Изобретение относится к оборудованию для унаковывания изделий в пленку и может быть использовано ь машиностроительной, радиотехнической и других отраслях промышленности.
Целью изобретения является повышение качества упаковки.
На фиг. 1 схематически изображено устройство, общий вид; на фиг. 2 - цанговый патрон с приводом его поворота-, на фиг. 3 -- нривод фрикционной муфты.
Устройство для упаковывания изделий в пленку состоит из экструдера 1 (фиг. 1) с угловой нустотелой головкой 2, питателя 3, механизма 4 для отделения упаковки и заделки ее торцов, состоящего из ряда соединенных между собой и расположенных по окружности с возможностью поворота цанговых патронов 5 и привода с фрикционной муфтой 6 для вращения и осевого возвратно-поступательного перемещения цангового патрона 5 при его расположении над угловой нустотелой головкой 2. Каждый цанговый натрон 5 состоит из обоймы 7, установленной на опорах вранления 8 и скольжения 9 в корпуса 10, и цанги 11, связанной с обоймой 7 системой штырей 12 и пружин 13.
Корпус 10 каждого цангового патрона соединен с приводом возвратно-поступательHoio движения штоком 14 и с приводом поворота с позиции на позицию шлицевым валом 15.
Привод фрикционной муфты (фиг. 3) состоит из 1идроцилиндра, шток которого связан с рейкой 16, которая находится в заценлении с зубчатым сектором 17, жестко связанным с поводком 18, который установлен по подвижной посадке на шлицевом валу 15. Поводок 18 цри помощи фиксатора 19, связанного с гидроцилиндром 20, имеет возможность периодического сцепления через подвижную полумуфту 21 и неподвиж)1ую полумуфту 22 с шлицевым валом 15. Надежность фиксации тюлумуфт 21 и 22 обеспечивается подпружиненными штырями 23. На поводке 18 установлена фрикционная муфта 6, которая содержит шток 24, связанный с гидроцилиндром 25. На штоке 24 по подвижной посадке па опорах 26 вращения установлена втулка с шестерней 27, связанная посредством штырей 28 с пазом втулки 29, па торце которой помещен фрикционный элемент 30. Шестерня 27 через паразитную шестерню 31 и рейку 32 связана с гидроци.шндром 33.
Устройство работает следующим образом.
Изде.пие, подлежащее упаковыванию, из питателя 3 поступает в пустотелую угловую головку 2 и, выходя из нее, попадает в рукав полимерной, чаще всего полиэтиленовой пленки, экструдируемой экструдером 1 через щели пустотелой угловой головки 2.
Рукав пленки с изделием (в начале процесса первой упаковки верхний конец рукава запечатывается в наладочном режиме) поступает внутрь цангового патрона 5. Нри
этом цанга 11 находится в открытом состоянии. После этого начинается движение вниз фрикционной муфты 6. Это обусловлено подачей рабочей жидкости (масла) в верхнюю
полость гидроцилиндра 25, вследствие чего шток 24 движется вниз совместно с втулкой 29, которая своим фрикционным элементом 30 упирается в цангу 11. Последняя выдвигается из обоймы 7, сжимая пружину 13. Включается привод, обеспечивающий движепие щтока 14 вверх, фрикционная муфта 6 также движется вверх и продолжает сжимать цангу 11. Одновременно включается гидроцилиндр 33, который через рейку 32 и паразитную шестерню 31 передает вращение на втулку с щестерней, которая вращается в опорах 26 и через щтыри 28 заставляет вращаться вокруг оси щтока 24 втулку 29. Втулка 29 через фрикционный элемент 30 передает вращение на цанговый патрон 5, который вращается на
0 опорах вращения 8, установленных в его корпусе 10. Вследствие вращения цангового патрона 5 с зажатой в него упаковкой происходит оттяжка, скрутка и заделка торцов упаковки. После этого происходит отделение упаковки от рукава пленки. Упа5 ковка остается зажатой в цанговом патроне 5. Гидроцилиндр 33 отключается от системы подачи рабочей жидкости, и вращение фрикционной муфты 6 и цангового патрона 5 црекращается. Вследствие того, что фрикционная муфта 6 держит цангу 11 в сжа0 том состоянии, упаковка прочно удерживается в цанговом патроне 5. Далее подается рабочая жидкость в гидроцилиндр 20, и фиксатор 19 движется вниз, входя в соединение с гюлумуфтой 21, и через полумуфту 22 обеспечивает соединение поводка 18 с
шлицевым валом 15. Посредством гидропривода начинает двигаться рейка 16, обеспечивая через зубчатый сектор 17 и жестко связанный с ним поводок 18 поворот фрикционной муфты 6 на одну позицию. После
р поворота фрикционной муфты 6 происходит переключение движения штоков 14 и 24 на ход в обратном направлении. В результате фрикционная муфта 6 онускается, а втулка 29 с фрикционным элементом 30 поднимается. Пружины 13 разжимаются и через штыри
5 12, скользящие по пазам обоймы 7, заставляют двигаться цангу 11 вверх. Последняя раскрывается, и готовая унаковка выпадает на транснортер, который перемещает ее в тару.
0 Для возможности прохождения следующего цикла происходит переключение давления рабочей жидкости в гидроцилиндре 20, и фиксатор 19 поднимается, выводя из соединения с поводком 18 щлицевой вал 15. При помощи фиксатора 19 сохраняется
5 заданное положение полу муфт 21 и 22. Далее система гидропривода переключаетдвижением рейки 16 в обратном направлении поводок 18. Фрикционная муфта 6 возвращается в исходное положение. При этом цанговые патроны 5 остаются на месте.
Таким образом, кинематическая схема устройства обеспечивает для ме.ханизма упаковки и заделки торцов следующие переходы: повороты цанговых патронов 5 вокруг оси шлицевого вала 15 в постоянном направлении; повороты фрикционной муфты 6 на одну позицию, а затем возврат в исходное положение; возвратно-поступательное движение цанговых патронов 5; возвратно-поступательное и вращательное движение фрикционного элемента 30, зажим и разжим цанги 11 в цанговом патроне 5; вращение цангового патрона 5 в корпусе 10.
Так как предлагаемое устройство выполнено в виде механизма отделения упаковки и заделки ее торцов, состоящего из ряда соединенных между собой и расположенных по окружности с возможностью поворота цанговых патронов и привода с фрикционной муфтой для врап;ения и осевого возвратно-поступательного перемещения патрона при его расположепии над угловой пустотелой головкой, это позво.чяет улучшить качество упаковки изделий в больших партиях без нарущения полимерной обо.ючки (из изготовленных 1000 упаковок lui одна не имела повреждений оболочки) и тире внедрить устройство в различных областях производства.

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Станок для армирования металлическими кольцами бумажных патронов прядильных и крутильных машин | 1959 |
|
SU130340A1 |
| Автоматическое поворотное делительное устройство к металлорежущему станку | 1987 |
|
SU1472215A1 |
| Рабочий ротор | 1990 |
|
SU1756115A2 |
| Станок для продольной прокатки | 1975 |
|
SU572323A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1981 |
|
SU1043017A2 |
| Станок для обработки сферических поверхностей колец подшипников качения | 1983 |
|
SU1110547A1 |
| Цанговый патрон | 1981 |
|
SU952460A1 |
| Двухкулачковый поворотный самоцентрирующий патрон | 1982 |
|
SU1013123A1 |
| Станок для намотки якорей коллекторных электрических машин | 1976 |
|
SU688962A1 |

УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ В ПЛЕНКУ, содержащее экструдер с угловой пустотелой головкой и механизм отделения упаковки и заделки ее торцов, отличающееся тем, что, с целью повышения качества упаковки, механизм отделения упаковки и заделки ее торцов состоит из ряда соединенных между собой и расположенных по окружности с возможностью поворота цанговых патронов и привода с фрикционной муфтой для вращения и осевого возвратно-поступательного перемещения патрона при его расположении над угловой пустотелой головкой. (Л Ю 05 00 сд О5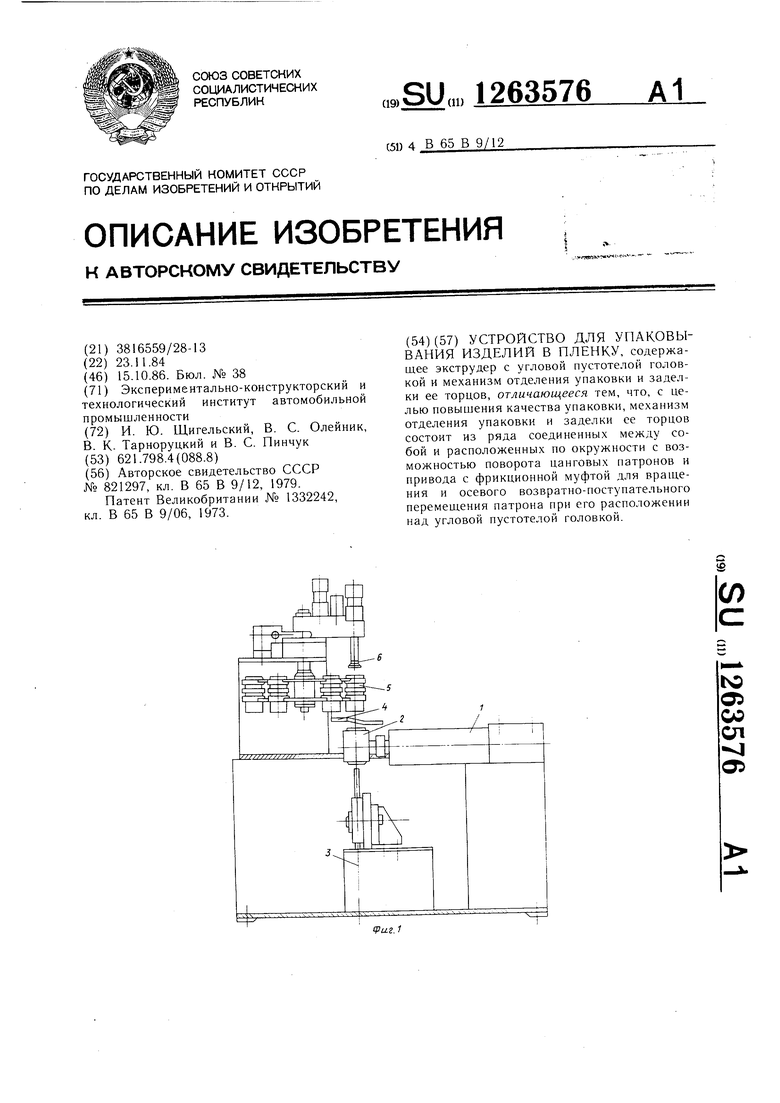
Фа.г.З
| Устройство для упаковки изделийВ плЕНКу | 1979 |
|
SU821297A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для измерения коэффициента отражения | 1985 |
|
SU1332242A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
