(54) УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ чистовой ОБРАБОТКИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимическойчиСТОВОй ОбРАбОТКи | 1976 |
|
SU808229A1 |
| Устройство для электрохимическойОбРАбОТКи | 1979 |
|
SU823052A1 |
| Зажимное устройство | 1983 |
|
SU1110589A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ДОВОДКИ | 2007 |
|
RU2361703C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ РОТОРА (ИЛИ СОПЛОВОГО БЛОКА) ТУРБИНЫ И ПРИСПОСОБЛЕНИЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2221676C2 |
| Устройство для электрохимического снятия заусенцев | 1979 |
|
SU973267A1 |
| Способ электрохимической обработки лопаток газотурбинных двигателей | 2016 |
|
RU2635209C1 |
| Базовая плита универсально-наладочного приспособления | 1987 |
|
SU1466908A2 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| Автоматическая переналаживаемая линия | 1976 |
|
SU654395A1 |
I
Изобретение относится к электрофизическим и электрохимическим методам обработки и может быть использовано в станках для удаления заусенцев, доводки и полировки отверстий.
Известно устройство для электрохимической чистовой обработки отверстия в детали ,содержащее стоя,на котором установлено базовое приспособйение.для крепления- обрабатываемой детали, электрод-инструмент, закрепленный на подвижной траверсе, и трубопровод подами электролита.
В столе и базовом приспособлении выполнены центрирующие элементы,при сопряжении которых их отверстия образуют герметичную магистраль, являющуюся продолжением трубопровода подачи электролита.
Центрирующие элементы могут быть выполнены в виде кольцевой канавки, в которую вложен уплотнительный материал, и буртика, сопряженного с ней по подвижной посадке..
Базовое приспособление установлено на столе с возможностью сопряжения его базовой поверхности со столом и создания натяга по уплотнительному элементу посредством прижатия этого приспособления к столу прижимными планками и винтами.
Данное устройство позволяет при переналадке с одного вида обрабатывремых деталей на другой одновремен10но производить крепление, центрирование деталей по отношению к электроду-инструменту и герметичное приспособление к магистрали подачи электролита базового приспособления.
15
Однако крепление посредством прижимных планок и винтов требует дополнительного времени при переналад- , ке устройства с одного вида обрабатываемых деталей на другой.
20
Кроме того, в процессе переналадки не предусмотрена фиксация базового приспособления от проворота, что также требует дополнительных затpar времени и внимания при наладке, а -следовательно, приводит к потере производительности.
Целью настрящего изобретения является повышение производительности обработки путем сокращения времени переналадки с одного вида обрабатываемых деталей на другой.
Поставленная цель достигается тем что в известном устройстве для электрохимической чистовой обработки по ,авт„св, S 808229, в базовом приспособлении выполнены фиксаторы из ма1- нитного материала, а в столе - соответствующие им гнезда с вмонтированными в них витками индуктивности.
Выполнение в базовом приспособлении фиксаторов из магнитного материала, а в столе - соответствующих им гнезд с вмонтированными в них витками индуктивности позволяет при переналадке устройства с одного вида обрабатываемых деталей на другой сократить время монтажа и демонтажа базового приспособления на столе станка, а также исключить затраты времени на фиксацию приспособления от проворота. Благодаря этому значительно повысится производительность обработки..
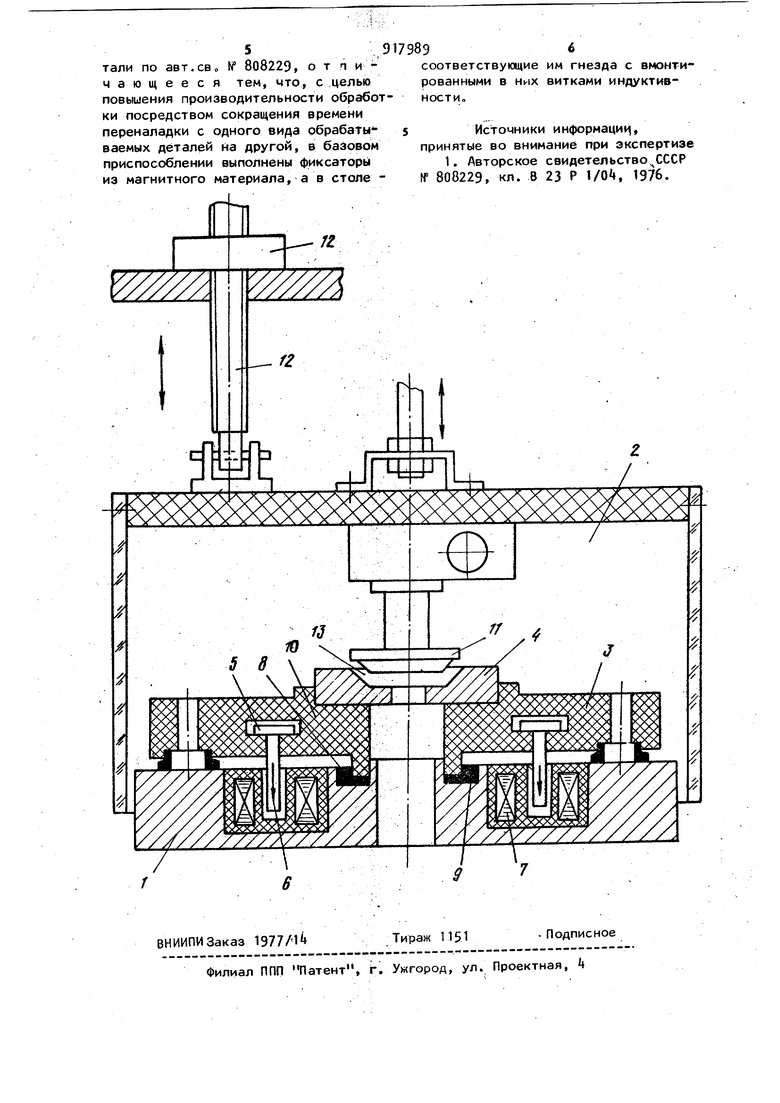
На чертеже изображено предлагаемое устройство в разрезе.
На столе 1 в камере 2 установлено базовое приспособление 3 для обрабатываемой детали .
В приспособлении 3 выполнены фиксаторы 5 из магнитногоматериала, а в столе - соответствующие им гнезда 6, В гнезда вмонтированы витки 7, связанные с источником тока (на чертеже не показан),
В столе 1 выполнена кольцевая расточка 8, в которой расположено уплотнение 9 например резина, а в нижней части приспособления 3 выполнен центрирующий буртик 10.
В камере 2 над приспособлением 3 расположен обрабатывающий электрод 11, связанней с наладочным приводом 12 его подачи.
Электрод установлен относительно детали k с рабочим зазором 13
Устройство работает следующим образом.
Производится наладка устройства. Для этого на столе 1 устанавливают приспособление 3 так, что буртик 10 входит в расточку 8 и упирается в
уплотнение 9 При этом фиксаторы 5 входят в гнезда 6, фиксируя приспособление 3 от проворота. На витки 7 подают ток, в результате чего образуется магнитное поле, и фиксаторы 5 втягиваются в гнезда 6, прижимая приспособление 3 до сопряжения с поверхностью стола 1. .
При этом буртик 10 деформирует
уплотнение 9, создавая таким образом герметичную магистраль подачи электролита. Затем на приспособление 3 устанавливают деталь , к ней подводят электрод 11 с рабочим зазором 13.
5 В зазор 13 подают электролит, а к детали k и электроду 11 подводят соответственно ток положительного и отрицательного потенциалов.
Происходит обработка детали t.
0 По окончании обработки отключают деталь k и электрод 11 от источника тока и прекращают подачу электролита. Электрод отводят в верхнее нерабочее положение, обработанную деталь сни$ мают с приспособления 3 и устанавливают следующую.
При переналадке устройства на другой вид обрабатываемой детали k обесточивают витки 7, снимают со стола
J, 1 приспособление 3 и устанавливают другое, соответствующее этому виду. В качестве базового объекта принят как лучший Vi широко используемый в настоящее время в промышленности электрохимический станок модели ЭХУЗ-2„
По сравнению с базовым объектом использование предлагаемого изобретения при мелкосерийном производстве, где необходима частая переналадка устройства с одного вида обрабатываемых деталей на другой, позволяет в два раза сократить время монтажа и демонтажа базового приспособления на столе станка, а также исключить затраты времени на фиксацию приспособления от проворота. Благодаря этому на 10% увеличивается производительность обработки.
По предварительным расчетам,проведенным в НИИАПе, экономический эффект от использования заявляемого изобретения в одном электрохимическом станке составит руб. в год.
Формула изобретения
Устройство для электрохимической чистовой обработки отверстия в да
