(S) УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ
Изобретение относится к области автоматической ориентации деталей, к устройствам их фиксации в зоне захвата промышленным роботом.
По основному авт.св. № известно устройство для поштучной выдачи деталей, содержащее лоток-накопитель, подпружиненные створки, профильную скобу, расположенную в окне лотка-накопителя с возможностью диагонального перемещения относительно его плоскостей и соединенную с тягой, которая кинематически связана с подпружиненными створками, закрепленными на лотке-накопителе с возможностью вращения tj.
Однако устройство обладает недостаточной точностью позиционирования, обусловленной жесткой связью устройства с вибрационным приводом. Этот затрудняет применение устройства в точных и прецизионных технологичесг ких процессах например, в сборочных операциях), так как взаимодействие ДЕТАЛЕЙ
устройства в комплексе, с захватом промышленного робота гарантирует надежную работу при автоматизации процессов., ограниченных средним классом точности.
Целью изобретения является повышение точности позиционирования деталей относительно захвата промышленного робота.
Эта цель достигается за счет того,
10 что лоток-накопитель выполнен составным из неподвижной и-подвижной частей, устройство снабжено дополнительным приводом, который кинематически связан с подвижной частью лотка-накоISпителя, установленной на направляющих с возможностью вертикального перемещения и фиксации.
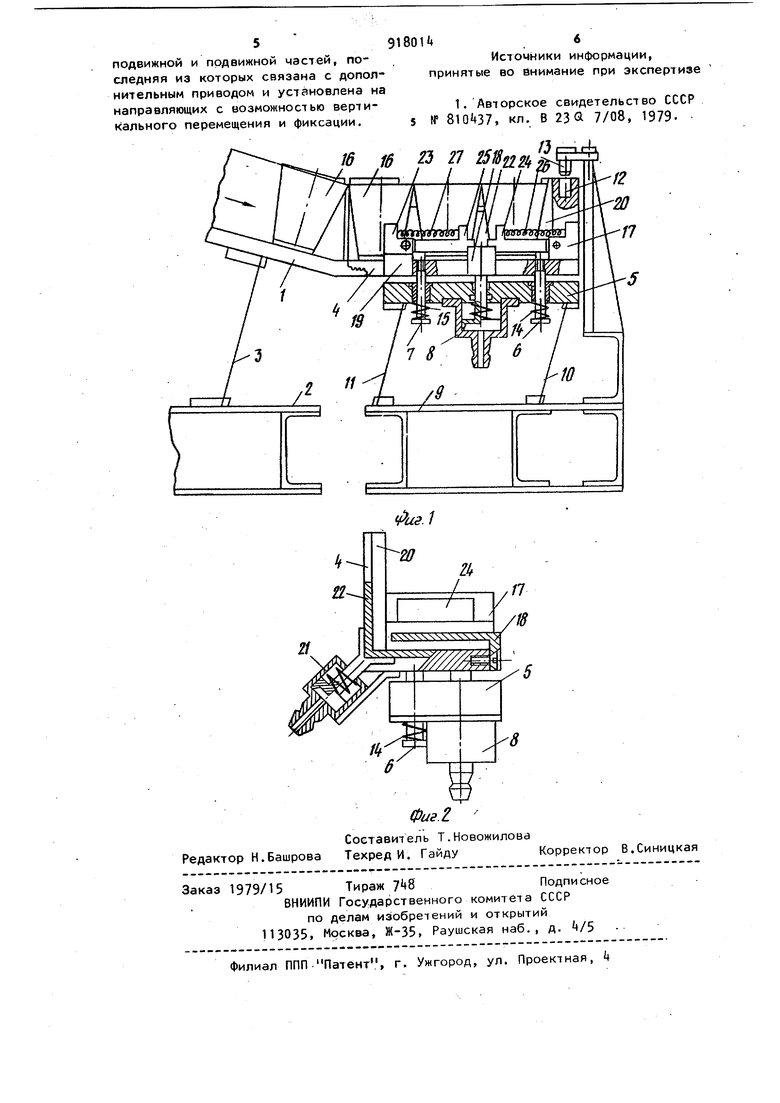
На фиг.1 изображено предлагаемое устройство; на фиг.2. - привод про20фильной скобы.
Устройство для поштучной выдачи деталей состоит из лотка-накопителя 1, закрепленного на основании 2с 3 помощью плоской пружины 3, подвижно го лотка , связанного с опорной плитой 5 посредством направляющих 6 и 7- На опорной плите 5 закреплен цилиндр 8 подъема лотка Ц, бесштокр вая полость которого энергомагистралью соединена с устройством npoi- раммного управления манипулятора (не показаны). На основании 9 закреп лены плоские пружины 10 и 11, удерж вагющие опорную плиту 5. В подвижном лотке выполнены отверстия 12 для фиксаторов 13 жестко закрепленных на основании 9. Соединение лотка-на копителя I с подвижным лотком k выполйене зубчатого типа с силовым за мыканием пружин 1 и 15 которые взаимодействуют с направляющими 6 и 7 и опорной плитой 5 На лоткенакопителе I и подвижном лот ке 4 расположены детали 1б. На лотке закреплены правая стойка 17 опорные скобы 18 и 19 упор 20 и цилиндр 21 диагонального перемещения профильной скобы 22 относительно лотка k. На опорной скобе 19 закреплена левая стойка 23. В правой 17 и левой 23 стойках смонтированы с возможностью вращения створки 24 и 25, которые прижаты к опорной скобе 19 пружинами 26 и 27. Устройство 1эаботает следующим образом. По лотку-накопителю 1 изогнутые детали 16 транспортируются в зону Захвата. Крайняя правая деталь 16 затормаживается упором 20 и занимает требуемое положение, опираясь своей торцовой поверхностью на профиль упора 20. Между крайней правой и следующей за ней деталями 1б диагонально выходит в специальное окно выступая за плоскости подвижного лот ка , профильная скоба 22. Перемещает профильную скобу 22 цилиндр 21 по команде от устройства программного управления манипулятора. Таким образом, вторая деталь 16 однозначно фиксируется на толке k. Затем цилиндр 8 поднимает лоток k вертикально вверх, разъединяя его с лотком-накопителем 1 на величину, обусловленную длиной направляющих 6 и 7- Фиксаторы 13 при этом входят в отверстия 12, обеспечивая жесткость конструкции и исключая смещение лот ка t относительно основания 9 Торцовая поверхность лотка Ц, выступая над плоскостью лотка-накопителя 1, . 4 выполняет функцию отсекателя и препятствует продвижению деталей, Захват манипулятора (не показан) зажимает одновременно две детали 16 и поднимает их вертикально вверх. При этом детали 16, воздействуя на створки 2 и 25, поднимают их, сжимая пружины,25 и 26. После выноса деталей 16 с лотка k створки 2 и 25, профильная скоба 22. и сам лоток Ц возвращаются в исходные положения при помощи соответственно пружин 26 и 27, цилиндров 21 и 8. Разрывается кинематическая связь лотка t с основанием 9 и устанавливается контакт с лотком-накопителем 1, Детали 16 под действием вибрации проскальзывают в зону позиционирования и фиксируются опорной скобой 18. Далее цикл повторяется. Использование предлагаемого устройства позволяет расширить область комплексной автоматизации производственных процессов за счет перехода от процессов средней точности к высокоточным, а после небольшого усовершенствования (добавлением дополнительной профильной скобы с приводом) повысить производительность. Это существенно расширяет функциональные свойства устройства и позволяет, кроме того, варьировать производительность в широком диапазоне захватом одной, двух или одновременно трех деталей. Устройство может быть использовано как часть захвата манипулятора, исключая необходимость в механизме подачи захватных органов на деталь. Упрощение конструкции захвата манипулятора уменьшает его массу, позволяя либо повысить производительность при неизменной точности, либо применить комплекс к прецизибнным процессам при неизменной производительности. Выполнение подвижным лотком функции отсекателя упрощает конструкцию механизма. Формула изобретения Устройство для поштучной выдачи деталей по авт.св. № отличающееся тем, что, с целью повышения точности позиционирования деталей, устройство снабжено дополнительным приводом, а лотокнакопитель выполнен составным из не-
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачидЕТАлЕй | 1979 |
|
SU810437A1 |
| Устройство для кассетирования плоских деталей | 1988 |
|
SU1618578A1 |
| Загрузочное устройство | 1987 |
|
SU1523304A1 |
| Устройство для подачи немагнитных токопроводящих деталей | 1982 |
|
SU1027011A1 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| Устройство для непрерывной вибрационной обработки деталей | 1988 |
|
SU1634454A1 |
| Устройство для поштучной подачи радиодеталей | 1982 |
|
SU1066054A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ТОРМОЗНЫХ БАРАБАНОВ | 1990 |
|
RU2009009C1 |
| Автоматическая линия сборки переключателей | 1984 |
|
SU1254560A1 |
