1
Изобретение может быть использовано при автоматической обработка деталей фасонных профилей произвольной формы на агрегатных и специальных станках.
Известные головки по основному авт.
св. № 464399 содержат расположенный внутри вращающейся втулки и связанный с ней шпиндель, снабженный роликом, взаимодействующим-с неподвижным копиром. Втулка снабжена кронштейнами, в которых шарнирно с возможностью радиального перемещения устанойлен шпиндель, а ролик закреплен соосно с инструментом на противоположной ему стороне шпинделя l .
Известные головки не обеспечивают постоянной скорости подачи при обходе контура, что снижает чистоту обрабатываемой поверхности и производительность труда.
С целью повышения качества обработки предлагаемая головка снабжена механизмом, обеспечивающим постоянную скорость подачи при обходе контура, вьшолненным в виде шестерен, установленных на втулке и связанных с полумуфтами закрепленной на корпусе кулачковой муфты, одна из которых жестко
соединена с кронштейнами, причем одна из полумуфт вьшолнена подпружиненной, установлена с возможностью осевого перемещения и связана с плечом закрепленного на корпусе рычага, другое плечо которого вьшолнено в виде зубчатого сектора, связанного с приводом вращения втулки.
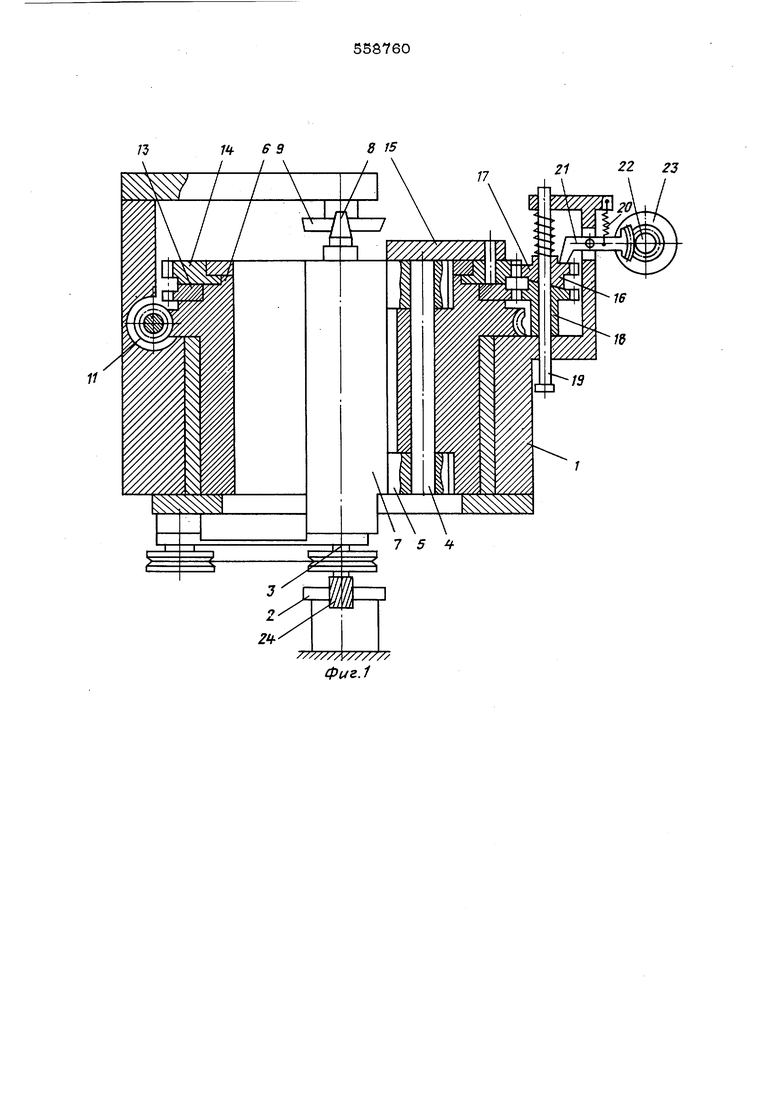
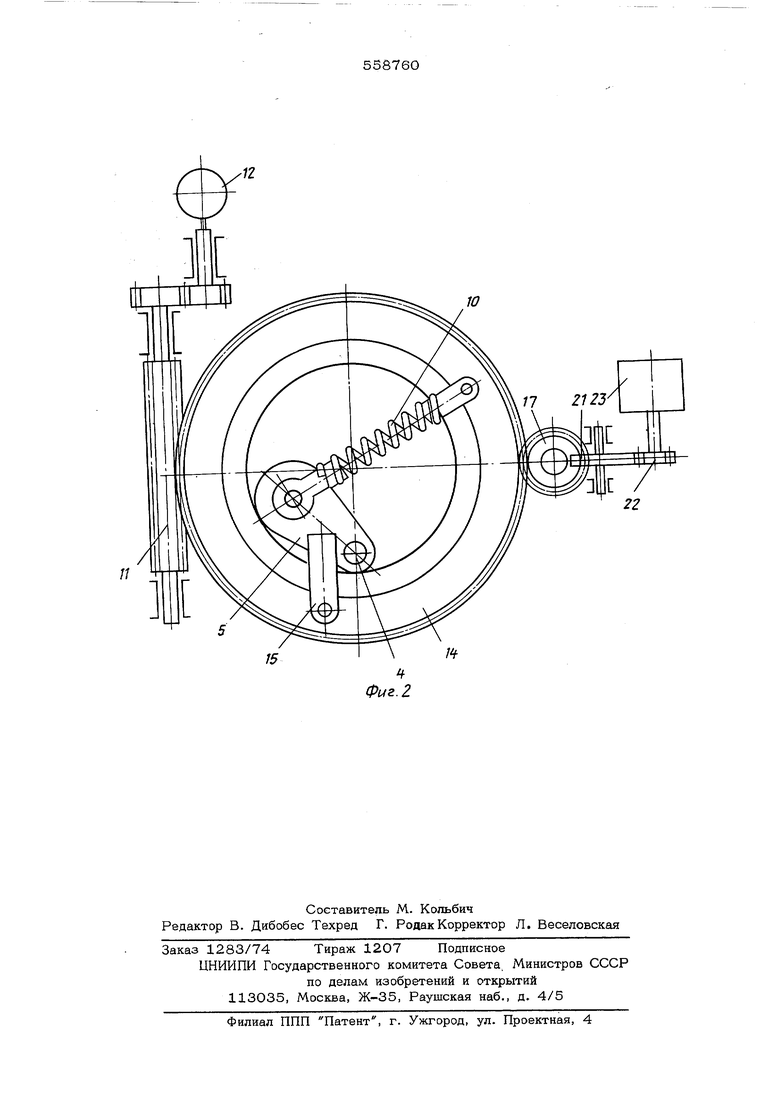
На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - то же, вид сверху.
Корпус 1 головки подвижно закреплен на стойке агрегатного станка (на черт, не показана). На поворотном столе закрепляют обрабатываемую деталь 2. Шпиндель 3 с гильзой подвешены шарнирно на оси 4 кронштейна 5 внутри вращающейся втулки 6 и имеют возможность радиального перемещения внутри втулки. На гильзе 7 шпинделя закреплен копирный ролик 8, взаимодействующий с копиром 9. Ролик поджат к концу пружиной 10. Копир 9 жестко закреплен на корпусе 1 головки и совмещен с контуром обрабатываемой детали 2. Втулка 6, на которой подвешен шпиндель, установлена в подшипниках в корпусе 1 головки и соедийена через червяк 11 с двигателем 12. На втулке 6 установлены две ведущие шестерни 13 и 14 с одинаковым числом зубьев, причем шестерня 13 закреплена неподвижно на вгулке 6, а шестерня 14 установлена подвижно и может перемешаться относительно шестерни 13 с помощью поводка 15, зак репленного неподвижно на кронштейнах 5 гильзы 7 шпинделя. Шестерни 13 и 14 находятся в зацеплении с кулачковой муфтой 16, состоящей из двух полумуфт 17 и 18, установленных на оси 19, неподвижно закрепленной на корпусе 1 головки. Кторцупол муфты 17, подпружиненной и имеющей возможность осевого перемещения, прижимается с помощью пружины 20 плечо рычага 21, подвижно закрепленного на корпусе 1 головки. Другое плечо рычага 21 имеет форму зубчатого сектора, находящегося в зецеплении с шестерней 22, закрепленной на оси регулятора 23 скорости вращения двигателя 12. Режущий инструмент (фреза или шлифовальный круг) 24, закрепленный на шпинделе 3, получает вращение вокруг вертикальной оси от отдельного электродвигателя (на чертежах не показан). При вращении втулки 6 вокруг своей оси с помощью червячка 11 совершает круговое вращение так же и шпин дель 3. При этом с помощью копира 9, копирного ролика 8 и пружины 10, режущий инструмент за один оборот втулки 6 воспроизводит точный профиль обрабатываемой детали по замкнутому контуру. Одновременно с вращением втулки 6 синхронно вращаются щестерни 13 и 14. При обходе -участусов детали 2 (копира 9) наиболее удаленных от центра (оси вращения) втулки 6, ось шпинделя 3 одновременно с круговым вращением перемещается в сторону от оси вращения вту
ки с помощью кронштейнов 5 гильзы 7. При этом поворот кронштейна 5 вызывает перемещение поводка 15 и шестерни 14 относи- т§льно шестерни 13. Происходит, таким образом, рассогласование скорости вращения шестерен 13 и 14, а соответственно полумуфт 17 и 18. При ускорении и замедлении вращения полумуфты 17 относительно полуного с приводом вращения втулки.
Источник информации, принятый во внимание при экспертизе:
45
1. Авторское свидетельство СССР № 464399, В 23 0. 35/00, приоритет 02.02.73. уфты 18 происходит также перемешение олумуфты 17 в осевом направлении, благоаря кулачковым выступам на торцах полу- уфт. Осевое возвратно-поступательное движение полумуфты 17 вызывает повгфоты рычага 21, который через зубчатый сектор поворачивает регулятор 23 скорости вращения. Регулятор скорости вращения подает команду на двигатель 12, который соответственно меняет числа оборотов червяка 11 и вращающейся втулки 6. Чем больше разница между расстояниями от оси вращения вуулки до обрабатываемого контура отдельных участков детали, тем на больший угол поворачивается кронштейн 5, а следовательно, большая разница будет в угловой скорости втулки 6. Таким образом выравнивают скорость подачи шпинделя при обходе его по контуру детали. Формула изобретени Допировальная фрезерно-шлифовальная головка по авт.св. № 464399, отличающаяся тем, что, с целью повышения качества обработки, головка снабжена механизмом, обеспечивающим постоянную скорость подачи при обходе контура, вьшолненным в виде шестерен, установленных на втулке и связанньЕс с полумуфтами закрепленной на корпусе кулачковой муфты, одна из шестерен жестко закреплена на втулке, а другая жестко соединена с кронштейнами, причем одна из полумуфт выполнена подпружиненной, установлена с возможностью осевого перемещения и связана с плечом закрепленного на корпусе рычага, другое плечо которого вьшолнено в виде зубчатого сектора, связанфиг.1 22 2Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировальная фрезерно-шлифовальная головка | 1987 |
|
SU1442335A2 |
| Полировальный станок | 1931 |
|
SU33422A1 |
| РЕЗЬБОНАРЕЗНАЯ ГОЛОВКАВССООЮЗМАЯшагЛЮ^'!^Е:г;':^КАйБИБЛИЮ Г?;КА | 1971 |
|
SU302191A1 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |
| Копировальная фрезерно-шлифовальная головка | 1976 |
|
SU662279A1 |
| Автоматическая револьверная головка | 1984 |
|
SU1225700A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Устройство для полирования изделий | 1980 |
|
SU867622A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |