Изобретение относится к литейному производству, в частности к изготовлению форм по выплавляемым моделям.
В серийном и массовом производстве модельные блоки собирают из секций (звеньев) моделей на металлическом стояке с механическим зажимом. Первоначально на стояк надевают модель литниковой чаши, затем модельные звенья и металлический колпачок или модель колпачка.
Между металлическим основанием стояка и торцом модели литниковой чаши, которая опирается на это основание, образуется зазор. Модельный блок, транспортируемый по конвейеру, наклоняется по контуру конвейера и погружается в ванну с суспензией При этом суспензия проникает в зазор, что является источником будущего засора формы. Для предупреждения проникновения суспензии зазор замазывают
тавотом или пропаивают модельным составом. Обе эти операции проводят вручную
При использовании металлического колпачка последний погружают в жидкий модельный состав для защиты колпачка от наносимой суспензии.
Недостатками способа являются увеличение трудоемкости изготовления модельного блока и то, что не обеспечивается защита от попадания суспензии в зазор торца литниковой чаши, в результате чего засоряется форма или требуется также ручная операция замазывания тавотом или опаивание зазора модельным составом,
Целью изобретения является упрощение процесса изготовления модельного блока, упрочнение литниковой чаши формы, повышения качества формы за счет предотвращения ее зазора и упрочнения литниковой чаши формы.
Поставленная цель достигается тем, что согласно способу после фиксации на стояке
(Л
С
1
00
ч
00
модельных звеньев металлическим колпачком, навешивания стояка с собранными моделями и металлическим колпачком на подвеску конвейера и нанесения на колпачок модельного состава совершается путем подачи направленной струи жидкого модельного состава одновременно на торец литниковой и на металлический колпачок во время вращения модельного блока вокруг горизонтальной оси или под углом к ней до 30°.
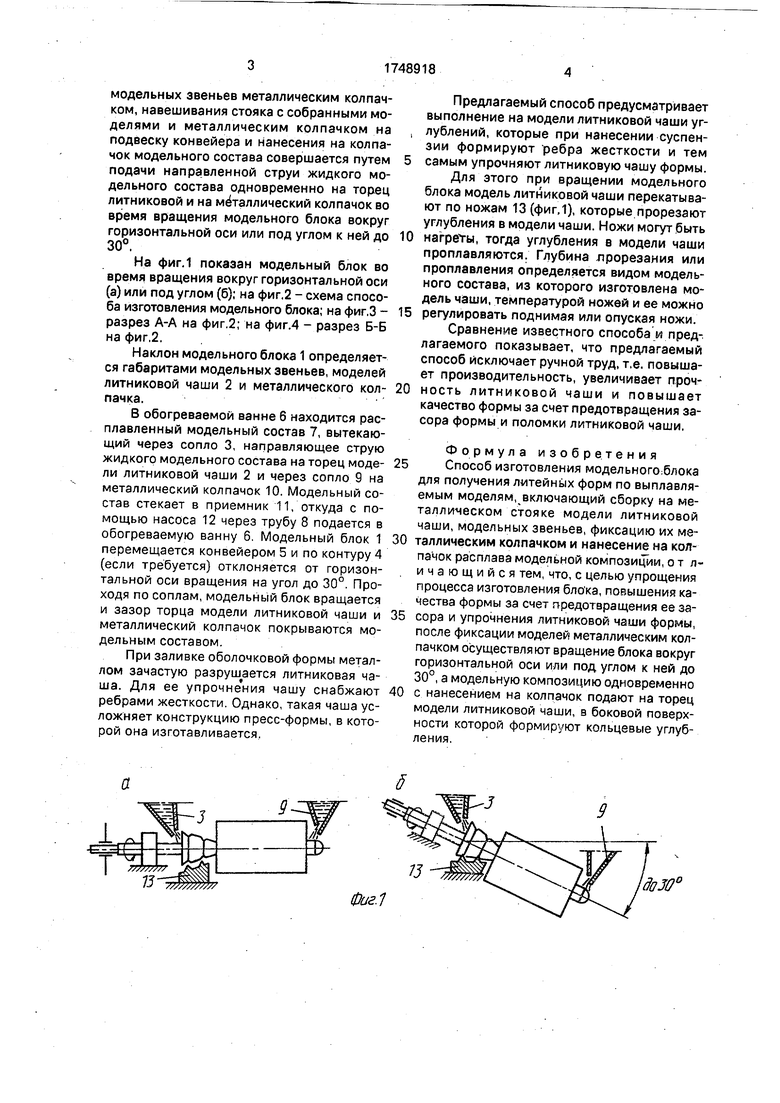
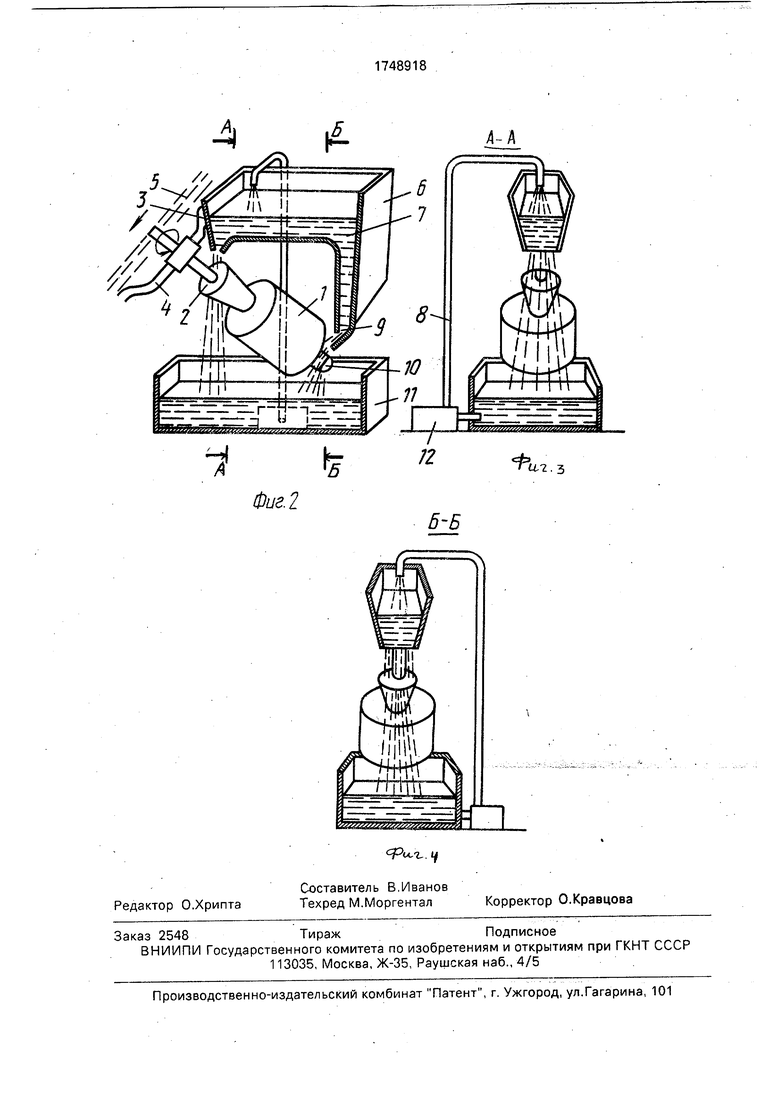
На фиг.1 показан модельный блок во время вращения вокруг горизонтальной оси (а) или под углом (б); на фиг.2 - схема способа изготовления модельного блока; на фиг.З - разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг,2,
Наклон модельного блока 1 определяется габаритами модельных звеньев, моделей литниковой чаши 2 и металлического колпачка.
В обогреваемой ванне 6 находится расплавленный модельный состав 7, вытекающий через сопло 3, направляющее струю жидкого модельного состава на торец модели литниковой чаши 2 и через сопло 9 на металлический колпачок 10. Модельный состав стекает в приемник 11, откуда с помощью насоса 12 через трубу 8 подается в обогреваемую ванну 6. Модельный блок 1 перемещается конвейером 5 и по контуру 4 (если требуется) отклоняется от горизонтальной оси вращения на угол до 30°. Проходя по соплам, модельный блок вращается и зазор торца модели литниковой чаши и металлический колпачок покрываются модельным составом.
При заливке оболочковой формы металлом зачастую разрушается литниковая чаша. Для ее упрочне ния чашу снабжают ребрами жесткости. Однако, такая чаша усложняет конструкцию пресс-формы, в которой она изготавливается.
Предлагаемый способ предусматривает выполнение на модели литниковой чаши уг- лублений, которые при нанесении суспензии формируют ребра жесткости и тем
самым упрочняют литниковую чашу формы. Для этого при вращении модельного блока модель литниковой чаши перекатывают по ножам 13 (фиг,1), которые прорезают углубления в модели чаши. Ножи могут быть
нагреты, тогда углубления в модели чаши проплавляются. Глубина лрорезания или проплавления определяется видом модельного состава, из которого изготовлена модель чаши, температурой ножей и ее можно
регулировать поднимая или опуская ножи. Сравнение известного способа и предлагаемого показывает, что предлагаемый способ исключает ручной труд, т.е. повышает производительность, увеличивает прочность литниковой чаши и повышает качество формы за счет предотвращения за- сора формы и поломки литниковой чаши.
Формула изобретения
Способ изготовления модельного.блока для получения литейных форм по выплавляемым моделям, включающий сборку на металлическом стояке модели литниковой чаши, модельных звеньев, фиксацию их металлическим колпачком и нанесение на колпачок расплава модельной композиции, отличающийся тем, что, с целью упрощения процесса изготовления бло ка, повышения качества формы за счет предотвращения ее засора и упрочнения литниковой чаши формы, после фиксации моделей металлическим колпачком осуществляют вращение блока вокруг горизонтальной оси или под углом к ней до 30°, а модельную композицию одновременно
с нанесением на колпачок подают на торец модели литниковой чаши, в боковой поверхности которой формируют кольцевые углубления.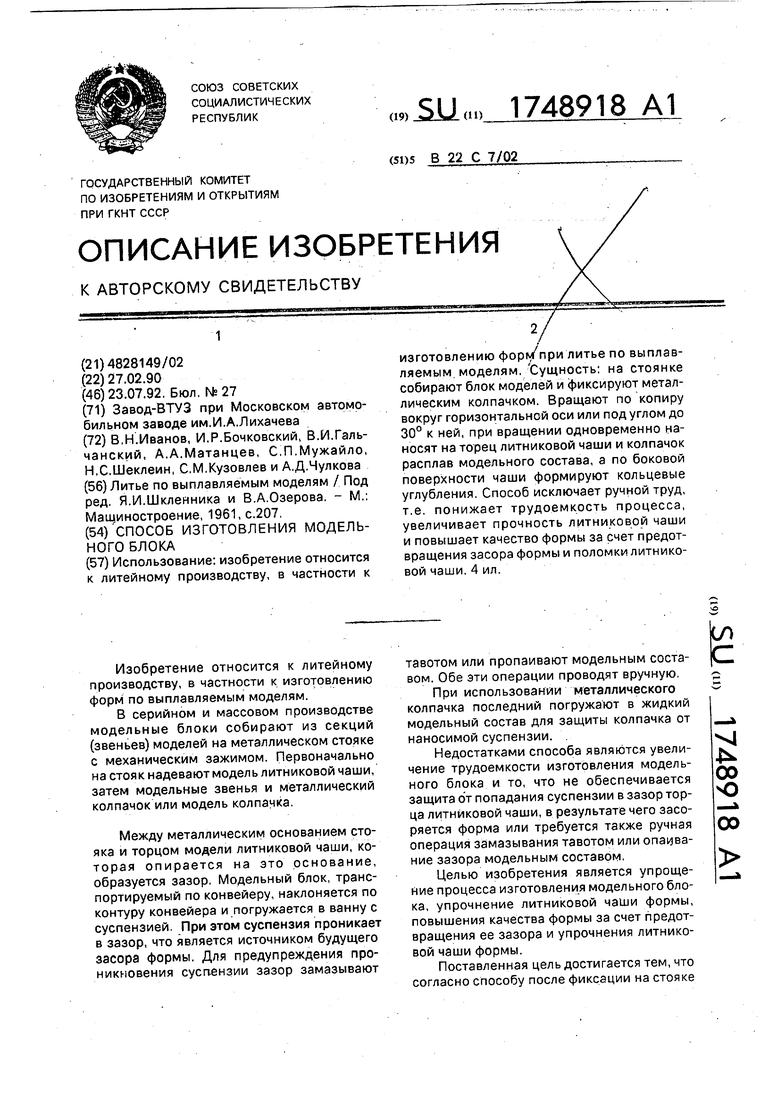
| название | год | авторы | номер документа |
|---|---|---|---|
| Модельный блок для литья по выплавляемым моделям | 1990 |
|
SU1740099A1 |
| Блок выплавляемых моделей для получения отливок в керамических формах | 1987 |
|
SU1563837A1 |
| МОДЕЛЬНЫЙ КОМПЛЕКТ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАЗОВЫМ МОДЕЛЯМ | 1991 |
|
RU2025193C1 |
| Приспособление для сборки модельных звеньев в блок | 1981 |
|
SU980926A1 |
| Приспособление для сборки модельных звеньев в блок | 1975 |
|
SU549241A1 |
| Приспособление для сборки модельных звеньев в блок | 1988 |
|
SU1688968A1 |
| Способ сборки выплавляемых моделей в блок | 1981 |
|
SU948529A1 |
| Способ удаления легкоплавких моделей из оболочковых форм | 1990 |
|
SU1764771A1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| Способ получения крупногабаритных тонкостенных отливок по выплавляемым моделям | 1987 |
|
SU1567316A1 |
Использование: изобретение относится к литейному производству, в частности к изготовлению фору при литье по выплавляемым моделям, Сущность: на стоянке собирают блок моделей и фиксируют металлическим колпачком. Вращают по копиру вокруг горизонтальной оси или под углом до 30° к ней, при вращении одновременно наносят на торец литниковой чаши и колпачок расплав модельного состава, а по боковой поверхности чаши формируют кольцевые углубления. Способ исключает ручной труд, т.е. понижает трудоемкость процесса, увеличивает прочность литниковой чаши и повышает качество формы за счет предотвращения засора формы и поломки литниковой чаши. 4 ил.
а
1
гЩ
ы зш
13
///////////
73
доЖ
Фиг.1
Фиг 2
А- А
а.з
Б-Б
| Литье по выплавляемым моделям / Под ред | |||
| Я.И.Шкленника и В.А.Озерова | |||
| - М.: Машиностроение, 1961, с.207 |
