(54) КАНТОВАТЕЛЬ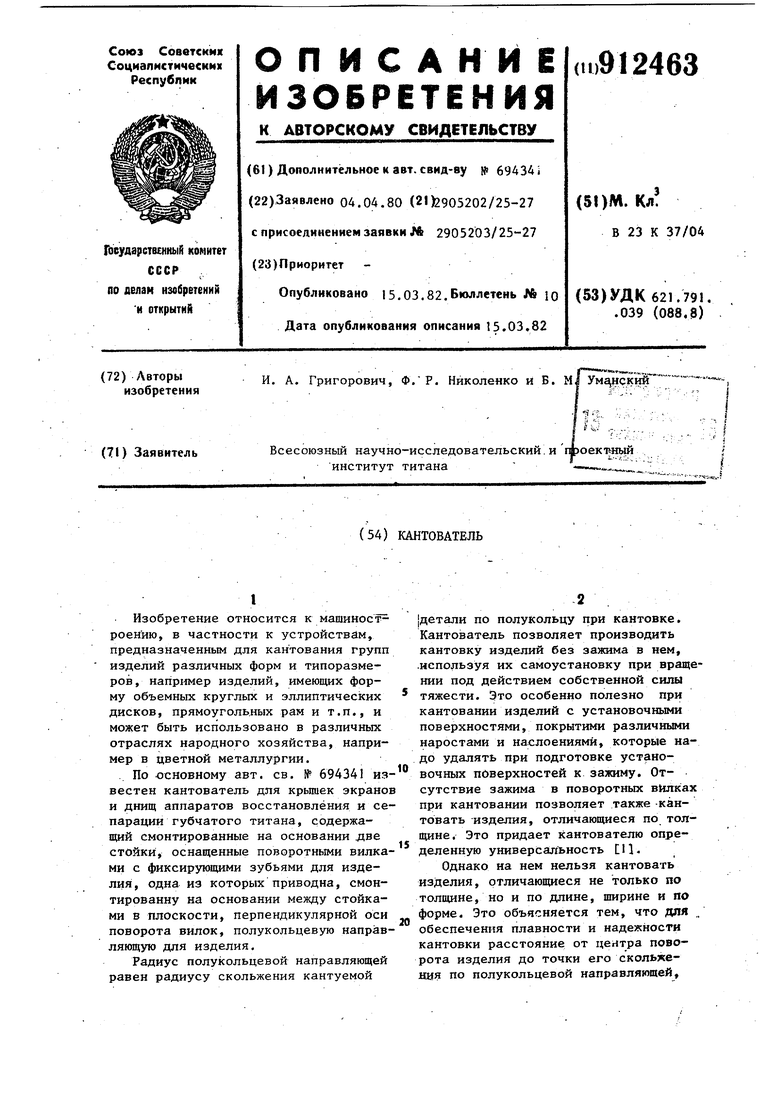
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь | 1978 |
|
SU694341A1 |
| Кантователь рамных изделий | 1981 |
|
SU998068A1 |
| Кантователь для сварки балок | 1980 |
|
SU927473A1 |
| Кольцевой кантователь | 1979 |
|
SU837693A1 |
| Кантователь | 1972 |
|
SU835944A1 |
| Кантователь | 1974 |
|
SU484029A1 |
| КАНТОВАТЕЛЬ | 1971 |
|
SU295639A1 |
| ВСЕСОЮЗНАЯ IпдтЕнлш^^-;:г.'-!.!' гг/:-^ | 1971 |
|
SU295647A1 |
| Кольцевой кантователь | 1976 |
|
SU721299A1 |
| Шлепперное устройство | 1979 |
|
SU845919A1 |


I
Изобретение относится к машиностроению, в частности к устройствам, предназначенным для кантования групп изделий различных форм и типоразмеров, например изделий, имеющих форму объемных круглых и эллиптических дисков, прямоугольных рам и т.п., и может быть использовано в различных отраслях народного хозяйства, например в цветной металлургии.
.. По основному авт. св. № 694341 известен кантователь для крьшек экранов и днищ аппаратов восстановления и сепарации губчатого титана, содержащий смонтированные на основании .дне стойки, оснащенные поворотными вилками с фиксирующими зубьями для изделия, одна из которых приводна, смонтированну на основании между стойками в плоскости, перпендикулярной оси поворота вилок, полукольцевую направляющую для изделия.
Радиус полукольцевой направляющей равен радиусу скольжения кантуемой
|детали по полукольцу при кантовке. Кантователь позволяет производить кантовку изделий без зажима в нем, .используя их самоустановку при вращении под действием собственной силы тяжести. Это особенно полезно при кантовании изделий с установочными поверхностями, покрытими различными наростами и наслоениями, которые надо удалять при подготовке устано10вочных поверхностей к зажиму. Отсутствие зажима в поворотных Btuikax при кантовании позволяет также -кантовать -изделия, отличающиеся по толщине. Это придает Кантователю опре15деленную универсальность П.
Однако на нем нельзя кантовать изделия, отличающиеся не только по толщине, но и по длине, ширине и по форме. Это объясняется тем, что для ,
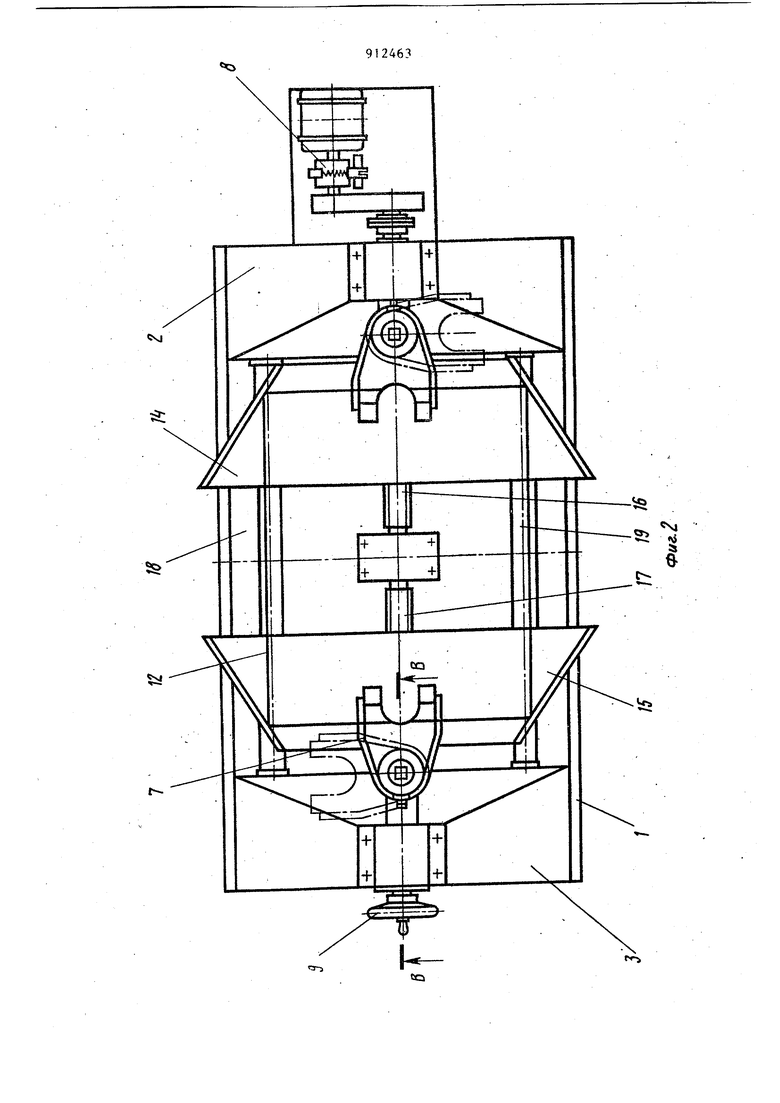
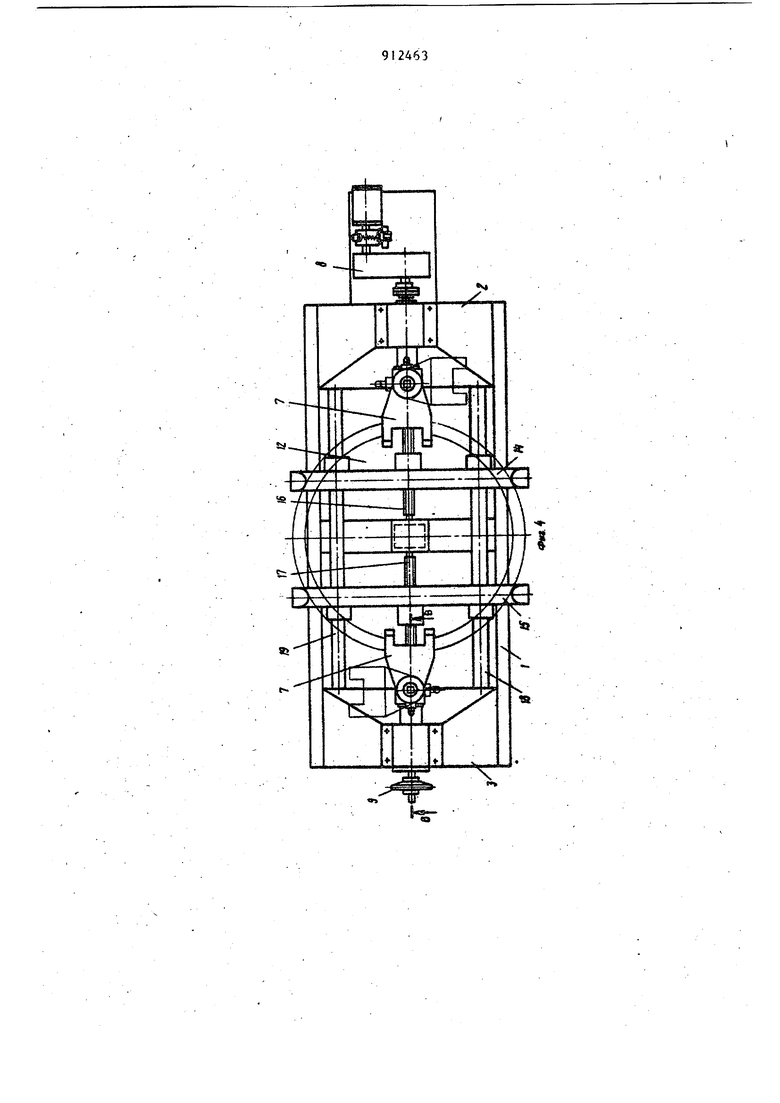
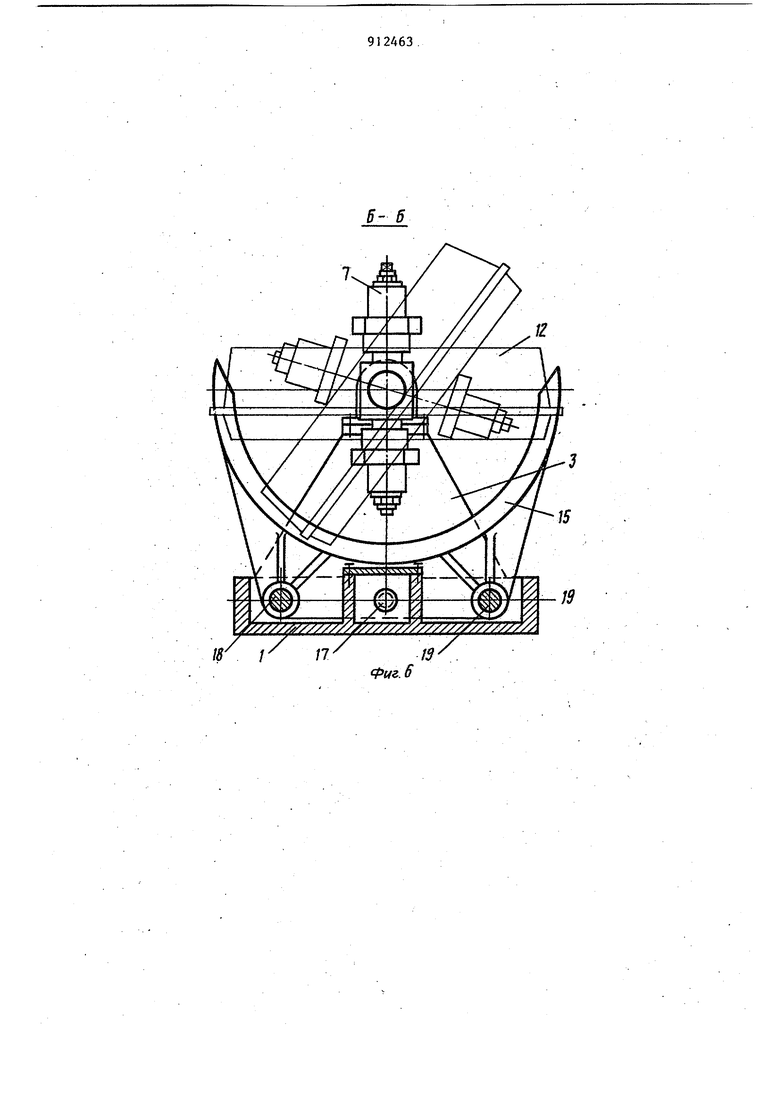
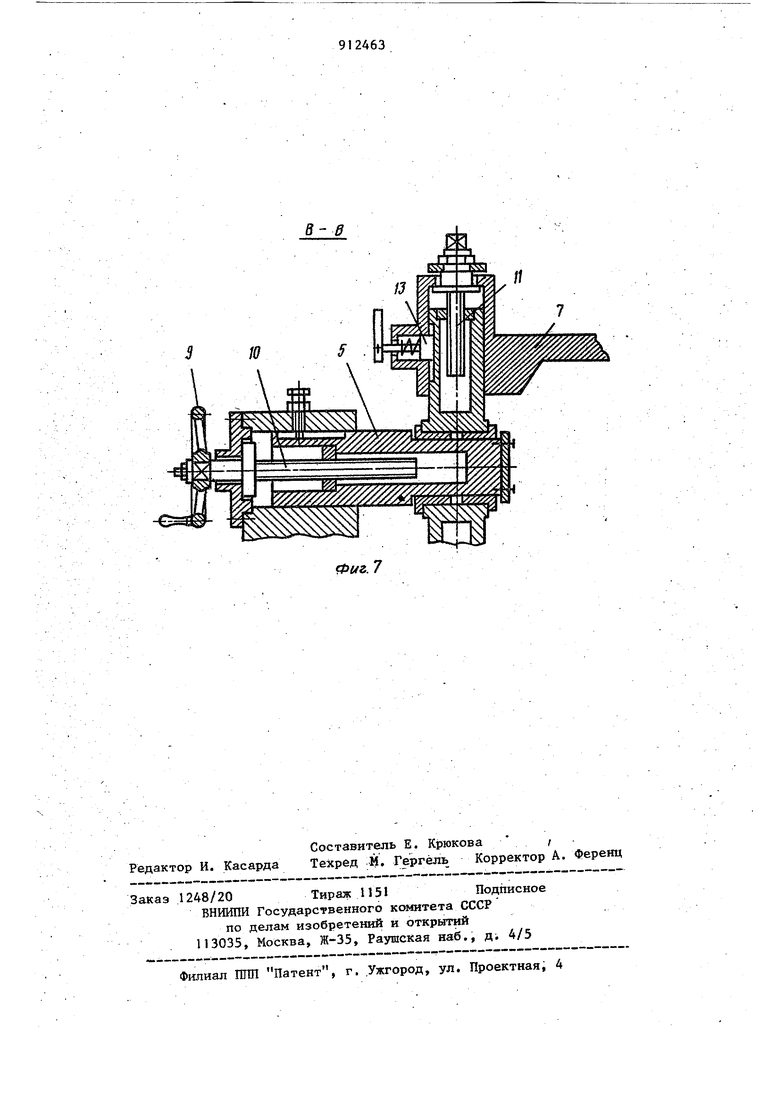
20 обеспечения плавности и надежности кантовки расстояние от центра поворота изделия до точки его скольжения по полукольцевой направляющей. 3 т.е. раднус округлости, описанной вокруг сечения кантуемого изделия плоскости каитовки, должен совпадать с радиусом полукольцевой напр ляющей. Но поскольку последний ост ется неизменным, а полукольцевая направляющая жестко зафиксирована н основании, то на кантователе можно вращать изделия только одного радиуса окружности, описанный вокруг сечения кантуемого изделия в плоско ти установки полукольцевой направля ющей. Выполнение поворотных вилок без возможности их регулируемого пе ремещения вдоль оси кантовки позвол ет кантовать изделия только определенной длины. Цель изобретения - повышение те нологических возможностей путем обе печения кантования изделий различных форм и размеров. Поставленная цель достигается те что в г кантователе, содержащем смонт рованные на .основании две стойки, о нащенные поворотньти вилками с фикс рУющими зубьями для изделия, одна и которых приводная, и полукодьцевую направляющузо для изделия, смонтированную на основании между стойками в плоскости, перпендикулярной оси поворота вилок, на основании соосно полукольцевой направляющей для и делия смонтирована дополнительная полукольцевая направляющая для изделия, при этом обе направляющие установлены с возможностью продольного перемещения. . Опорные поверхности полукольце- вых направляющих вьшолнены в виде усеченных конусов, меньшее основание которых расположено со стороны .закрепления стоек. Опорные поверхности полукольцевых направляющих выполнены торроидальными. По крайне мере одна из .поворот ных вилок установлена с возможностью продольного перемещения. На фиг. 1 изображен кантователь конусными, направляющими, общий вид -на фиг. 2 - то же, вид сверху-;на фйг..З - кантователь с торроидальными направляющими; на фиг. 4 - то же, вид сверху; на фиг. 5 - разрез А-А на фиг. 1 и 3; иа фи. 6 - раз рез Б-Б иа фиг. 1 и 3; ka фиг..7 разрез В-В на фиг. 2,и А.. Кантователь содержит смонтированные на основании 1 две стойки 2 и 3 с поворотными вилками А и 5, каждая из которых выполнена с двумя фиксирующими зубьями 6 и 7. Поворотная вилка 4 соединена с приводом 8, а поворотная вилка 5 имеет возможиость перемещения вдоль оси поворота при вращении маховиком 9 ходового винта lOi Зубья 6 и 7 поворотных вилок 4 и 5 могут раздвигаться при вращении ходовых винтов П. Кроме того, для удобства установки изделия 12 на кантователь упорные зубья 6 и 7 могут отводиться в Сторону на 90°. В крайних положениях упорные зубья 6 и 7 .стопорятся фиксаторами 13. На основании 1 между стойками 2 и 3 смонтированы две подукольцевые направляющие 14 и 15, которые при вращении ходовых винтов 16 и 17 могут перемещаться вдоль оси кантователя по направляющим 18 и 19. Опорная поверхность направляющих 14 и 15 может быть выполнена торроидальной: или в виде усеченных конусов, меньшее основание которых ара« сположено со стороны закрепления стоек,. При обоих приведенных вариантах выполнения поверхностей направляющих на кантователе можно без зажима кантовать изделия, имеющие форму круглых и эллиптических плоских и объемных дисков, а при торроидальной форме поверхностей можно кантовать также изделия типа прямоу-гольных -и многогранных рам, обеспечивая при этом устойчивость Впроцессе кантовки. Кантователь работает следующим образом. Поворотш.1е вияки 4 и 5 устанавливаются -в положение, при котором фиксирующие зубья 7 отводятся в сторону на; 90 и стопорятся Фиксаторами 13 в этом положении. Полукольцевые направляющие 14 и 15, вращением ходовых винтов 16 и 17; автономно перемещаются -в положение, при которых расстояние от оси поворота предназначенных для кантовки изделий до точек скольжения их по опорным поверхностям направляющих совпадает с радиу- усами конических или торроидальных опорных поверхностей направляющих в , точках скольжения по ним изделий 12
5912 636
Поворотная вилка 5, вращением хо- съема с кантователя, либо для вьтолдового винта 10, устанавливается в нения последующих операций, положениеj при котором торцовые по При съеме изделия 12 верхние в, ,верхности-поворотных вилок 4 и 5 на- данный момент зубья поворотных видежно поддерживают изделие 12 в устой-$ лок 4 и 5 раЬфиксируются и отвочивом положении при кантовке, зубья поворотных вилок 4 и 5 захватывают кантуемое изделие 12, передавая ему крутящий момент и поддерживая при повороте. Грузоподъемным устройством издели 12 четырьмя Фочками устанавливается на опоры 14. и 15. Отжимаются фиксаторы 13 и фиксирующие зубья 7 поворотных вилок 4 и 5 устанавливаются вдоль оси поворота вилок 4 и 5, после ч:его- фиксаторы 13 стопорят их в этом положении. Включается привод 8 и поворотная вилка 4. начинает вращаться, воздействуя упорными зубьями 6 и 7 на кантуемое изделие 12,которое .при поворо те скользит По Опорным поверхностям направляющих 14 и 15, поворачивая при этом и неприводную вилку 5. Сразу же после начала kaHTOBKH, своб дно ус тановлёнйое между зубьями 6 и If изделие 12 опирается на полукольцевые направляющие 14 и 15 уже не четырьмя, а лишь двумя нижними в дан ный момент точками поверхности. В . своей центральной части изделие 12 опирается на зубья 6 поворотных вилок 4 и 5, одновременно упираясь -ПОД действием собственного веса в направляющие 14 и 15. При повороте на угол, превышающий 90 , изделие 12 опирается на зубья 7, оказывающиеся в данный момент нижними. А при повороте на угол, превьппающий 180° изделие 12 сползает, по зубьям 7 в про тивоположную сторону до упора в ;1полукольц€1вые направляющие 14 и 15. От поворота при кантовании в ПЛОСКОСТЯХ, проходящих через ось пог .воротных вилок, изделие 12 удерживается торцовыми плоскостями поворотных вилок.4 и 5. . При достижении нужного угла кантовки привод 8 выключается, и тормоз привода надежно удерживает изделие 12 в. удобном ДЛЯ работы с ним положении. По окончании обработки изделия 12 снова включается привод 8 и кантователь возвращает изделие в исходное положение или устанав11ивает его в положение, удобное либо для дятся в сторону. Грузоподъемное устройство снимает изделие с кантователя. При необходимости в дальнейшем каитовки изделия другого типоразмера производится соответствуклцая перенастройка кантователя. Использование предлагаемого кантователя позволяет осуществлять на нем кантование изделий различных форм и размеров, включая прямоугольные, многогранные рамы и т.д. При этом возвращается количество типоразмеров кантователей, устанавливаё:мых в цехе, возрастает коэффици ент их использования, высвобождаются производственные площади. Формула изобретения 1. Кантователь по авт. св. № 694341, отличающийся тем, что, с целью повышения технологкческих возможностей путем . Р Личных форм и размеров на основа НИИ соосно полукольцевой направляющей для изделия смонтирована дополнительная полукольцевая направляющая для изделия, при этом обе направляющие установлены с возможностью продольного перемещения. 2.Кантователь по л. 1, о т л и -. ч .а ю щ и и с я тем, что опорные поверхности полукольцевых направляющих выполнены в виде усеченных конусов, меньщее основание которых расположёно со стороны стоек. 3.Кантователь по п. 1, о т л ич а ю щ и и с я тем, что опоршле поверхности полукольцевых направляющих вьшолнены торроидальйыми. 4.Кантователь по пп. 1,2 и 3, отличающийся тем, что по крайней мере одна из поворотных вилок установлена с возможностью продольного перемещения. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 694341, кл. В 23 К 37/04, 16.05.78 прото.тип).
t
;
i
В- 0
Фиг. 7
