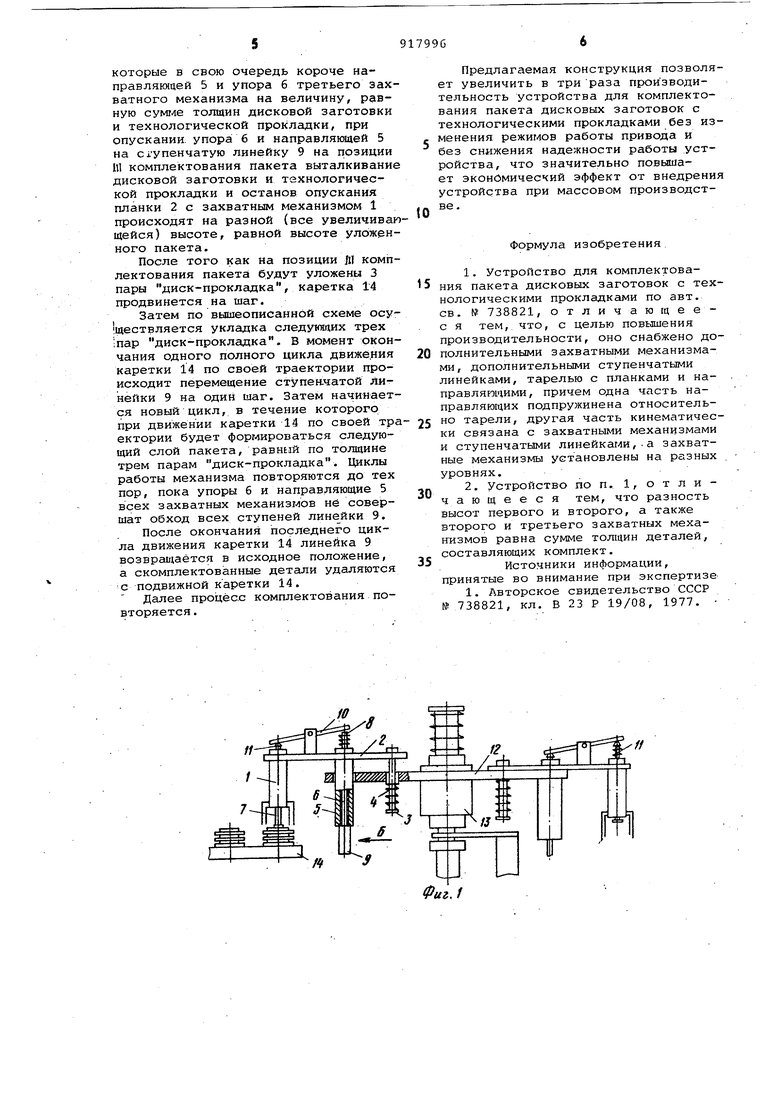
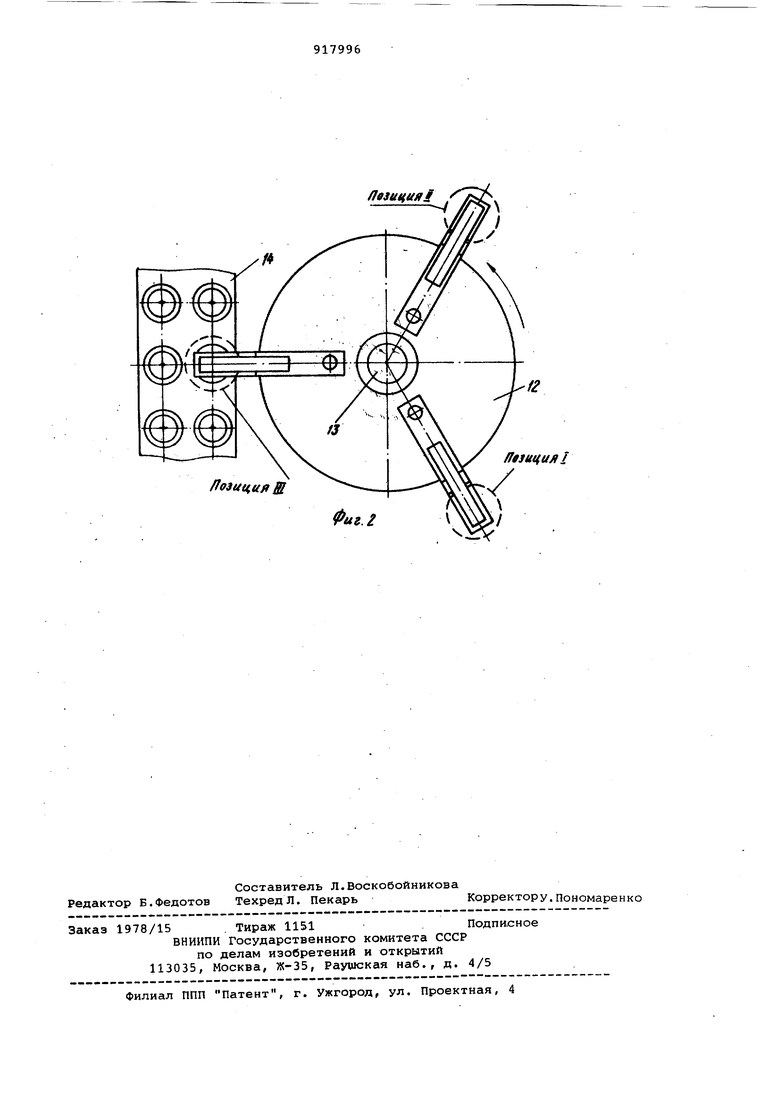
ми ступенчатыми линейками, тарелью с планками и направляющими/ причем одна часть направляющих подпружинена относительно тарелей, а другая часть кинематически связана с захва ными механизмами и со ступенчатыми линейками. Кроме того, захватные механизмы установлены на разных уровнях, причем разность высот первого и второго, а также второго и третьего захватных механизмов равна сумме толщин деталей, составляющих комплект. На фиг.1 изображен вид устройств спереди; на фиг.2 - вид сверху. Описываемое устройство содержит три захватных механизма 1, каждый из которых закреплен на планке 2, снабженной двумя направляющими 3 и 5. Направляющая 3 подпружинена пружиной 4, а направляющая 5 представляет собой полый цилиндр с про пущенным в него упором 6, кинемати чески связанным с выталкивателем 7 и подпружиненным пружиной 8. Ступенчатая линейка 9 посредством упора 6 и рычага 10 кинематиче ки связана с выталкивателем 7, под пружиненным пружиной 11. Направляющие 3 и 5 проходят чер тарель 12, закрепленную на стакане 13, и имеют ход, ограниченный длиной направляющей 3. Перепад ступеней на одной стороне линейки 9 равен сумме толщин трех дисковых заготовок и трех технологических прокладок (т.е. набираемы в пакет деталей). Высоты полой направляняцей 5 и упора 6 первого захватного механиз ма меньше высот полой направляющей 5 и упора 6 второго захватного механизма на величину, равную сумме то щин дисковой заготовки и технологи ческой прокладки, а высоты полой направляющей 5 и упора б второго захватного механизма меньше высот полой направляющей 5 упора б треть захватного механизма на ту же вели чину . Комплектование пакета осуществляется на подвижной каретке 14. Устройство работает следующим образом. В исходном положении первый зах ватный механизм 1 с захваченными дисковой заготовкой и технологичес кой прокладкой находится над позицией Ш комплектования пакета; второй захватный механизм с захваченной дисковой заготовкой находится над позицией 11 захвата прокладки; третий захватный механизм находится над позицией 1 захвата дисковой заготовки. Кроме того, ступенчатая линейка .расположена так, чтобы упоры б и н правляющие 5 всех захватных механи мов на позиции комплектования пакета контактирования с нижней (левой на фиг.2) ступенью линейки 9. При включении устройства под действием привода стакан 13 опускается, а с ним опускаются и тарель 12 и расположенные на ней захватные механизмы. При этом сначала упор б первого захватного механизма своим нижним концом вступает в контакт с нижней ступенью линейки 9, а верхним концом контактирует с рычагом 10 и по мере опускания стакана 13 и тарели 12 поворачивает рычаг 10 вокруг оси. Поворачиваясь, рынаг 10 перемещает подпружиненный пружиной 11 выталкиватель 7, который выталкивает дисковую заготовку, и технологическую прокладку на позицию Щ комплек тования пакета. При дальнейшем опускании стакана 13 с тарелью 12 происходит контакт нижнего конца направляющей 5 первого захватного механизма с нижней ступенью линейки 9; тем самым ограничивается перемещение вниз планки 2 и закрепленного на ней первого захватного механизма 1. При дальнейшем опускании стакана 13 с тарелью 12 происходят: ;1) захват технологической прокладки захватным механизмом 1 второго захватного механизма 2) захват дисковой заготовки захватным механизмом 1 третьего захватного механизма. При последующем подъеме стакана 13 старелью,12 под действием пружины 4 первый захватный механизм перемещается в первоначальное положение (т.е. до соприкосновения планки 2 с тарелью 12). Далее, при подъеме стакана 13 с тарелью 12, на правляющая 5 и упор б первого захватного механизма выходят из контакта с линейкой. После подъёма и поворота стакана 13 с тарелью 12 первый захватный механизм 1 находится над позицией Г захвата дисковой заготовки; второй захватный механизм 1 - над позицией Ш комплектования пакета; третий захватный механизм 1 - над позицией П захвата технологической прокладки , и работа устройства продолжается аналогичным образом. Теперь с каждым опусканием стакана 13 с тарелью 12 будут осуществляться следующие операции: 1)захват дисковой заготовки на позиции 1; 2)захват технологической прокладки на позиции II; 3)комплектование пакета на позиции ITI. Вследствие того, что направляющая 5 и упор б первого захватного механизма короче такой же направляющей 5 и упора б второго механизма. которые в свою очередь короче направлякмией 5 и упора б третьего зах ватного механизма на величину, равную сум1ле толщин дисковой заготовки и технологической прокладки, при опускании, упора 6 и направлякяцей 5 на ступенчатую линейку 9 на позиции Ш комплектования пакета выталкивани дисковой заготовки и технологической прокладки и останов опускания планки 2 с захватным механизмом 1 происходят на разной (все увеличива щейся) высоте, равной высоте уложен ного пакета. После того как на позиции Й1 комп лектования пакета будут уложены 3 пары диск-прокладка, каретка 14 продвинется на шаг. Затем по вышеописанной схеме осу ществляется укладка следующих трех пар диск-прокладка. В момент окон чания одного полного цикла движения каретки 14 по своей траектории происходит перемещение ступеачатой линейки 9 на один шаг. Затем начинает ся новый цикл, в течение которого при движении каретки 14 по своей тр ектории будет формироваться следующий слой пакета, равный по толщине трем парам диск-прокладка. Циклы работы механизма повторяются до тех пор, пока упоры 6 и направляющие 5 всех захватных механизмов не совершат обход всех ступеней линейки 9. После окончания последнего цикла движения каретки 14 линейка 9 возвргицаётся в исходное положение, а скомплектованные детали удаляются с подвижной каретки 14. Далее процесс комплектования повторяется. Предлагаемая конструкция позволяет увеличить в три раза производительность устройства для комплектования пакета дисковых заготовок с технологическими прокладками без изменения режимов работы привода и без снижения надежности работы устройства, что значительно повышает экономический эффект от внедрения устройства при массовом производстве. Формула изобретения 1.Устройство для комплектоваНИН пакета дисковых заготовок с технологическими прокладками по авт. св. № 738821, отличающеес я тем, что, с целью повышения производительности, оно снабжено дополнительными захватными механизмами, дополнительными ступенчатыми линейками, тарелью с планками и направляющими, причем одна часть направляющих подпружинена относительно тарели, другая часть кинематически связана с захватными механизмами и ступенчатыми линейками,.а захватные механизмы установлены на разных уровнях. 2.Устройство по п.1, отличающееся тем, что разность высот первого и второго, а также второго и третьего захватных механизмов равна сумме толщин деталей, составляющих комплект. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 738821, кл. В 23 Р 19/08, 1977. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для комплектования пакета дисковых заготовок с технологическими прокладками | 1977 |
|
SU738821A1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| Устройство для комплектования пакета дисковых заготовок с технологическими прокладками и загрузки его в зону обработки | 1973 |
|
SU519314A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Грейферное подающее устройство к штампу | 1983 |
|
SU1159698A1 |
| Устройство для разборки полых цилиндрических изделий | 1990 |
|
SU1794835A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Устройство для подачи заготовок с удлиненной осью | 1977 |
|
SU774969A1 |
| Устройство кривовязюков для вырубкизАгОТОВОК из пОлОСОВОгО илЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU804501A1 |
| Устройство для вырубки заготовок из плоского материала | 1983 |
|
SU1139546A1 |
/ff
Фиг. 2
ЛвзицияМ
Пвзицил
ч
