(54 УСТАНОВКА ДЛЯ СУШКИ И ПОЛИМЕРИЗАЦИИ ШТУЧНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделения и кассетирования потока изделий | 1981 |
|
SU994346A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Установка для нанесения и сушки защитного покрытия на поверхность полых цилиндрических изделий | 1984 |
|
SU1279674A1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| Поточная линия для изготовления и упаковки, например, школьных тетрадей | 1959 |
|
SU131359A1 |
| Агрегат для нанесения и высушивания клеевой пленки на деталях низа обуви | 1976 |
|
SU766573A1 |
| Автоматическая линия | 1981 |
|
SU921792A1 |
| Установка для армирования керамических изделий | 1982 |
|
SU1057291A1 |
| ПОДЪЕМНО-ТРАНСПОРТНОЕ ОБОРУДОВАНИЕ КОМПЛЕКСА ТЕРМООБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2526572C1 |


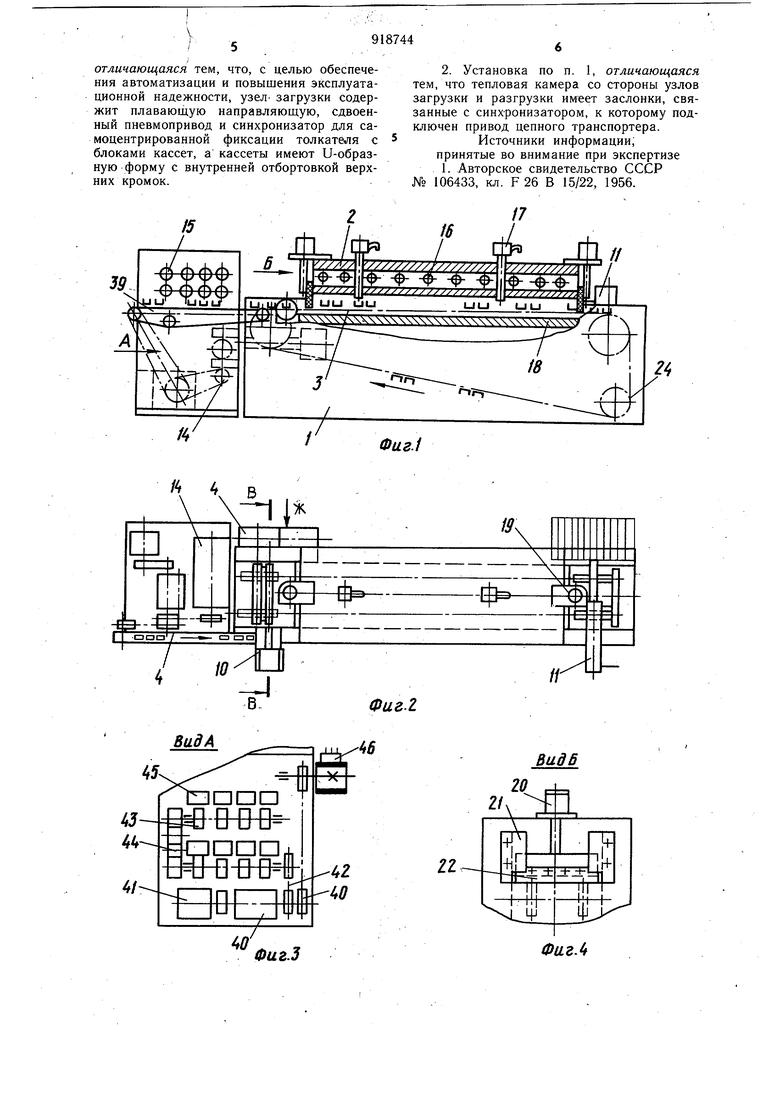
Изобретение относится к сушильной технике и может быть использовано для сушки и полимеризации изделий типа плоских мик ромодулей, применяемых в электронной технике. Наиболее близкой к предлагаемому по технической сущности и достигаемому разультату является установка для сушки и полимеризации штучных изделий, содержащая тепловую камеру с узлами загрузки и разгрузки,, имеющими толкатели, и расположенный в камере цепной транспортер с блоками кассет, несущий изделия и снабженный приводом 1. Недостатком известной установки является недостаточная эксплуатационная надежность вследствие возникающих перекосов между осью кассеты и осью толкателя и отсутствие автоматизации процесса сушки и полимеризации изделий сложной формы, например, плоских микромодулей с односторонними выводами, герметизируемых жидким компаундом. Цель изобретения - обеспечение автоматизации и. повышение эксплуатационной надежности установки. Указанная цель достигается тем, что узел загрузки дополнительно содержит плавающую направляющую, сдвоенный пневмопривод и синхронизатор для самоцентрированной фиксации толкателя с блоками кассет, а кассеты имеют U-образную форму с внутренней отбортовкой верхних кромок. Кроме того, тепловая камера со стороны узлов загрузки и разгрузки имеет заслонки, связанные с синхронизатором, к которому подключен привод цепного транспортера. На фиг. 1 представлена схема установки, общий вид; на фиг. 2 то же, вид сверху; на фиг. 3 - вид А на фиг. 1. на фиг. 4 - вид Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 2; на фиг. 6 - разрез Г-Г на фиг. 5; на фиг. 7 - вид Д на фиг. 5; на фиг. 8 - разрез Е-Е на фиг. 5; на фиг. 9 - вид Ж на фиг. 2; на фиг. 10 - общая кинематическая схема. Установка для сушки и полимеризации щтучных изделий состоит из корпуса 1, в котором смонтированы тепловая камера 2, цепной транспортер 3 с приводом 4, содержащим пневмоцилиндр 5, храповой механизм и тормозной барабан 6, установленный жестко на ведущем- валу 7, тормоз.
включающий подпружиненную постоянно колодку 8 и регулировочный винт 9, узел 10 загрузки изделий и узел 11 разгрузки готовых изделий, блоки кассет 12 с регулировочным узлом, закрепленные на планках 13, синхронизатор 14 и пульт 15 управления. Тепловая камера 2 содержит нагреватели 16, образующие две регулируемые зоны обогрева, контролируемые каждая термопарами 17, и нижнюю изоляционную плиту 18, заслонки 19 с пневмоцилиндрами 20, направляющие 21 и шиберы 22 с асбестовой тканью, входящей между кассетами во время остановки цепного транспортера.
Цепной транспортер 3 включает стандартную цепь, в которой каждое второе звено 23 содержит проущины с отверстиями, в которых закрепляются блоки из кассет, и натяжное устройство 24.
Узел загрузки включает основание 25, скрепленное с хомутом 26, плавающую направляющую, содержащую корпус 27, уравновещенный в вертикальном направлении снизу и сверху пружинами 28, подпружиненные боковые планки 29 и 30, основание толкателя 31, содержащее в передней части цилиндрическое гнездо для входа фиксатира 32, и толкатель 33.
Основание толкателя 31 и толкатель 33 связаны между собой щирокой щпонкой 34, а с сдвоенным цилиндром свободно через цилиндрические стержни 35.
Сдвоенный цилиндр (телескопический) содержит внещний 36 и внутренний 37 цилиндры. Внутренний цилиндр является порщнем внешней ступени и связан с основанием толкателя 31. Во внутреннем цилиндре находится поршень 38, связанньж. с рабочей частью толкателя 33..
Подающий конвейер 39 приводится во вращение от редуктора 40 через электродвигатель 41 и цепную передачу 42.
Синхронизатор 14 содержит электродвигатель, двухступенчатый червячный редуктор 40, цепные передачи 42, распредвал 43 загрузочных перемещений и пневмозолотники 44, связанные гитарой, и пневмозолотники 45.
По шагу цепи установка кассет 12с изделиями 46 достигается путем передвижения их вдоль цепи по фасолеобразным пазам в планке 13 и крепления их к. ней с помощью винтов 47. Храповой механизм со.держит храповое колесо 48, щтангу 49 и собачки 50.
Установка работает следующим образом.
В исходном положении поршень внешнего цилиндра 36 сдвоенного пневмопривода (фиг. 10) загрузочного узла находится в крайнем правом положении, поршень внутреннего цилиндра 38 - в левом крайнем по, ложении.
Воздух поступает в правую полость внешнего цилиндра 36 сдвоенного пневмопривода, основание толкателя с рабочей частью совместно движутся в левое крайнее положение, гнездо оснований толкателя совмещается с. фиксатором 32 кассеты. При этом происходит самоустановка основания толкателя по фиксатору кассеты за счет плавающей направляющей, подпружиненной с четырех сторон и имеющей возможность перемещения относительно не только фиксатора, но и сдвоенного пневмопривода, установленного неподвижно.
Одновременно воздух поступает в верхние полости пневмоцилиндров 20, щиберы 22 опускаются.
Затем воздух поступает слева и действует на порщень 38 сдвоенного пневмопривода, соответственно рабочая часть толкателя 33 отводится вправо, изделие подается на основание толкателя 3.1 до упора в боковую планку. Воздух подается через щток на правую сторону поршня 38, рабочая часть толкателя, двигаясь влево, подает изделие в кассету. Цикл загрузки повторяется до заданного заполнения кассеты.
Во время загрузки кассеты воздух поступает на оба поршня сдвоенного пневмопривода узла 10 загрузки справа, полимеризованные изделия, выталкиваются влево, а пневмопривод возвращается в исходное положение.
Затем воздух поступает в левую полость, внешней ступени сдвоенного пневмопривода узла 11 разгрузки, внутренний цилиндр 37 отходит вправо, отводя толкатель вправо, кассета освобождается, одновременно шиберы 22 поднимаются.
Воздух посредством кулачка подается в правую полость пневмоцилиндра 5, штанга 49 с. собачкой 50 поворачивают храповое колесо 48 на одИн шаг, положение этого колеса фиксируется собачкой 50, при этомцепной транспортер перемещается на один шаг и на позицию загрузки подходит следующая кассета.
После этого воздух поступает в левую полость пневмоцилиндра 5, Штанга 49 с собачкой 50.отходят вправо в исходное поло: жение.
Воздух опять поступает в .правую полость сдвоенного пневмоцилиндра 36 и весь цикл работы повторяется.
Режим тепловой ,камеры регулируется, посредством термопар -17.
Формула U3o6peTef uH
отличающаяся тем, что, с целью обеспечения автоматизации и повышения эксплуатационной надежности, узел- загрузки содержит плавающую направляющую, сдвоенный пневмопривод и синхронизатор для самоцентрированной фиксации толкателя с блоками кассет, а кассеты имеют U-образную форму с внутренней отбортовкой верхних кромок.
. В
ВидА
ОПП
454S -fl-Bfr
44/
4/7
Фиг.З
Источники информации; принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 106433, кл. F 26 В 15/22, 1956.
Фиг./
ВидБ
П
Фаг Л
9 сА
23
Ь
)&
I 7
ГГ
46
Фаг.6
ФигЛ
ВидУ
777Г у 1 / ТТТТ
50 9
Фиг. 9
