(54) ВАЛОК ДЛЯ ХОЛОДНОЙ ПИЛИГРИМОВС ПРОКАТКИ
ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для пилигримовой прокатки труб | 1980 |
|
SU917878A1 |
| Валок для холодной прокатки труб | 1980 |
|
SU933139A1 |
| Валок для пилигримовой прокатки труб | 1979 |
|
SU827198A1 |
| Валок для пилигримовой прокаткиТРуб | 1979 |
|
SU820937A1 |
| Прокатная клеть | 1977 |
|
SU662170A1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Валок для холодной прокатки труб | 1983 |
|
SU1174109A1 |
| Трехвалковая клеть стана холодной прокатки труб | 2018 |
|
RU2694440C1 |
| Валок стана холодной прокатки труб | 1988 |
|
SU1538939A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2384376C1 |

Изобретение относится к трубопрокатВюму производству и касается усовершекстврващгя рабочего вяструмевта.
Известны валки для холодной ; пвлвгря моэс прокатки труб, имекяцие вал с
диамеггральным вырезом в котором р змешев |}або:чвй нойудисковый калибр, за кретшешшй клиньям и болтами ij.
Недостатком этого валка является время перевалки а, малая его жесткость.
Наяболее блязхшл по технической суюносш к тфеклагаемому является ваЛок, содерясашнй несущий вал с колыхевым ва ружвым шлреэом, имеющим конусные
ооверхностя, посаженные в Hetxi бокшыми поверхностями i состыкованные освовшшямц к)аляброва:Евое и опо{шое Орлукольцд J2j.
Недостатком является большое время перевалка. Это связано с пршюжевнем б М1ЬШО1го усЕлкя пля выбывания исполь-. эовавррго каанбра. Поэтому приходятся вынимать весь валок и для съема калибля .яги тьtroecc. Отсутствие пазов
для захвата калибра затрудняет перевал- ку. :,;.
Целью И31абретешьй является сокращеняю времени. перет1алки калиброванного вопукольпа. :
Это достигается тем, в основания опорного полукольца выполнены два поперечных цеятрально расположенных паза С наклонным дном в ширине О,5О,8 ширины опораого попукольаа.
Такое выполневяе калибра позволяет исключить |снт1шемые на время перевалки детали крепленая калибра, уменьшить усилия в 5-10 раз а время смены калибра без сшжеввя аагрузочной способности валка,.
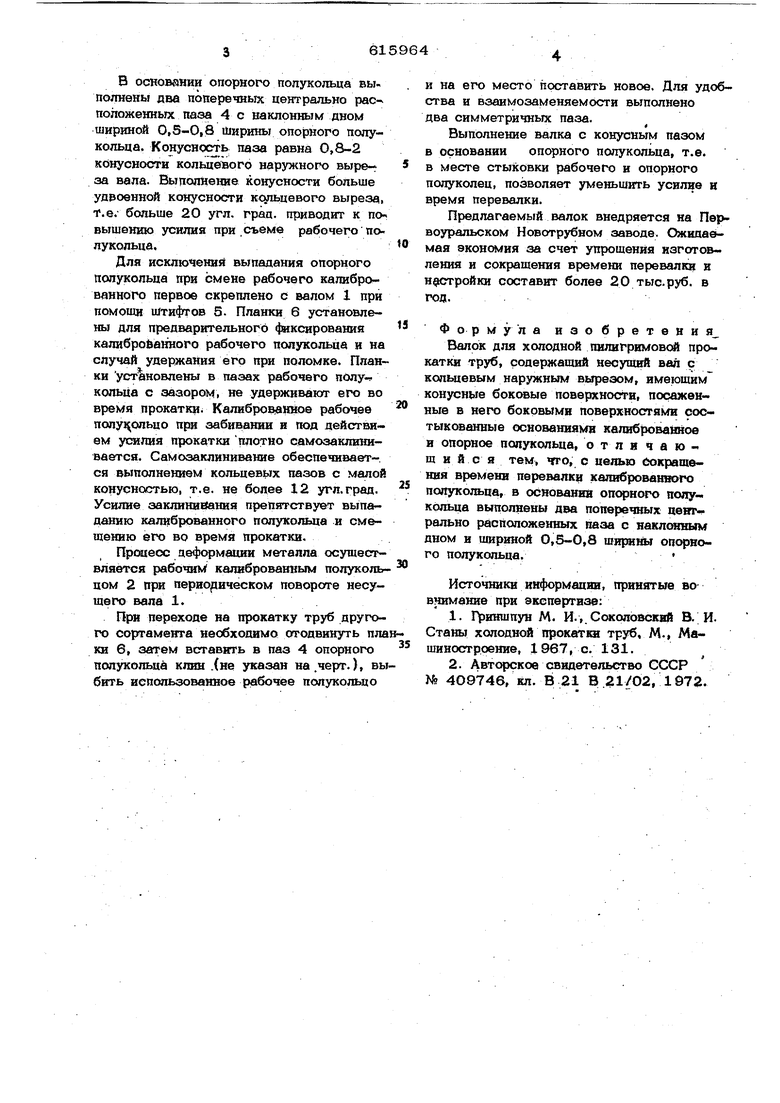
{На фиг. 1 изображен валок обший вад; на фнг. 2 - разрез А-А на 4иг.1.
Предлагаемый валок содержит вал 1 с Колычевым наружным I вырезом в утол средней части, посаженные в него боковыми поверхностями калиброваШое 2 8 опсфвое 3 полукольца обра щенные .осиовавиямя навстречу друг яругу. В основании опорного нопукольца выполнены два поперечных центрально рас-попоженньпс паэа 4 с наклонным дном шириной 0,5-О,8 Ширины опорного полукольца. Конусность паза равна 0,8-2 конусности кольцевого наружного выреза вала. Выполнение конусности больше удвоенной конусности ксшьцеворо выреза, т.е.- больше 20 угл. грац. приводит к по вышению усилия при .съеме рабочего полукольца. Для исключения выпадания опорного полукольца при смене рабочего калибро ванного первое скреплено с валом 1 при помощи Штифтов 5. Планки 6 установлены для предварительного фиксирования калиброванного рабочего полукольца и на случай удержания его при поломке. Планки установлены в пазах рабочего пОлу- кольца с зазором, не удерживают его во время прокатки Калиброванное рабочее полу1 ольцо при забивании в под действием усилия прокатки плотно самозаклинивается. Самозаклинивание обеспечивает-, ся выполнением кольцевых пазов с малой КОНУСНОСТЬЮ, т.е. не более 12 угл. град. Усилие заклинивания препятствует выпаданию калиброванного полукольца и смещению его во время прокатки. Промесс аеформашш металла осуществляется рабочик калиброванным полукольцом 2 при пepиo ичecкoм повороте несушего вала 1. При переходе на прокатку труб другого сортамента необходимо отодвинуть пла ки 6, затем вставить в паз 4 опорного полукольца клин .{не указан на .черт.), вы бить использованное рабочее полукольцо и на его место поставить новое. Для удобства н взаимозаменяемости выполнено два симметричных паза. Выполнение валка с конусным пазом в основании опорного полукольца, т.е. в месте стыковки рабочего и опорного полуколец, позволяет уменьшить усилие и время перевалки. Предлагаемый валок внедряется на Первоуральском Новотрубном заводе. Ожидаемая экономия за счет упрощения изготовления и сокращения времени перевалю и настройки составит более 20 тыс. руб. в год. Формула изобретения Валок для холодной пилигримовой прокатки труб, содержащий несущий вал с копЫ1евым наружным вырезом, имеющим конусные боковые поверхности, пос;аженные в него боковыми поверхностями состыкованные основаниями калиброванное и опорное полукольца, отличаю-. ш и и с я тем, «fro, с целью Сокращения времени перевалки калиброванного полукольца, в основании onc JHoro полукольца выполнены два поперечных центрально расположенных ваэа с наклонным дном и шириной 0,5-0,8 ширины опорного полукольца. Источники информации, прннвггые во внимание при экспертизе: 1.Г иншпун М. И.,.Соколовский В. И. Станы холодной проката труб, М., Машиностроение, 1967, с. 131. 2.Авторское свидетельство СССР № 409746, кл. В 21 В.21/О2, 1972.
JLJL
