(54) УСТРОЙСТВО ДЛЯ ЗАЖИМА И ПОДАЧИ ИЗДЕЛИЙ В ЗОНУ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки трубных заготовок | 1985 |
|
SU1321603A1 |
| Самозажимной патрон | 1986 |
|
SU1373483A1 |
| Машина для сварки трением | 1978 |
|
SU806323A1 |
| Установка для сборки и сварки изделий | 1980 |
|
SU872154A1 |
| Устройство для сборки и сварки изделий из стержней и пластин | 1985 |
|
SU1274897A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
| СТАН ДЛЯ ПРОДОЛЬНОГО РАСКАТЫВАНИЯ ОСЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2001 |
|
RU2200071C2 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
t
Изобретение относится к оборудованшо для сборки заготовок перед сваркой и может быть использовано для приварки цилиндрических заготовок типа гаек или банок к плоской базовой поверхности.
Известно устройство для зажима заготовок перед сваркой, содержащее основыполненныйвание к механи зажима, снабженных в виде зажимных рычагов, выступами на рабочей части и устано&ленныХ: с возможностью поворота на закрепленных в корпусе механизма осях при взаимодействии с копирной поверхностью подвижной части привода механизма зажима.
Это устройство обеспечивает радиальную и осевую фиксацию заготовки и может быть использовано в качестве эле мевта оснащения транспортного средства, например фобЬта, для перемешенш з&готовки к сварочному устройству или к базовой детали 11
Недостатки этого устройства заклкм ча5тгся в том, что осевая точность совмещения заготовки с поверхностью базовой детали определяется с точйостью транспортировки устройства в направлении его вертикальной (при сборке с горизонтальной поверхностью) оси. Качественное сварное соединение возможно только в том случае, если пов 1хности заготовки и бавовой детали совмещены плотно, без зазора. Кроме того, устройство отличается сложностью и громоздкостью, что затрудняет его практическое применение.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство для зажима и подачи изделий в зону сварки, содержащее механизм зажима с зажимными рычагами, установленный с возможностью вращения и продольного перемещения 2 .
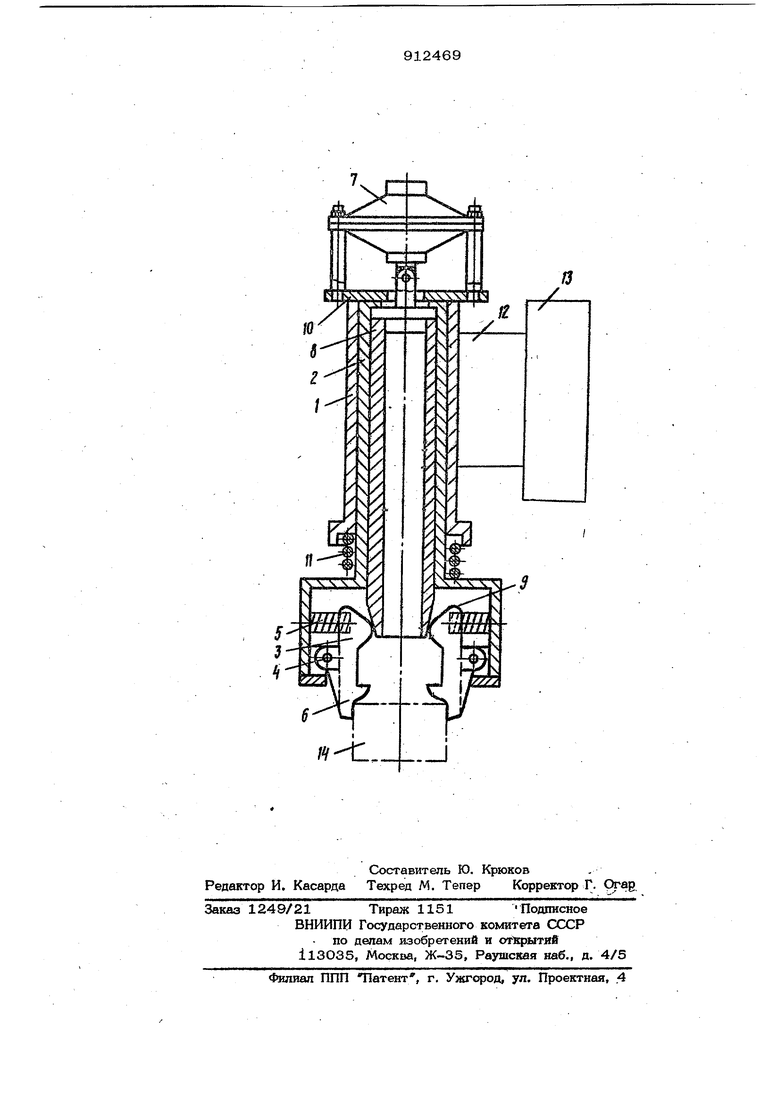
Однако такое устройство также не обеспечивает необходимую точность «фиксации изделий в зажимных рычагах, а. следовательно, и точность его подачи в зону сварки. Цель изобретения - повышение точ-ности закрепления и подачи изделия. Поставленная цель достигается тем, что в устройстве для зажима и подачи изделий в зону сварки, содержащем меха низм зажима с зажимными рьгчагами, установленный с возможностью вращения и продольного перемещения, зажи1 шые рычаги установлены с возможностью поворота и выполнены с фиксирующими ра диусными выступами, центр которых расположен на оси поворота рычагов. На чертеже показано устройство. Устройство состоит из основания (обоймы) 1 с механизмом зажима, содержащим корпус 2, установленный в основании, зажимные двуплечие рычаги 3, закрепленные на корпусе с помощью осей 4 и подпружиненные пружиной 5 относительно корпуса. Зажимные рычаги на рабочей части имеют фиксирующие радиусные выступы 6 с центрами на осях 4 поворота Привод 7 (пневмокамера) механизма зажима шарнирно соединен со штоком 8 (подшскная часть), контактирующими конусным скосом с копирующими поверхностями 9 зажимных рычагов 3. Корпус 2 закреплен на фпанце 10 и подпружинен относительно основания (обоймы) пружиной 11. Механизмы врейцения 12 и перемещения 13 устройства связаны с обоймой. Имеется заготовка 14. Устройство работает следзпющим обра зом. С помощью механизма 12 вращения, по заданной программе устройство поворачивается к накопителю и посредствен: механизма перемещения 13 подается к захватываемой детали. При этом выступ 6 в раскрытых зажимных рычагах J кон тактируют с деталью 14. Так как корпус 2 подпружинен относительно основания то обеспечивается плотный контакт меж ду зажимными рычагами и деталью. Срабатывает пневмокамера 7, толкая шток 8, контактирующий конусным скос с копирными поверхностями 9 двуплечих рычагов 3. Скосы 6 вьшолнены радиусными с центрами, расположенными на осях 4, поэтому при зажиме деталь находится в постоянном контакте со скосами, чем обеспечивается строго ориентированное расположение детали в захвате. Захватив деталь, устройство поворачивается в исходное положение и механизм 13 перемещения подает заготовку к ecтy сборки. Благодаря наличию выступов на рабочей части зажимных рычагов 3, которые выполнены с радиусными скосами 6 по окружности с центрами, расположенными на осях, а также за счет того, что корпус 2 механизма зажима установлен в основании 1 с возможностью перемещения в осевом направлении, обеспечивается строго ориентированное расположение заготрвки в захвате, при этом улучшается качество совмещения заготовки с базовой деталью. Использование предлагаемого устрой.ства позволяет достичь высокой точности сборки деталей, при этом конструкция устройства упрощена. Формула изобретения Устройство для зажима и подачи изделий в зону сварки, содержащее механизм зажима с зажимными рычагами, уо тановленный с возможностью вращения и продольного перемещения, отличающееся тем, что, с целью по- вьпиения точности закретшения и подачи изделия, зажимные рычаги 2стано1влены с возможностью поворота и выполнены с фиксирующими радиусными выступами, центр которых .расположен на оси поворота рычагов. Источщоси информации, принятые во внимание при 1. Авторское свидетельство NO 498142, кл. В 23 К 37/О4, 1974. 2- Авторское свидетельство СССР № 151184, кл. В 23 К 37/04, 1960 (прототип).
