструкция содержит свариваемые элементы. 1 и 2, установочный бурт 3, выполненный на элементе 1, остающуюс вставку 4, установленную междуэлемен тами 1 и 2, соединения до упора в бурт 3j. .В вставке 4 со стороны элемента 2 выполнен технологический паз 5. Между элементами 1 и 2 размещена дополнительная Г-образная вставка 6, установленная с натягом на бурт 3 и входящая в паз 5. Сварную конструкцию собирают следу щим образом. На установочный бурт 3 элемента 1 станавливают дополнительную Г-образную ставку 6, размеры которой должны быть акими, чтобы цилиндрические части бура 3 и вставки 6 сопрягались по плотной ли скользящей посадке. После сборки, элементов 1 и 2 на вставке 6 в зазор между элементами 1 и 2 помешают остающуюся вставку 4 до упора ее торца в поверхность установочного бурта 3. При этом часть вставки 6 входит в технологический паз 5 вставки 4, вставку 4 закреш1яют в этом положении прижимами или прихватами (на чертеже не обозначены), после чего заваривают соединение. В процессе сварки в результате термопластических деформаций вставки 4, происходит ,ее подтягивание к шву и образование зазора между поверхностью установленного бурта 3 и торцом вставки 4. Вырезку шва щзи вскрытютссоедине- ния производят следующим образом. Первоначально в сварном шве прорезают паз шириной, несколько превышающей ширину вставки 4, строго по ее профилю на глубину, равную.или несколько превышающую высоту шва. Сварную конструкцию после вырезки такого паза разобрать еше нёльзй, так как оставшаяся часть вставки 4 плотно в радиальном направлении к элементу 2 ёлементом 1. Далее выполняют разделку кромок под последующую повторную сварку и ножевым резцом прорезают вставку 4 по ее периферии на всю ее оо тавшуюся толщину. Подукты резания при сквозном прорезании вставки 4 попадают лишь в зазор под этой вставкой и при вскрытии соединения не могут попасть ви . внутреннюю полость конструкции, так как этому препятствует вставка 6, плотно посаженная на элемент 1. Предлагаемая сварная конструкция обеспечивает возможность проведения многократной операции вскрытия соедин&Ния и исключает 1фи этом попадание продуктов резания во внутреннюю полость соединения, в результате чего нет необходимости применять дорогостоящее специальное оборудование для удаления продуктов резания., Формулаизобретения Сварная конструкция, содержащая два свариваемых элемента, один из которых . выполнен с установочным буртом, и остав59124
шуюся.вставку с технологическим пазом,, установленную между элементами, отличающаяся тем, что, с- целью повышения ремонтрпригоаности конструкции путем обеспечения возможности мно- s гсжратной разрезки ее с последующей сваркой и исключения попадания продуктов резания во внутреннюю полость соединения, она снабжена, установленной с натягом на бурт дополнительной Г-образной Ю вставкой, входящей в паз, выполненный со стороны элемента, не имеющего бурГ)26
та, при этом оставшаяся вставка установлена до упора в бурт.
Источники информации, принятые во внимание при экспертизе
1. Патент ФРГ № 1297959, кл. В 23 К 9/02, 19.06.69
.2. Авторское свидетельство СССР № 556916, кл. В 23 К ЗЗ/ОО, 20.06.75.
3. Авторское свидетельство СССР № 634880, кл. В 23 К ЗЗ/ОО, В 23 К 9Л6, О3.06.77 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавлением стыков труб | 1983 |
|
SU1136911A1 |
| Устройство для формирования обратной стороны сварного шва | 1979 |
|
SU959975A1 |
| Способ дуговой сварки плавлением | 1980 |
|
SU946844A1 |
| Способ соединения торового уплотнения с корпусом сосудов давления | 1978 |
|
SU763049A1 |
| Способ изготовления соединений из разнородных металлов сваркой плавлением | 1984 |
|
SU1175639A1 |
| Способ сварки труб с трубной доской | 1978 |
|
SU893472A1 |
| Способ сборки и сварки изделий | 1983 |
|
SU1133062A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1981 |
|
SU965661A1 |
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| Способ оценки склонности сварных со-ЕдиНЕНий из лЕгКиХ СплАВОВ K ОбРАзО-ВАНию ОКиСНыХ ВКлючЕНий | 1979 |
|
SU804294A1 |
