Известны способы прессовой сварки труб токами высокой частота с применением передвигаемого вдоль трассы источника тока высокой частоты и разъемного индуктора, встроенного в пресс-клещи.
Предлагаемый способ позволяет существенно упростить сварочный процесс благодаря тому, что на стыки трубопровода предварительно устанавливают пресс-клещи, а сварочный трансформатор и гидравлический цилиндр, конструктивно объединенные в одном узле, для производства сварки перестанавливают с помощью обычных транспортных средств (например, трактора с подъемной стрелой и т.д.) с одних пресс-клещей на другие. Устройство для осуществления способа выполнено разъемным, состоит из двух соединяемых при сварке частей - пресс-клещей и индуктора сварочного трансформатора.
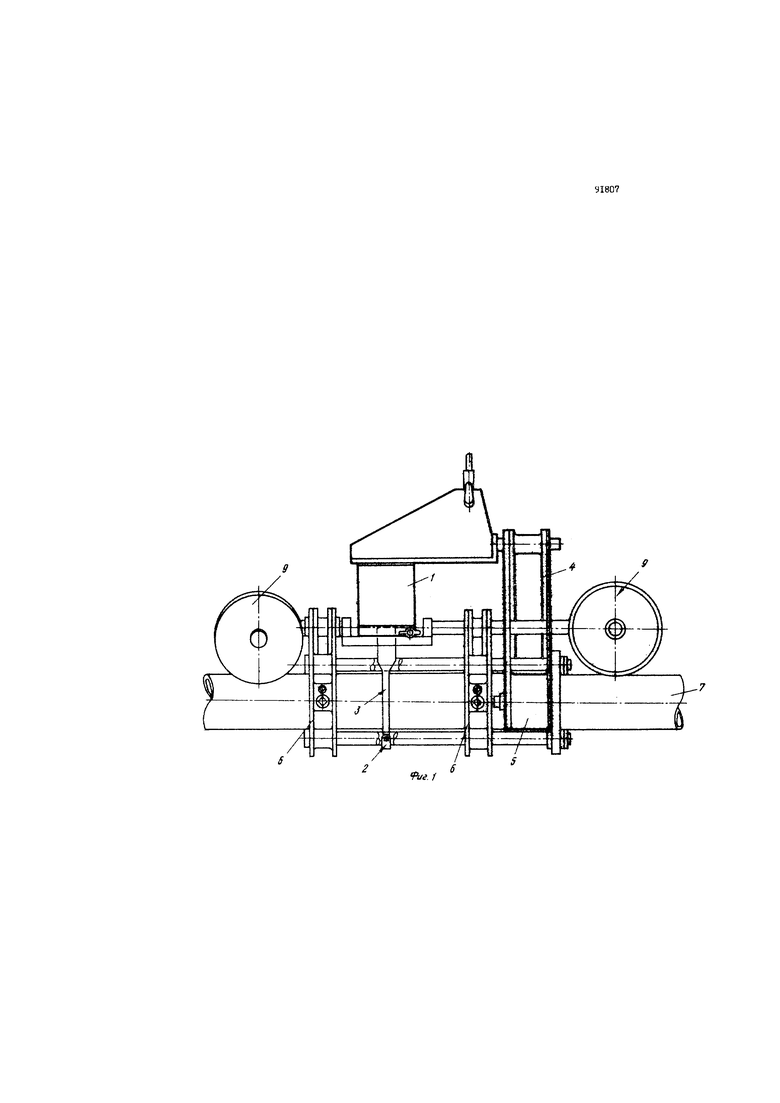
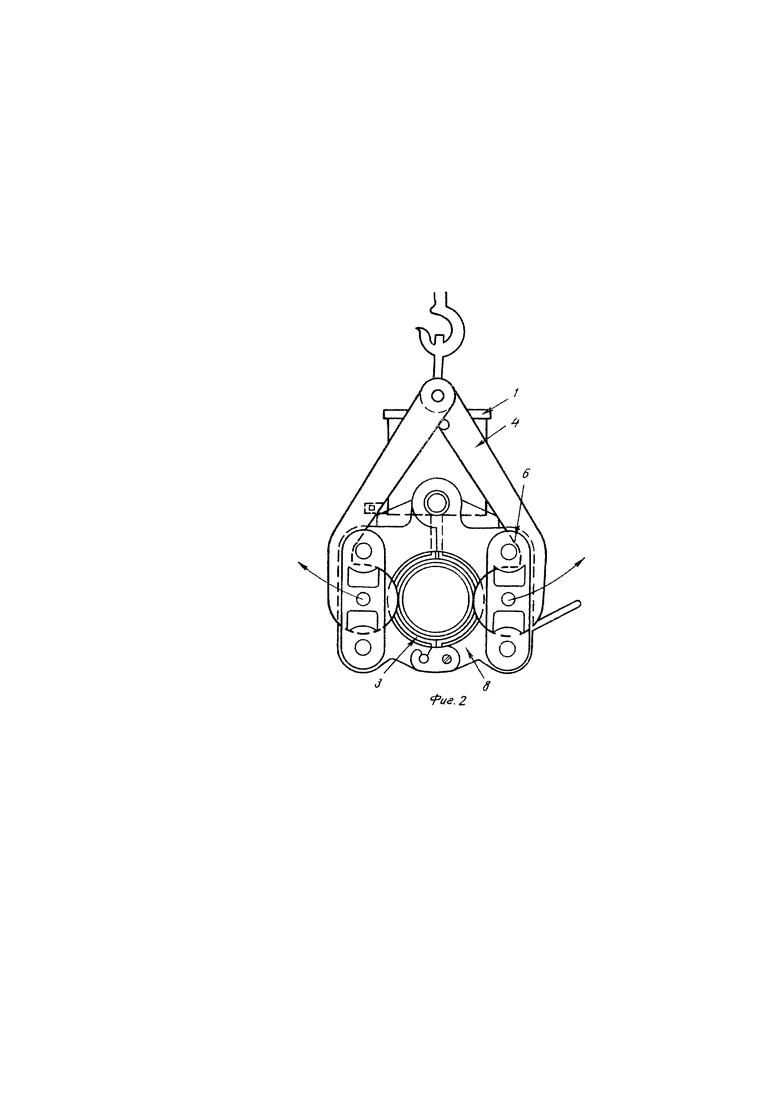
На фиг. 1 и 2 схематически изображено устройство для осуществления сварки предлагаемым способом.
Устройство выполнено разъемным, состоит из двух соединяемых при сварке частей. Первая часть подвешивается на стреле трактора, представляет собой энергоузел, состоящий из трансформатора 1 высокой частоты с зажимом 2 для индуктора 3 типа струбцынки и рукоподобных рычагов 4 с двумя гидроцилиндрами 5, механически передающими свои усилия параллельным опорам 6 пресс-клещей для прессования при сварке. Вторая часть - пресс-клещи -, устанавливаемые на стыках свариваемого трубопровода 7. При такой конструкции пресс-клещи упрощаются, становятся легкими и транспортабельными без применения трактора (вес около 40 кг). Для увеличения транспортабельности предлагается пресс-клещи 8 снабдить колесами 9, служащими упорами при их раскрытии и закрытии, а также для перемещения от стыка к стыку. При этом в качестве пути для передвижения используется уложенный для сварки трубопровод 7.
При сварке трубопровода трактор с энергоузлом и гидравлическим устройством, везущий за собой прицеп с агрегатом для получения энергии, передвигается от стыка к стыку. На нескольких стыках, подлежащих сварке, предварительно устанавливают соответствующее число пресс-клещей. Подъезжая к каждому стыку, трактор опускает на пресс-клещи 8 трансформатор 1 и заводит в гнезда рукоподобными рычагами 4 гидроцилиндры 5.
Контакты трансформатора и гидроцилиндры закрепляются, и производится операция прессовой сварки.
После сварки освобожденные пресс-клещи перевозят по уложенному трубопроводу на следующие стыки вручную.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕЗГРАТОВОЙ СВАРКИ РЕЛЬСОВ ДАВЛЕНИЕМ С ПОДОГРЕВОМ | 2006 |
|
RU2325980C1 |
| МАГНИТОДИНАМИЧЕСКОЕ СВАРОЧНОЕ УСТРОЙСТВО | 1989 |
|
RU2041779C1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| Сварочный комплекс | 1979 |
|
SU904244A1 |
| ТРУБОСВАРОЧНЫЙ ПРЕСС ДЛЯ СВАРКИ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 1950 |
|
SU95029A1 |
| Способ контроля качества сварных соединений, выполненных стыковой контактной сваркой оплавлением, и устройство для его реализации | 2018 |
|
RU2682362C1 |
| Передвижная установка для сварки труб | 1952 |
|
SU97486A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ АРМАТУРНЫХ ИЗДЕЛИЙ | 2017 |
|
RU2667273C1 |
| СПОСОБ РЕКОНСТРУКЦИИ РЕЛЬСОВЫХ ПУТЕЙ | 2014 |
|
RU2584955C1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
1. Способ прессовой сварки труб токами высокой частоты с применением передвигаемого вдоль трассы источника тока высокой частота и разъемного индуктора, встроенного в пресс-клещи, отличающийся тем, что, с целью упрощения процесса сварки, на стыки трубопровода предварительно устанавливают пресс-клещи, а сварочный трансформатор и гидравлический цилиндр, конструктивно объединенные в одном узле для производства сварки, перестанавливают при помощи обычных транспортных средств (например, трактор с подъемной стрелой т.д.) с одних пресс-клещей на другие.
2. Устройство для осуществления способа по п. 1, отличающееся тем, что, с целью облегчения устройства и увеличения его транспортабельности, устройство выполнено разъемным и состоящим из двух соединяемых при сварке частей: пресс-клещей, снабженных колесами для транспортировки их вдоль свариваемых труб; и подключаемого к встроенному в пресс-клещи индуктору сварочного трансформатора токов высокой частоты, механически связанного с гидравлическими цилиндрами, приводящими в действие пресс-клещи, устанавливаемые на стыках для сварки.
